
Fターム[4F208MG13]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 材料 (270) | 発泡したもの (77)
Fターム[4F208MG13]に分類される特許
21 - 40 / 77
ポリエステル系樹脂発泡成形品の製造方法及びポリエステル系樹脂発泡成形品
【課題】熱歪みの抑制されたポリエステル系樹脂発泡成形品を作製することのできるポリエステル系樹脂発泡成形品の製造方法を提供し、ひいては、熱歪みの抑制されたポリエステル系樹脂発泡成形品の提供を図ることを目的としている。
【解決手段】ポリエステル系樹脂発泡シートを予備加熱する予熱工程と、該予備加熱された前記ポリエステル系樹脂発泡シートにプレス成形によって製品形状を形成させる成形工程とを実施してポリエステル系樹脂発泡成形品を作製するポリエステル系樹脂発泡成形品の製造方法であって、前記ポリエステル系樹脂発泡シートを示差走査熱量分析して求められる結晶化温度をTc(℃)、融点をTm(℃)としたときに、前記ポリエステル系樹脂発泡シートの表面温度:Ts(℃)が、Tc≦Ts≦(Tm−50)となるように前記予熱工程を実施するとともに前記表面温度(Ts)以下の温度の成形型でプレス成形する前記成形工程を実施した後に、Tc以上、(Tm−50)以下の温度条件下で前記製品形状を保持する保温工程を実施することを特徴とするポリエステル系樹脂発泡成形品の製造方法を提供する。
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法及び発泡ポリエチレンテレフタレートシート成形品
【課題】高結晶化度のシートを成形する場合であっても、成形型への追従をよくして成形品の形状をシャープにすることができ、偏肉や、高温放置後の寸法変化を抑制すること。
【解決手段】高結晶化度の発泡ポリエチレンテレフタレートシートを、当該シートの表面温度が200〜220℃となる温度で6秒以上10秒以下で加熱を行う予備加熱ステップS2と、予備加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形する成形ステップS3と、を有する。
(もっと読む)
薄板樹脂製パネルおよびその製造方法

【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法
【課題】成形にかかるコストを抑えつつ、成形品の品質の低下を抑制すること。
【解決手段】発泡ポリエチレンテレフタレートシート成形品の製造方法は、高結晶化度の発泡ポリエチレンテレフタレートシートを成形可能な状態に軟化するまで加熱を行うステップS2と、成形可能な状態に軟化するまで加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形するとともに、成形品となる成形品部P1の周辺に当該成形品部に加わる力を抑制する抑制部P2の成形を行うステップS3と、を有する。
(もっと読む)
積層成形品の成形方法並びに成形金型
【課題】樹脂芯材表面に表皮を真空貼りしてなる積層成形品の成形方法並びに成形金型であって、成形上型と表皮との先当たりを防止することで、外観性能を高める。
【解決手段】成形下型60の外周にシール用側壁68を配設し、成形上下型50,60を型締めする前段階において、表皮22の周縁部分をシール用側壁68でシールした状態で表皮22を成形下型60の型面形状に真空成形により馴染ませる。従って、成形上下型50,60の型締め時、表皮22に成形上型50が先当たりすることがない。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡板の製造方法、ポリスチレン系樹脂発泡板
【課題】吸水板としての利用が可能でありながら加工性に優れたポリスチレン系樹脂発泡板を提供する。
【解決手段】共押出しによって積層された連続気泡性発泡層1aと独立気泡性発泡層1bとが備えられているポリスチレン系樹脂発泡シート1を、シート厚みよりも広い間隔を設けた平坦な金型Xa、Xb間で真空成形して、シートよりも厚みの厚い平坦なポリスチレン系樹脂発泡板10を製造する方法であって、共押出しにより形成させた独立気泡性発泡層1bに接する内部層と内部層よりも連続気泡率の低い表面スキン層とを連続気泡性発泡層1aに形成させるとともに、真空成形においては、表面スキン層の気泡をシートの厚み方向に伸長させつつ連続気泡性発泡層1a全体の発泡倍率を1.5倍未満に抑制させて、密度が0.04g/cm3以上0.10g/cm3以下の連続気泡性発泡層1aを形成させるポリスチレン系樹脂発泡板10の製造方法。
(もっと読む)
成形体の製造方法
【課題】賦形性がよく、かつ、非発泡層への成形型キャビティ面の転写性が良好な成形体の製造方法を提供する。
【解決手段】プロピレン樹脂からなる第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接し、その融点が150℃以上180℃以下であるポリマーからなる非発泡層13とを有する積層体1の第一の発泡層の表面温度、及び前記非発泡層の表面温度が、いずれも200℃以上、230℃以下となるように、加熱された積層体1を、夫々その内側にキャビティ面410Aを持つ一対の型部材を有する成形型4A内に配置し、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型4Aを密閉し、次いで、キャビティ内を減圧状態とし、積層体を膨張させ、前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、成形体3Aを製造する方法。
(もっと読む)
再利用材料からの完全に再利用可能な発泡ポリマーの製造
【課題】発泡ポリマー材料及び熱成形発泡ポリマー製品の製造のために、消費前及び消費後の再利用ポリマーを100%まで使用することを可能にする。
【解決手段】固体形態発泡方法118は、多種多様な用途に適する発泡ポリマー材料上に、制御可能な深さ及び結晶化度をもつ一体型の未発泡表皮層を任意に形成することを可能とする。この方法は材料の根本的な化学的性質を変化させないため、製造プロセスからのすべてのスクラップ126が添加剤を使用することなく再利用され、新しいポリマー材料116及び製品124が形成される。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13間に搬送し、該分割金型13で挟み込んで密閉し型締めする型締工程S3と、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
ポリスチレン系樹脂発泡成形品の製造方法、及び、ポリスチレン系樹脂発泡成形品
【課題】深い垂直壁を有する収納凹部を形成した青果用トレー等の成形品の製造方法を提供する。
【解決手段】ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)を押出し発泡させ、そのポリスチレン系樹脂発泡シートを成形加工するポリスチレン系樹脂発泡成形品の製造方法であって、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下で、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるポリスチレン系樹脂発泡シートを成形加工によって、シート平面方向に対する垂直壁の高さが25mm以上となる収納凹部10を形成したポリスチレン系樹脂発泡成形品を製造する。
(もっと読む)
深絞り成形用発泡シート、およびそれを用いてなる発泡容器
【課題】 酸素に対するガスバリア性及び防湿性に優れ、高倍率な深絞り成形・熱成形が可能な発泡シート、更にはそのシートを深絞り成形してなる発泡容器を提供する。
【解決手段】 少なくとも1層の酸素バリア層、少なくとも1層の防湿層、少なくとも1層の耐衝撃性補助層及びポリスチレン発泡シートが積層されてなる深絞り成形用発泡シートであって、酸素バリア層がエチレン単位及びビニルアルコール単位以外の構造単位(I)を0.1〜20モル%含む変性エチレン−ビニルアルコール共重合体を含有し、防湿層がポリプロピレンからなり、耐衝撃性補助層がハイインパクトポリスチレンからなることを特徴とする深絞り成形用発泡シートである。
(もっと読む)
ポリカーボネート樹脂発泡容器の製造方法
【課題】 本発明は、PC発泡シートを容器体に熱成形する場合に独立気泡率の低下が少ない熱成形方法であって、独立気泡率50%以上のPC発泡容器を得ることができる熱成形方法を提供することを、その課題とする
【解決手段】 本発明方法は、見掛け密度0.12〜0.6g/cm3及び独立気泡率65%以上のポリカーボネート樹脂発泡シートを、加熱ゾーンで加熱して、成形可能な状態に軟化させた後に、成形ゾーンで熱成形する工程を含んでなるポリカーボネート樹脂発泡容器を製造する方法であり、
(i)前記加熱ゾーン内の雰囲気温度を190〜230℃とし、ポリカーボネート樹脂発泡シート表面を100〜200℃/分の速度で昇温し、
(ii)前記成形ゾーン内で該発泡シートの表面温度を190℃±20℃の範囲に保持しながら熱形成することを特徴とする。
(もっと読む)
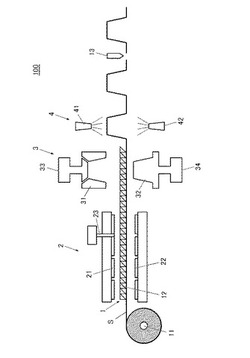
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
ポリエチレン系樹脂発泡成形体、発泡シート、並びに食品包装容器、及びその製造方法
【課題】加工性、発泡状態が良好で、柔軟性、機械的特性、耐熱安定性、断熱保温性に優れ、独立気泡率が高く、気泡の均一性、表面の外観性が良好な、無架橋発泡用ポリエチレン系樹脂組成物を含む発泡成形体、食品包装容器を提供する。
【解決手段】無架橋発泡用ポリエチレン系樹脂組成物を含んでなり、見掛け密度が350g/L超、800g/L以下、独立気泡率が70%以上のポリエチレン系樹脂発泡成形体であって、該組成物が、エチレン単独重合体又はエチレンと特定のα−オレフィンとの共重合体であって、密度、メルトフローレート、Mw/Mn、吸熱曲線の融点ピーク数、及び結晶化温度が特定の要件を満たす直鎖状ポリエチレン(α)、並びに密度、及びメルトフローレートが特定の要件を満たす分岐状高圧法低密度ポリエチレン(β)を特定の割合で含み、かつ190℃における溶融張力が10〜40mNである。
(もっと読む)
車両用ラゲッジボックスの製造方法
【課題】 薄肉であって軽量化が図られ、しかも所要の強度を有するラゲッジボックスを成形する車両用ラゲッジボックスの製造方法を提供する。
【解決手段】 熱可塑性発泡樹脂シート16は、MFRが8.0〜0.1g/10minの熱可塑性樹脂の組成物でなる。ラゲッジボックスを成形する一対の分割金型2,3は、その一方の金型2にラゲッジボックスの収納室、この収納室内の仕切壁をなす凸状リブおよび開口周囲に張り出すフランジを成形する凸形キャビティ5を有している。一対の分割金型2,3間に配置した熱可塑性発泡樹脂シート16と一方の凸形キャビティ5間を閉じてその凸形キャビティ面から真空吸引して、凸形キャビティ5に吸着された熱可塑性発泡樹脂シート16により、上面が開口した収納室、開口周囲に張り出したフランジおよびこのフランジと同高の平坦部を有する仕切壁をなす凹状リブを一体に有するラゲッジボックスを成形する。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
発泡樹脂製パッド成形装置
【課題】 製品パッドの周縁部にバリを残存させることなく原型パッドを切断することができる発泡樹脂製パッド成形装置を提供すること。
【解決手段】 遮断プレート10が原型パッド20と雌型6の平坦面部6aとの間に介在することによって、切断カッター15は、雌型6の凹面部6bを横切り始めるときに、初めて原型パッド20と接触して原型パッド20を切断し始める。このため、切断カッター15が雌型6の凹面部6bに達するまでの過程で、切断カッター15の動きが雌型6の平坦面部6aにはみ出た原型パッド20の部分に邪魔されることもなく、切断カッター15の切断時の軌道が振れ動くこともなくなる。よって、切断カッター15による切り口がガタつかずに、周縁部にバリが残存することのない高品質の製品パッド50を製造できる。
(もっと読む)
21 - 40 / 77
[ Back to top ]