
Fターム[4F208MG22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 製造方法 (258) | 押出成形 (205)
Fターム[4F208MG22]に分類される特許
161 - 180 / 205
加飾性多層共押出成形体
【課題】断面形状が特定方向において異なったり、曲線部を有したり、長尺であったりしても、低コストで簡便に製造可能で、深みのある模様をムラなく有し、加飾性を備えた合成樹脂曲げ加工板を提供すること。
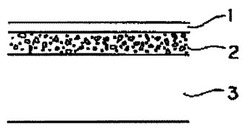
【解決手段】熱可塑性合成樹脂からなる基材層(3)、熱可塑性合成樹脂からなる模様付き加飾層(2)、および透明または半透明合成樹脂からなる厚み250〜900μmの表面層(1)の少なくとも3層からなる多層共押出成形体が金型で加熱加圧成形されてなることを特徴とする合成樹脂曲げ加工板。
(もっと読む)
不織布付き樹脂シート、不織布付き樹脂シートの製造方法、不織布付き樹脂シートを用いた成形品の成形方法

【課題】加熱・加圧成形における加熱によっても不織布の品質が損なわれることがなく、不織布の品質を保ったまま樹脂シート本体軟化させることができ、しかも、ヒーターに張り付いてしまうことがない不織布付き樹脂シート、不織布付き樹脂シートの製造方法、及び、不織布付き樹脂シートを用いた成形品の成形方法を提供する。
【解決手段】不織布付き樹脂シート1には、樹脂シート本体2の基材となるPP樹脂の融点温度より融点温度が高いPET樹脂によって構成されたシート状の不織布3が樹脂シート本体2の一方の面の略全面に貼設されている。
(もっと読む)
スチレン系樹脂押出発泡シートおよび容器
【課題】ニクロム線切断時の異物の付着や煙、臭いの少ないポリスチレン系樹脂を押出発泡成形してなる押出発泡シートおよび容器の提供。
【解決手段】芳香族ビニルモノマーからなる樹脂であって、200℃、49Nで測定したメルトマスフローレイト(MFR)が2.0〜5.0g/10minであって、かつ240℃、角速度0.1ラジアン/秒で測定した、コーン&プレート型溶融粘弾性測定装置による貯蔵弾性率G’(0.1)が5〜20Paであることを特徴とするスチレン系樹脂を押出発泡成形してなる押出発泡シート。
(もっと読む)
熱成形用艶消しアクリル樹脂フィルム状物、熱成形用艶消しアクリル樹脂フィルム状物の製造方法、および、この熱成形用艶消しアクリル樹脂フィルム状物を含む積層体
【課題】 意匠性、取扱性が良好であり、インサート成形等を施し、深絞り形状の成形品に成形した場合でも、艶消し層に割れが発生しない、かつ車輌用途に用いることができる耐擦傷性、表面硬度、耐熱性、耐薬品性、耐熱黄変性、耐指紋付着性および艶消し性を有する熱成形用艶消しアクリル樹脂フィルムを提供する。
【解決手段】 アクリル樹脂フィルム基体と、該アクリル樹脂フィルム基体の一方の面上に最外層として設けられた、艶消し剤、含シリコーン化合物および/または含フッ素化合物、および硬化性バインダー樹脂を含有する厚さ0.1〜5μmの艶消し層と、からなる熱成形用艶消しアクリル樹脂フィルム。
(もっと読む)
ポリプロピレン系樹脂積層発泡シートおよびその成形体
【課題】 特にインスタントラーメンなどの内容物を自動充填する場合の容器に好適な、適度な滑り性を有する成形体を成形しうるポリプロピレン系樹脂積層発泡シートを提供する。
【解決手段】 ポリプロピレン系樹脂積層発泡シートの少なくとも一方の面に、シリコーンオイルエマルジョンをベースオイル換算で0.001〜0.2g/m2塗布することにより、適度な滑り性を有する成形体を成形しうるポリプロピレン系樹脂積層発泡シートを得ることができる。
(もっと読む)
ポリプロピレン系樹脂発泡シートの成形方法
【課題】 シャープな断面形状を有し、かつ部分的な厚みの薄肉化が抑えられた収納面を備えた軽量で強度のある容器(トレイ)、特に前記電気・電子製品(部品を含む)用容器(トレイ)を成形することができるポリプロピレン系樹脂発泡シートの成形方法を提供する。
【解決手段】 ポリプロピレン系樹脂発泡シートを成形機の加熱炉内にて加熱した後、次の成形ゾーンにて製品(部品を含む)の収納部を有する成形品を成形するポリプロピレン系樹脂発泡シートの成形方法において、
成形直前における、製品(部品を含む)の収納側の面を形成する前記発泡シートの表面温度が150〜155℃、反対側の表面温度が135〜145℃、当該反対側の前記発泡シートの表面温度が前記収納側の表面温度よりも10〜15℃低い温度となるようにして成形する。
(もっと読む)
Tダイ成形による成形体の製造方法
【課題】Tダイ成形時の生産性を改善し、力学特性に優れるポリエチレンを製造する方法、およびこの成形体を付形性よく真空成形して二次加工成形体を製造する方法。
【解決手段】密度が940〜980(kg/m3)の範囲にあり、JIS K7210にて測定したMIが0.01〜100g/10分の範囲であるポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、GPCで測定したポリエチレン換算の数平均分子量が500〜3,000の範囲にあり、かつ下記式で表される関係を満たすポリエチレンワックスとを含む混合物を、Tダイ成形することにより成形体を製造する方法。B≦0.0075×K (式中、Bは、ゲルパーミエーションクロマトグラフィーで測定した場合の、ポリエチレンワックス中の分子量が20,000以上となる成分の含有割合(%)であり、Kはポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
ポリ乳酸系樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】発泡シート製造時の押出し特性、生分解性に優れ、かつ、外観が美麗なポリ乳酸系樹脂製発泡シートおよび耐熱性、生産性に優れたポリ乳酸系樹脂製発泡シート製容器を得る製造方法を提供すること。
【解決手段】 第1発明は、ポリ乳酸は190℃における溶融張力が25〜70gであり、このポリ乳酸100重量部に対してタルクを1.0〜4.0重量部配合した樹脂組成物に、発泡剤の存在下で、ダイの口金出口部分における発泡性ポリ乳酸系樹脂組成物のせん断速度を150〜800秒−1としてシート状に押出し、得られたポリ乳酸系樹脂製発泡シートの発泡倍率が1.1〜12.0倍で、かつ、厚さが0.5〜2.5mmの、ポリ乳酸系樹脂製発泡シートを要旨とし、第2発明は、特定の三工程を経て製造する耐熱性などに優れたポリ乳酸系樹脂製発泡シート製容器の製造方法を要旨とする。
(もっと読む)
防炎加工耐衝撃性改良ポリカーボネート組成物
本発明は、
(i) 成分
A) 分枝芳香族ポリカーボネートおよび/または分枝芳香族ポリエステルカーボネート、40〜95重量部、
B) シリコーンゴムおよびシリコーン−アクリレートゴムを包含する群から選択される一種類以上のグラフトベースを含むグラフトポリマー、1〜25重量部、
C) タルク、9〜18重量部、
D) リン含有防炎加工剤、0.4〜20重量部、
E) 一種類以上の無機ホウ素化合物、0.5〜20重量部、および
F) ドリップ防止剤、0〜3重量部
を含む組成物を溶融し、混合し、
(ii) 生じる溶融物を冷却し、粒状化し、
(iii) 粒状物を溶融し、シートに押し出し、かつ
(iv) シートを三次元物体に成形する、
改良された防火要件を満たす熱成形物品の製造方法、およびこの方法によって得られる成形物品に関する。
(もっと読む)
耐衝撃性ポリスチレン製二軸延伸シート、およびこのシート製成形品
【課題】
薄肉軽量化しても割れにくく、熱成形するときに型再現性が良好で、かつ、高速で熱成形しても、型再現性不良やブリッジなどによる不良品が発生しにくい耐衝撃性ポリスチレン製二軸延伸シートおよびそのシートを原料とした成形品を提供する。
【解決手段】
第1発明では、ゴム成分の含有量が4.0〜12.0重量%の耐衝撃性ポリスチレンからなり、かつ、(1)延伸倍率が、縦方向および横方向ともに2.1〜2.7倍、および(2)縦方向の熱収縮応力が0.30〜0.60MPaであり、かつ、横方向の熱収縮応力が0.30〜0.55MPa、を同時に満たすことを特徴とする、耐衝撃性ポリスチレン製二軸延伸シートを提供し、第2発明では、上記1発明に係る耐衝撃性ポリスチレン製二軸延伸シートを原料とし、熱成形法によって製造されたものであることを特徴とする成形品を提供する。
(もっと読む)
押出発泡板の熱成形方法
【課題】押出発泡成形で得られる厚さ10mm〜60mm程度の厚肉の発泡板を熱成形することが可能な熱成形方法を提供する。
【解決手段】押出発泡成形で得られる厚さが10mm以上の発泡板であって連続気泡率が8〜60%である発泡板を、全体が軟化する温度にまで加熱した状態で成形する。それにより、実用に耐える強度を持ちかつ金型の表面形状に十分に沿った形状の成形品が得られる。
(もっと読む)
遮断性を有する分離可能に連結した容器を製造する方法
溝によって連結された少なくとも2つの容器を有するマルチパック容器アセンブリを形成する方法が提供される。その方法は、バリヤー層を有するシートを提供する工程と、そのシートを複数の容器を有するマルチパック容器アセンブリに熱成形する工程とを有する。各容器は突縁を備え、隣接する容器の突縁は弱化加工領域又は溝によって連結される。結果として生じた容器は低水分の、常温で長期保存可能な、そのまま喫食可能な食品に用いることができる。 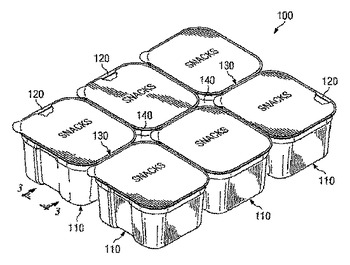 (もっと読む)
(もっと読む)
表皮シート付き発泡樹脂成形品およびその製造方法
【課題】反復使用可能な包装資材として有効に用いる表皮シート付き発泡樹脂成形品を、少ない作業工程で、かつ環境負荷の少ない状態で製造する。
【解決手段】発泡樹脂成形品である基材の表面に表皮シートをラミネートして表皮シート付き発泡樹脂成形品とするに際し、表皮シート4として基材である発泡樹脂成形品1の樹脂材料の樹脂成分と共通の樹脂成分を含む多孔質発泡シート41と非発泡シート42との積層シートを用いる。真空引きできるテーブル10の上にセットたし発泡樹脂成形品1の上に、加熱軟化した前記表皮シート4を多孔質発泡シート41側が発泡樹脂成形品1側となるようにして配置し、テーブル10の下方から真空引きする。接着剤を使用しなくても機材と表皮シート4は熱融着により一体化すると共に、表皮シート4と基材1の表面との間にある空気は、多孔質発泡シート41の多孔部分を吸引路として確実に脱気される。
(もっと読む)
共押出積層発泡体及びその成形体
【課題】帯電防止性の持続性が高く、繰返し使用が可能で、機械的物性、緩衝性、熱成形性のバランスの取れた発泡体及び熱成形により展開倍率が大きい成形体を提供する。
【解決手段】見掛け密度300〜550g/L、厚み2.0〜3.5mm、連続気泡率40%以下のポリスチレン系樹脂組成物発泡層の少なくとも片面に帯電防止剤を含む坪量10〜100g/m2のポリオレフィン系樹脂層を有し、全坪量が650g/m2を超え1500g/m2以下の積層発泡体であって、発泡層を構成するポリスチレン系樹脂組成物はスチレン系エラストマーを含有し、且つ該樹脂組成物中のゴム成分含有量が9〜30重量%であり、積層発泡体のポリオレフィン系樹脂層表面のエタノール水溶液洗浄後の表面固有抵抗率が1×1013Ω以下、発泡層の表面から全厚みの25%を超える内層部の気泡が厚み方向の平均気泡径A(mm)、押出方向の平均気泡径B(mm)及び幅方向の平均気泡径C(mm)の間に0.6≦A/B≦1.2及び0.6≦A/C≦1.2 を満足する。
(もっと読む)
低光沢熱可塑性物品
【課題】低光沢の熱可塑性組成物または物品を提供する。
【解決手段】本発明の組成物は、a.約30〜80重量%のポリカーボネート成分と、b.組成物中にポリブチレンテレフタレートが存在するときは、前記ポリブチレンテレフタレートは、ポリブチレンテレフタレート以外の他のポリエステルの少なくとも1つと共存するようになされた、約5〜約50重量%のポリエステル成分と、c.約2〜約25重量%の耐衝撃性改良剤と、d.低光沢化に有効な量の、少なくとも1つのエポキシ基を含む多官能基添加剤とを含む組成物から誘導される物品を含む。本発明はさらに、物品を製造する射出成形法、熱成形法も包含する。
(もっと読む)
熱成形用艶消しアクリル樹脂フィルム状物、熱成形用艶消しアクリル樹脂フィルム状物の製造方法、および、この熱成形用艶消しアクリル樹脂フィルム状物を含む積層体
【課題】 従来にはない意匠性を発現し、取り扱い性が良好であり、インサート成形またはインモールド成形を施し、深絞り形状に成形した場合でも、艶消し層に割れが発生せず、車輌用部材の加飾フィルムに必要とされる耐擦傷性、表面硬度、耐薬品性、耐熱性、艶消し性、および耐熱黄変色性を有する熱成形用艶消しアクリル樹脂フィルム、およびこれらを基材に積層した積層体を提供すること。
【解決手段】 アクリル樹脂フィルム基体の面上に、艶消し剤とバインダー樹脂を含有する塗料を塗工し、最外層に艶消し層を形成した熱成形用艶消しアクリル樹脂フィルムであって、艶消し層側の動摩擦係数が0.23以下である艶消しアクリル樹脂フィルムを用いる。
(もっと読む)
ポリ乳酸樹脂発泡シート成形体およびその製造方法
【課題】本発明は、短縮化された成形サイクルタイムで製造することができ、実用的な耐熱性を有し、かつ優れた外観を有する、環境適正に優れたポリ乳酸樹脂発泡シート成形体を提供することを目的とする。また、本発明は、ポリ乳酸樹脂発泡シートを一対の金型に挟んで熱成形すると共に、結晶化処理するにあたって、離型時における発泡シート成形体の変形を防止すると共に、過度に長い成形サイクルタイムを短縮しうる該成形体の製造方法を提供することを目的とする。
【解決手段】本発明のポリ乳酸樹脂発泡シート成形体は、結晶性ポリ乳酸樹脂発泡シートを熱成形して得られる成形体であって、該成形体を成形体厚さの中央部で分割して得られる一方の分割体と他方の分割体との結晶化度の差が5%以上であり、且つ一方の分割体の結晶化度が25%以上70%以下、他方の分割体の結晶化度が0%以上25%未満である。
(もっと読む)
食品収納容器若しくは蓋体の製造方法
【課題】実用的な強度を有し、しかも工業的に安価に製造し得る植物性繊維材料製食品収納容器の製造方法を提供する。
【解決手段】パルプ及びパルプ以外の植物性繊維材料の1種若しくは2種以上から所定の大きさの厚紙状物に形成する工程と、ヒートシール能を有する熱可塑性樹脂をコーティングする工程と、前記厚紙状物の四隅に隣接する側面片を連結する折込片を形成する工程と、このようにして得た厚紙状物を凹凸一対のプレス金型で加熱プレスして食品収納容器若しくは蓋体を形成する工程とを具備し、前記一方の対向する側面片は、他方の対向する側面片よりも先に起立するように構成して、加熱プレスにより折込片を四隅に重合貼着させた容器を形成する。
(もっと読む)
どんぶり型紙製容器
【課題】 どんぶり型紙製容器及びその製造方法を提供する。
【解決手段】 一枚の板紙原紙から深絞り成形によって形成される紙製容器であって、底面部と、該底面部に接続する側壁部と、該側壁部の上端位置にブリムとを備え、容器開口内径対容器高さの比率が1.5:1〜2.5:1であることを特徴とするどんぶり型紙製容器。
(もっと読む)
樹脂成形品の製造方法
【課題】 樹脂シート材を深絞り成形することによって得られる成形品が、偏肉成形品となることを効果的に防ぎ、必要最低限の材料から、所望の強度を有する製品を高精度に製造する。
【解決手段】 ブロー成形機ヘッドからパリソンを押出し、パリソンの任意の場所をカットして複数の平板50a、50bとする。そして、各平板50a、50b同士を融着させることにより、必要な位置に局部的に肉厚の厚い部分を有する平板を形成する。また、この際、必要に応じ、ブロー成形機ヘッドのパリソンコントロール機能によりパリソンの肉厚に変化を与えることで、さらに多用な肉厚分布を平板に与えることが可能となる。そして、必要な位置に局部的に厚肉部を形成した平板を、真空金型にセットして真空成形を行う。
(もっと読む)
161 - 180 / 205
[ Back to top ]