
Fターム[4F208AK01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 加熱冷却手段の具体的な特徴 (312) | 熱媒(←熱風)の特徴 (34)
Fターム[4F208AK01]に分類される特許
1 - 20 / 34
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
シート材加熱装置

【課題】電力消費を削減して、効率よくシート材を加熱することができるシート材加熱装置を提供する。
【解決手段】シート材加熱装置1は、互いの周縁部が重ね合わされることにより、内部にシート材を収容する主空間30を備える箱状の容器が形成される第一容器半体10及び第二容器半体20と、第一容器半体に形成された、主空間に水蒸気を導入する導入路17と、第二容器半体に形成された、主空間から水蒸気を排出する排出路27と、第一容器半体及び第二容器半体にそれぞれ配設され、内部に流通させる水蒸気によって主空間を加熱する第一パイプ18及び第二パイプ28とを具備する。
(もっと読む)
熱成形装置及びその温調ユニット
【課題】熱成形装置において加熱部への配線を少なくすることを課題とする。
【解決手段】熱成形を制御する主制御部2が設けられた第一の場所L1とは別の第二の場所L2に温調ユニット100が設けられ、この温調ユニット100は、温度検出部(69)毎の温度目標T1を入力する温度目標入力手段U11と、複数の加熱部(79)を駆動する駆動出力部U12と、加熱部(79)毎の温度検出部(69)で検出される検出温度T2を入力するための検出温度入力部U13と、加熱部(79)毎に入力対象の温度検出部(69)から検出温度入力部U13へ入力される検出温度T2を前記入力された温度目標T1に近付けるように駆動出力部U12から制御対象の加熱部(79)への出力を制御する温度制御手段U14とを備える。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
熱成形用の装置と成形方法
【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱、あるいは冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】樹脂シート112の圧空ボックス機構による圧空成形を可能に装備した熱成形装置において、冷却手段40を成形型60の近辺に配置して、圧空ボックス機構主体の成形型からの離反後に、成形型の上部に対してこの冷却手段を進退させるか、又は成形型をこの冷却手段の下部に進退可能にして、冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層61と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含むものを用いて熱可塑性樹脂シートの成形装置を構成する。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
【課題】本発明は、金型内で均一な高圧状態を短時間内で誘導することができる水圧又は蒸気圧を用いた成型方法及び成型装置を提供することを目的とする。
【解決手段】本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。
(もっと読む)
液体の無菌充填方法および装置
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮して体積を減ずることが出来て、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞100をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルム1を容器に巻回し、収縮させてなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面1aまでの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。h(avg)>T/100・・・(1)
(もっと読む)
成形品の製造方法及びこのように製造された成形品
本発明は、流体を収容又は送出又は貯蔵するための成形品に関する。この成形品は、壁部によって囲まれている空胴と、この空胴に対して流体を送る乃至は排出するための少なくとも1つの装置とを有している。この本発明による成形品は、壁部が架橋されたポリエチレンを含むという特徴を有している。 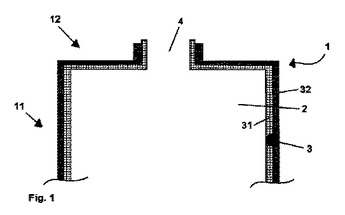 (もっと読む)
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら水蒸気Wを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
成形機
【課題】構成を複雑化することなく、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】金型1を開閉する金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置6と、金型に冷却媒体を供給する冷却媒体供給装置7と、これらの各装置の起動及び停止を制御し、金型1の型閉、金型の加熱、成形材料の射出及び保圧、金型の冷却、金型の型開及び成形品の取り出しからなる成形サイクルを実行する制御装置8とから成形機を構成する。制御手段9は、金型開閉装置2に型開指令信号s5を出力した後、金型開閉手段2に型閉指令信号s6を出力する前に、加熱媒体供給装置6に加熱開始指令信号s8を出力して、金型1の加熱を開始する。
(もっと読む)
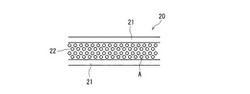
樹脂製容器の製造方法、及びブロー成形装置
【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 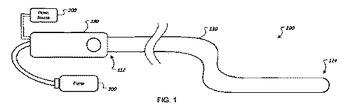 (もっと読む)
(もっと読む)
1 - 20 / 34
[ Back to top ]