
Fターム[4F208AH58]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 皿状容器(←トレイ) (96)
Fターム[4F208AH58]に分類される特許
1 - 20 / 96
型、型押し機、型押し品の製造方法
二次成形用多層シート及びこれを用いる包装体
【課題】 防湿性や二次成形性に優れるフィルムを剛直で汎用性のあるコストパフォーマンスに優れたシートに貼り合わせ、これらのシートに簡単に防湿性を付与させると共に、シートとして発泡材料のポリプロピレン・ポリエチレンやポリスチレンを用いた場合には、これら発泡材料の軽量性と断熱性等を損なうこともない、包装容器やトレー等への二次成形加工特性に優れる二次成形用多層シートとこれを用いる包装体を提供すること。
【解決手段】 環状ポリオレフィン系樹脂(a1)を主成分とする樹脂層(A)を有するフィルム(I)と300μm以上の熱可塑性樹脂シート(II)とが積層されてなることを特徴とする二次成形用多層シート、及びこれを二次成形してなる包装体。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造方法

【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
熱成型用シートの製造方法、熱成型用シート、及び成型物
【課題】 導電性に優れた成型物が得られる熱成型用シートの製造方法と熱成型用シート、及び該シートを用いて製造される成型物を提供する。
【解決手段】 熱可塑性樹脂シート上に、銅粉末、バインダー樹脂、硬化剤及び溶剤を主成分とする銅ペーストを用いて塗膜を形成し乾燥させることにより銅粉末含有塗膜を形成した後、銅粉末含有塗膜上に無電解銅めっきを施すことで、熱成型用シートが得られる。該シートを用いて熱成型を行うことにより、導電性が良好な成型物が得られる。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
樹脂成形品の製造方法
【課題】樹脂成形品の歩留り向上を図ることができる樹脂成形品の製造方法を提供すること。
【解決手段】リスチレン系樹脂組成物を押出発泡させてなるポリスチレン系樹脂発泡シートを、前記押出発泡における押出方向に直交するシート幅方向両端部を把持した状態で熱成形する樹脂成形品の製造方法であって、前記ポリスチレン系樹脂発泡シートとして、110℃下での前記押出方向における最大収縮荷重が0.5N/5cm幅以上、3.0N/5cm幅以下となるポリスチレン系樹脂発泡シートを用いることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
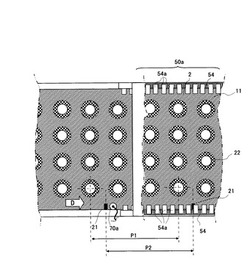
発泡トレーの製造方法
【課題】両面真空を実施しつつ製造する発泡トレーの強度の安定化が可能な発泡トレーの製造方法を提供すること。
【解決手段】容器底部の外周から立ち上がる周側壁を外向きに傾斜させた状態で備えている発泡トレーを作製すべく、前記容器底部を形成させるための形成面の外周に沿って複数の真空孔が環状配置されている雄型と雌型との間に樹脂発泡シートを挟んで該樹脂発泡シートを両面側から真空引きしつつ熱成形する発泡トレーの製造方法であって、前記雄型と前記雌型との真空孔が、直径0.8mm〜1.0mmの大きさを有し、中心間距離が5mm〜15mmのピッチで前記環状配置されていることを特徴とする発泡トレーの製造方法を提供する。
(もっと読む)
4−メチル−1−ペンテン(共)重合体および該重合体から得られるブロー成形体
【課題】射出ブロー成形が可能で、透明性、耐熱性に優れ、さらに機械特性に優れた成形体を与える、4−メチル−1−ペンテン(共)重合体を提供すること。
【解決手段】下記(a)〜(d)の要件を満たす4−メチル−1−ペンテン(共)重合体によって上記課題が解決される。
(a)4−メチル−1−ペンテンから導かれる構成単位が100モル%〜80モル%であり、炭素数2〜20のα−オレフィン(4−メチル−1−ペンテンを除く)から選ばれる少なくとも1種のから導かれる構成単位が0モル%〜20モル%である
(b)135℃デカリン中で測定した極限粘度[η](dl/g)が0.5〜5.0である
(c)DSCで測定した融点(Tm)が165℃〜250℃の範囲にある
(d)密度が820〜850(kg/m3)である
(もっと読む)
容器の製造方法
【課題】優れた強度を有する容器を効率よく製造可能な容器の製造方法を提供すること。
【解決手段】熱可塑性樹脂が用いられてなる発泡シートを熱成形した後に刃型で打ち抜いて、外方に突出するフランジ部を外周に備えた容器を作製する容器の製造方法であって、作製する容器形状よりも一回り大きく発泡シートを前記刃型で打ち抜いて、フランジ部の突出長さが作製する容器よりも長い一次製品を形成させた後に、前記フランジ部の先端部を熱溶融させることによって該フランジ部の突出方向とは逆向きに前記先端部を後退させて容器形状を調整する外形調整工程を実施し、しかも、複数の前記一次製品を積層して積層体を形成させ、該積層体を側面側から加熱して前記フランジ部の先端部を熱溶融させることによって複数の一次製品に対して同時に前記外形調整工程を実施することを特徴とする容器の製造方法を提供する。
(もっと読む)
熱成形品の製造方法及び食品用容器
【課題】ポリスチレン系樹脂発泡層に対する靱性付与に有効な熱成形品の製造方法を提供し、ひいては、切粉の発生が抑制され、優れた強度を有する食品用容器を提供することを課題としている。
【解決手段】ポリスチレン系樹脂発泡層を有する樹脂シートを熱成形して熱成形品を作製する熱成形品の製造方法であって、ポリフェニレンエーテル系樹脂とポリスチレン系樹脂とを10:90〜50:50の質量割合で含有する混合樹脂をブタンを含む発泡剤で発泡させてなるポリスチレン系樹脂発泡層を有する前記樹脂シートを用いて、前記ポリスチレン系樹脂発泡層で形成されている箇所にブタンを1.5質量%以上含有する熱成形品を作製することを特徴としている熱成形品の製造方法などを提供する。
(もっと読む)
凹凸模様を有する真空成形体の製造方法及び樹脂容器
【課題】 凹凸模様を有する真空成形体を再現よく得る方法を提供する。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
(もっと読む)
熱成型品
【課題】耐熱性等に優れるポリ乳酸の熱成型品を提供する。
【解決手段】ポリイソシアネートによりアミド結合を介して鎖延長されたポリ乳酸を含むステレオコンプレックスポリ乳酸の熱成型品である。
ステレオコンプレックスポリ乳酸としては、L−乳酸を主成分とするポリL−乳酸(a−1)とD−乳酸を主成分とするポリD−乳酸(a−2)を含有する組成物を、ポリイソシアネートと反応させて得られたアミド結合を有するポリ乳酸樹脂(A)などの熱成形品である。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
吸水性発泡成形品の製造方法
【課題】吸水孔の穿設された樹脂発泡シートの成形性向上を図ること。
【解決手段】連続気泡層を有する樹脂発泡シートの少なくとも一面側から、前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程を実施した後に、該樹脂発泡シートを2次発泡させて熱成形する吸水性発泡成形品の製造方法であって、前記樹脂発泡シートの2次発泡を前記吸水孔形成工程に連続して実施することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
薄肉の中間成形品の製造方法
【課題】PPSの結晶化度を低く抑えることで二次加工が容易になり、製造効率を高めることで、二酸化炭素の排出量の減少ができる、好適な薄肉の中間成形品の製造方法を提供する。
【解決手段】非晶状態のポリフェニレンスルフィド(PPS)を含む樹脂組成物からなるシートを得る工程、前記シートをPPSのガラス転移温度(Tg)+20℃以上の温度から、冷結晶化温度(Tcc)+10℃以下の温度に予熱する工程、予熱したシートを10〜150℃に設定した金型内に入れて熱成形した後、さらに前記温度範囲で保持してPPSの結晶化度が20%以下である薄肉成形品を得る工程、有している薄肉の中間成形品の製造方法。
(もっと読む)
1 - 20 / 96
[ Back to top ]