
Fターム[4F208LD14]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | パリソン成形装置が組み込まれたもの (47)
Fターム[4F208LD14]に分類される特許
1 - 20 / 47
ブロー成形機、金型部品の取り付け方法及び金型ユニット
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機

【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法
【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
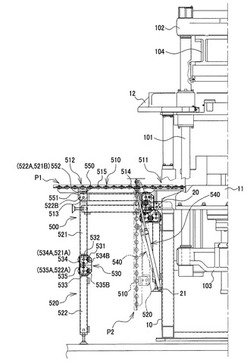
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
樹脂成形加工用クロスヘッド装置
【課題】稼働前の加熱時間を短縮する。稼働後の温度を早期に安定化する。
【解決手段】クロスヘッド(1)を加熱するためのヒータ(2)の近傍および樹脂流路の近傍の2カ所にに熱電対(3,4)を設置し、「2点温度検出+カスケード制御を採用した予測制御」を行う予測加熱制御部(10)によりヒータ(2)を制御する。
【効果】稼働前の状態では、ヒータ(2)で不足のない出力を出させて加熱時間を短縮することが出来る。稼働後の状態では、ヒータ(2)で過不足のない出力を出させて温度を早期に安定化できる。
(もっと読む)
ポリエチレン容器、プリフォームおよびボトルの製造のための射出延伸ブロー成形法
0.945g/cm3以上の密度および60以上のF/E比値を示すエチレン(コ)ポリマーをポリエチレン物質として使用する、ポリエチレン容器の製造のための射出延伸ブロー成形法。 (もっと読む)
ゲージが装備された燃料タンク及びこのようなタンクを製造する方法
プラスチック燃料タンクであって、壁と、ゲージと、可撓性部分を備えるスワールポットと、ハウジングとゲージを支承しかつ2つの端部が装備された支持体とを備えるゲージスタンドと、を備え、スワールポット及びゲージがタンク壁に締結され、支持体の一方の端部がゲージスタンドのハウジングと協働するように、かつ他方の端部がスワールポットの可撓性部分と強制接触しているように、ゲージ支持体が位置決めされる、プラスチック燃料タンクが提供される。  (もっと読む)
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
バルク金属ガラスのブロー成形方法
最終物品を形成するのに必要とされる実質的に全ての横歪みが、パリソンの外面が成形器具の表面と接触する前に達成されるように、BMG材料の予備成形またはパリソンの膨張を操作することによって、従来の成形技術が受ける摩擦により動かない力を回避する過冷却液体状態においてバルク金属ガラス(BMG)を成形するための非常に低圧のガスまたはブロー成形方法が提供される。成形器具の表面により与えられる摩擦力を回避する本発明の成形処理によってもたらされる能力により、従来の処理によって達成できない処理条件を用いて精密なネットシェイプの複合的な複数のスケールの部分および成分の形成が可能となる。 (もっと読む)
射出ブロー成形機及び、ネック型移動装置。
【課題】ブロー成形を同一機内で行うことが出来る射出ブロー成形機において、製品不良の原因となる、機械の歪み、撓み、振動の少ない機構を提供すること。
【解決手段】 強力な型締力を必要とする、射出型閉装置とブロー装置を、射出型、ブロー型の一部となるネック型の移動装置とを、互いに接触する事無く独立分離して設置する事と、ネック型を回転移動する回転板の自重による撓みと、回転の慣性を減じるために回転板をドーナツ型にし、軽量化した。ネック型の昇降を回転板とそれを保持する保持板のみとし軽量化及び簡素化した。
(もっと読む)
RFIDタグがそこに融合させられるインモールドフィルムを用いて容器をブロー成形する方法及び装置
RFIDタグがその中に組み込まれるプラスチック容器を製造する装置及び方法が開示される。ブローモールドが閉じられ且つ加圧空気がパリソンを膨張させるために、RFIDタグがその中に組み込まれるインモールドフィルムが使用される直前に、ボトルはパリソンに対して配置又は設置される、ブローモールド技術を使用して製造される。よって、結果として生ずる容器は、その中にRFIDタグが融合されており、製造後に容器を探知及び追跡すること、及びボトルの真正性が確認され得る機構を提供することを可能にする。  (もっと読む)
(もっと読む)
プリフォームの整列搬送装置およびその整列搬送方法
【課題】射出成形が高速化されても十分な時間を確保して後工程に整列させて搬送することができるプリフォームの整列搬送装置およびその整列搬送方法を提供すること。
【解決手段】射出成形用の金型から取り出された有底筒状のプリフォームP1,P2を、底部を下方に突出させて支持するプリフォームパレット20を設け、このプリフォームパレット20に、2ショット分の射出成形プリフォームP1,P2の個数8列36個のプリフォーム支持部を設けるとともに、プリフォーム支持部の交差する列および行の2方向の配列のうち行方向を金型ピッチより拡大および収縮可能に設ける一方、2回分の射出成形プリフォームをずらして搭載して射出成形のサイクルタイムの2倍で間欠搬送可能に構成する。 配列ピッチを縮小して高密度化を図って整列させることでコンパクト化を図り、サイクルタイムの2倍の時間を確保して後工程に搬送できるようになる。
(もっと読む)
中空樹脂成形方法及び中空樹脂成形装置
【課題】パリソンの咬み込みがなく、確実にパリソンをキャビティにセットすることができピンチオフを防止すること。
【解決手段】ブロー成形装置1の分割型2には、可動コア型7、補助支持ピン15、支持ピン17が前進可能に設けられている。誘導部材によって、パリソン19をキャビティ6に沿うよう配設するときは、補助支持ピン15及び支持ピン17を使用して可動コア型7に巻き付けるようにした。
(もっと読む)
1 - 20 / 47
[ Back to top ]