
Fターム[4F208LG42]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | その他の特徴 (32)
Fターム[4F208LG42]に分類される特許
1 - 20 / 32
発泡延伸容器及びその製造方法
【課題】ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部当では高い遮光性を示す発泡延伸成形容器を提供する。
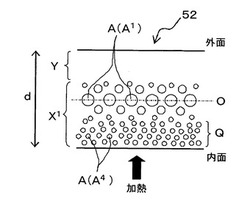
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域において、該発泡セルは容器壁の内面側に偏在していることを特徴とする。
(もっと読む)
発泡延伸プラスチック容器及びその製造方法

【課題】本発明は、ホットパリソン法により得られ、実用性のある発泡延伸成形プラスチック容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸プラスチック容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域には、容器壁の中心部に位置する発泡セルBが最も長い長さを有し、中心部に位置する発泡セルBに比して、内面側及び外面側に位置する発泡セルBの長さは短いものとなっている。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
パリソン形成方法とこの形成方法で形成したパリソンを用いるブロー成形方法
【課題】パリソンの肉厚制御と相俟って、ブロー成形に必要な長さと肉厚輪郭形状及び所望重量のパリソン安定化方法を提供する。
【解決手段】パリソンリフター80の下降速度切換位置をプログラマー10のプロファイル画面で指定されたポイントをパルス信号としてPLC演算装置110に出力する。PLC演算装置110において、パリソンリフター速度設定部130から入力されるパリソンリフター速度設定値とポイントに基づいてポイントに対応するモーター速度を求め、モータードライバー100にモーター速度指令信号を出力する。次いで、モータードライバー100で速度指令信号に基づいてサーボモーター90を駆動制御して、前記パリソンリフター80の下降速度切換位置毎で、パリソンリフター80の下降速度を増減する。この下降速度の増減と、コア30の位置変位による肉厚制御都により、所望輪郭、長さ、肉厚寸法のパリソンPを形成する。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら過酸化水素ミスト又はガスKを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
小容量ボトルの製造方法及び小容量ボトル
【課題】ペンダント、ストラップ、指輪として携帯することができる小容量ボトルを提供する
【解決手段】ハート型の収容部12の周辺にプレート状のコンプレッションゾーン13を備え、このコンプレッションゾーン13にはハート型の貫通孔14が形成され、コンプレッションゾーン13の周縁部には、口部15と連通した通路空間16が形成された小容量ボトル11をダイレクトブロー成形によって製造する。コンプレッションゾーン13は、収容部12に対して口部15と反対側にも形成され、通路空間16は、口部15から伸びてコンプレッションゾーン13の周縁部を取り巻いて再び口部15に至るループ状通路となる様に形成されると共に、収容部12に対して2箇所で連通される。
(もっと読む)
中空成形体
【課題】 従来技術は、潰しによって形成された取付部が平板状であるため、中空ダクトの固定のために所定面積の取付部を設ける必要があり、取り付けられる位置の制限を受けやすいという問題がある。また、平板状の取付部を湾曲形状である金属パイプにガタツキなく取り付けることが難しいという問題もある。
【解決手段】 中空本体と、該中空本体の側面から外側へ延設する取付部2とからなる中空成形体1であって、前記取付部2は係止手段で被取付部材5と係止するための取付座4と、延設方向に配置される中空部3とからなる中空成形体。
(もっと読む)
単層ブロー成形機の押出しスクリュー
【課題】単層ブロー成形機を用いたポリエチレンをベース材としたナイロンブレンド材による成形において、安定してナイロンを層状分散させ、燃料バリア性の高い製品を成形するためのスクリュー形状により、耐燃料透過性とコストを共に満足させ得る単層ブロー成形機の押出しスクリューを提供する。
【解決手段】それぞれ一定ピッチで配設された所定数のフライトを有して、軸の基端側に供給部が設けられ軸の先端側に計量部が設けられると共に、供給部と計量部の間に圧縮部が設けられて、ポリエチレンをベース材としたナイロンブレンド材を成形する単層ブロー成形機の押出しスクリューにおいて、供給部の軸を径小で計量部の軸を径大に形成し圧縮部の軸をテーパー状に形成すると共に、フライト数が、供給部54〜59%、圧縮部14%、計量部27〜32%に設定されていることを特徴とする。
(もっと読む)
パリソン切断装置およびこれを用いた中空成形装置
【課題】 インク管理を不要にして、パリソンPに容易かつ確実にマーキングを施すことができるパリソン切断装置およびこれを用いた中空成形装置を提供する。
【解決手段】 中空成形装置に用いるパリソン切断装置20において、所定の制御手段であるパリソンコントローラにより駆動制御され、押出機1のヘッド2から押し出されて垂下したパリソンPを切断するための電熱カッタ27を支持するカッタホルダ24の電熱カッタ27とパリソンPを挟んで対向する位置にマーキングペン35を配置し、ヘッド2から垂下したパリソンPを電熱カッタ27によって切断した後にヘッド2から押し出されて垂下するパリソンPに、マーキングペン35によってマーキングポイント毎に印をつけるように構成した。
(もっと読む)
ロータリーカッタおよび中空成形機のパリソン切断装置
【課題】ロータリーカッタを用いた従来のパリソン切断装置は、肉薄のパリソンや大径のパリソンまたは粘性の低い樹脂等にて形成されたパリソン切断するのに切断角度を小さくする必要から付加部材を設け、装置自体の構造を複雑にするなどの課題があった。
【解決手段】パリソン切断装置のロータリーカッタ1を、その本体1aの長手方向の片側に刃部分1bと他側に刃のない部分1cとを形成し、刃部分1bがその基部1dの回転軌道01と刃の先端1eの回転軌道O2間にパリソンPを包含する長さを持ち、かつ刃部分1bがパリソンに対する切断角を小さくするよう刃のない部分1cから外向きに円弧状に湾曲形状とした。これによって、肉薄のパリソンや大径のパリソン、または粘性の低い樹脂等にて形成されたパリソンを確実に切断することができる。
(もっと読む)
ボトル製品の製造方法及びプリフォーム
【課題】充填工場に向けての保管コスト及び運送コストを抑えることで、最終的な出荷品であるボトル製品のコストダウンを図る。
【解決手段】ブロー成形することで合成樹脂製のボトル製品(20)を製造するためのプリフォーム(10)であって、合成樹脂を材質とし且つ一端に開口端(11b)を形成し内部を中空部(11a)とした有底略円筒状のプリフォーム本体(11)と、プリフォーム本体(11)における開口端(11b)を封止してその中空部(11a)を密閉状態に保つシール材(12)とを備える。中空部(11a)を密閉状態に保ってあるため、保管中や運送中に異物が混入する虞がない。保管・運送は、プリフォーム(10)という全体容積が比較的小さい状態で行うことができるため、保管コスト及び運送コストを抑えることができ、最終的な製品であるボトル製品(20)のコストダウンを図ることができる。
(もっと読む)
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させエネルギー消費を節約することができるポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
中空成形機のラジアル肉厚調整における設定ストロークプロファイル表示方法及び装置
【課題】本発明は、肉調時にダイを左右に移動させる左右シリンダの各ストロークプロファイルを表示する一対のグラフを並設し、各グラフの内側の表示をギャップ閉(押し)とし、各ストロークプロファイルをより感覚的にオペレータが捉えやすくすることを目的とする。
【解決手段】本発明による中空成形機のラジアル肉厚調整における設定ストロークプロファイル表示方法及び装置は、各シリンダ設定用グラフ(1,2)のうちの一方のみに入力する値を制御部(19)を介して反転させて入力し、各シリンダ設定用グラフ(1,2)を並設した場合、各グラフ(1,2)の内側がギャップ閉方向となるようにした方法と構成である。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型によりパリソンを型締めした後、該分割金型内に摺動自在に設けられた放射状刃体付き中空体を金型キャビティー内に進出させて該パリソンの内側まで貫通させ、次いで該放射状刃体付き中空体を通して該パリソンの内側に圧縮空気を吹き込んで賦形した後、該放射状刃体付き中空体を母型部内に引っ込めて該中空成形品を離型し、該放射状刃体付き中空体を引き抜いた痕が花弁状に切り裂かれている状態の挿入孔に該リーンフォース・パイプを押し付け、挿入することにより前記課題を解決した。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 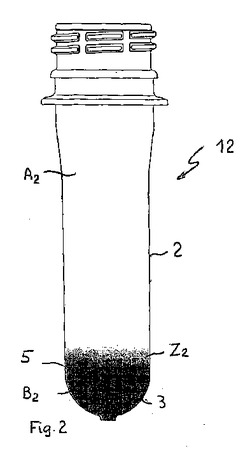 (もっと読む)
(もっと読む)
プリフォーム検査装置
【課題】プリフォームを真空吸着する際に、吸着ヘッドをプリフォームに押し付けることなくプリフォームを真空吸着することによりプリフォームの高速搬送を可能とするプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、吸着ヘッド25がプリフォーム1の口部1aを真空吸着する際に、吸着ヘッド25とプリフォーム1の口部1aとの間に隙間を有する。
(もっと読む)
プリフォーム検査装置
【課題】プリフォームが連続して供給されず間引き状態で供給されるためプリフォームを吸着できない吸着ヘッドがあっても、プリフォームを吸着している吸着ヘッドの真空圧を低下させることがないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、各吸着ヘッド25とロータリバルブ50とを結ぶ経路に、吸着ヘッド25からロータリバルブ50に向かうエアの流れを抑制する逆止弁機構28を設けた。
(もっと読む)
中空成形方法及び中空成形用金型
【課題】本発明は、金型の外周にスライド型を設け、スライド型により金型内を密閉して吸引することにより、パリソンの肉厚を均一化し、中空成形品の肉周りを均一化することを目的とする。
【解決手段】本発明による中空成形方法及び中空成形用金型は、金型(4,4)の外周に摺動自在に設けられた一対のスライド型(7,7)と、各金型(4,4)の壁部(5)に設けられた複数の真空引き用排気口(6)とを備え、各金型(4,4)の型閉時に各スライド型(7,7)で金型を密閉化してパリソン(2)を吸引し、パリソン(2)の不要な引伸ばしを無くし、中空成形品の肉周りを均一化する方法と構成である。
(もっと読む)
プリフォーム圧縮成形方法
【課題】容器などをブロー成形するためのプリフォームを圧縮成形する際、押出装置から押し出される溶融樹脂がドローダウンすることを防止するとともに、成形性に優れたプリフォームを成形するプリフォーム圧縮成形方法を提供すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型31内に、溶融樹脂塊61を投入する投入工程と、メス型31内にオス型32を挿入し、メス型31に投入された前記溶融樹脂塊61を圧縮することによってプリフォームを生成する圧縮工程とを備えている。溶融樹脂塊61を構成する樹脂材料は、ポリプロピレンまたはポリエチレンからなっている。
(もっと読む)
1 - 20 / 32
[ Back to top ]