
Fターム[4F208MG22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 製造方法 (258) | 押出成形 (205)
Fターム[4F208MG22]に分類される特許
101 - 120 / 205
キャリアテープの製造方法及び製造装置
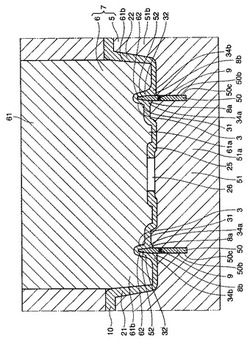
【課題】本発明は、短時間で、しかも、簡単に製造できるキャリアテープの製造方法及び製造装置の提供を目的とする。
【解決手段】下型5の突出片形成用凸部52を予め型加熱手段によって所定の温度に加熱しておく。その状態から上型6を下降させるとともに下型5を上昇させ、テープ材料10を、上型6の突出片形成用凹部62と下型5の突出片形成用凸部52とでしごき加工を施す。又、そのしごき加工に際して発生した余剰のテープ材料10を、下型5に設けた材料逃がし凹部8a、8bに逃がしながら行う。
(もっと読む)
熱成形用積層シート及び加飾成形体
【課題】 金型を使用せず、単一色の意匠性を有する成形体に、均一な色調の色味感、深み感あるいはパール感を付与できる熱成形用積層シートを提供する。
【解決手段】 熱成形により三次元形状に成形すると同時に被着体に貼り付けて一体化する熱成形用積層シートであって、膜厚が30〜500μmの範囲であるアクリル樹脂層Aと、アスペクト比が5以上である鱗片状微粒子を含む接着層Bとが積層されてなる熱成形用積層シート、及び該熱成形用積層シートを真空成形法により半透明または不透明の被着体に貼り付けて一体化してなる加飾成形体。
(もっと読む)
樹脂成形体製造方法及び樹脂成形体

【課題】この発明は、厚さを問わず、複雑な立体形状であっても、所望の形状の樹脂成形体を成形できる樹脂成形体製造方法を提供することを目的とする。
【解決手段】真空圧空成形の真空圧空成形装置40によって、単一層の樹脂フィルム30から三次元立体形状の樹脂フィルム成形体1を製造する際に、上面1aに半楕円体状凹部10を有し、略直方体を上方から覆うことのできるような底面が開放された中空の略直方体形状という複雑な三次元立体形状化に伴う延伸率が大きい方向、すなわち奥行き方向Dに、樹脂フィルム30の配向方向Hを合わせて樹脂フィルム30を配置し、所望の形状の樹脂フィルム成形体1を高精度で成形した。
(もっと読む)
ポリエチレン系樹脂発泡シートおよび発泡成形品
【課題】表面の光沢度が低く、つや消し状で紙(和紙)のような風合いを持ち意匠性に優れていると共に、その表面が高い撥水性を有し、洗浄容易性、防汚性にも優れたポリエチレン系樹脂発泡シートと発泡成形品の提供。
【解決手段】少なくとも一方の面の光沢度(但し、該光沢度はJIS K7105に記載の方法に従って測定された光沢度である。)が10以下であり、且つ水の接触角が85度以上であることを特徴とするポリエチレン系樹脂発泡シート。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
熱成形用防汚性シート、防汚性成形体およびその製造方法
【課題】熱成形法によって成形した場合でも長期間にわたって優れた耐擦傷性および改善された防汚性を発揮する熱成形用防汚性シートを提供すること。
【解決手段】上記熱成形用防汚性シートは、少なくとも基材層Aと、該基材層Aの表面に形成されたシリコーン樹脂からなる保護層とを有するシートであって、
前記基材層Aが結晶核剤を含有する結晶化度52%以上のポリプロピレン樹脂からなり、好ましくはさらに、前記基材層Aに対して前記保護層が形成された面と反対側に結晶化度52%未満のポリプロピレン樹脂からなる基材層Bを有する。
(もっと読む)
真空成型用シート
【課題】真空成型性、初期タック性、初期密着性に優れ、さらに三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供すること。
【解決手段】表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものである真空成型用シート。熱可塑性飽和共重合ポリエステル樹脂:テレフタル酸20〜40モル%、イソフタル酸20〜40モル%およびアジピン酸25〜50モル%からなる酸成分と、1,4−ブタンジオール10〜50モル%および1,6−ヘキサンジオール50〜90モル%からなるグリコール成分とから構成される。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
プラスチック気泡シート製造用の金型とそれを使用して製造した薄肉のプラスチック気泡シート
【課題】
真空成形ロールを使用する気泡シートの製造において、材料として高機能樹脂を選択することによって材料の使用量を低減しながらも、緩衝材としての性能は維持した製品を、高い生産性をもって製造することを可能にした気泡シート製造用の金型と、その金型を使用して製造した、薄肉であるが性能的にすぐれた気泡シートを提供する。
【解決手段】
真空成形ロールに設けたキャビティの大きさが、キャップの底面に相当する面において測定した直径(断面が円形以外の場合は、同じ面積の円に換算して)が5〜40mmの範囲にあり、キャビティの形状が、側壁がキャップの底面に相当する面に対して垂直な線から1〜35度、好ましくは5〜25度、より好ましくは10〜15度の範囲で傾斜したテーパ面である金型。
(もっと読む)
水周り部材および水周り部材の製造方法
【課題】フッ素ガス処理により、水周り部材の表面を改質するにあたって、一度に纏めて大量に処理することが可能な生産効率の良い水周り部材を提供する。
【解決手段】フッ素ガス処理により表面性状が改質された板状樹脂部材を、真空成形したことを特徴とする水周り部材であって、真空成形後の表面は全体に亘って性状が改質され、且つ真空成形により、3次元形状に成形されることを特徴とする。
(もっと読む)
樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法
【課題】樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する際に装置の停止時間を短縮させることを課題とする。
【解決手段】型交換装置100に、型台310に対して横方向となる移送方向D11へ送り出し移送及び引き寄せ移送可能に複数の型M10を載置可能な型載置部U1と、所定方向D13から取付対象の型M1を引き寄せ移送して型載置部U1に載置させる型供給手段U2と、型台310の方から型載置部U1まで取出対象の型M2を前記移送方向D11へ引き寄せ移送して該型載置部U1に対して取付対象の型M1とともに取出対象の型M2を載置させる型引出手段U3と、型載置部U1から取出対象の型M2を前記移送方向D11とは異なる方向へ退避可能な型退避手段U4と、型載置部U1から取付対象の型M1を型台310の方へ前記移送方向D11に送り出し移送する型挿入手段U5とを設ける。
(もっと読む)
プラスチック気泡シート、その製造方法および製造装置
【課題】多数の密閉された空気室を形成してなるプラスチック気泡シートにおいて、バックフィルムのキャップ部分における肉厚が均一なプラスチック気泡シートであり、しかもキャップフィルムへのバックフィルムの融着が確実な、透明性が向上したプラスチック気泡シートを製造する方法を提供する。
【解決手段】真空成形ロール2において成形されたキャップフィルムの底面に、バックフィルムが接触して融着する直前の位置に放電装置6A、6B、6Cを配置して、この放電装置6A,6B、6Cと真空成形ロール2との間に高圧の直流電圧を印加して、放電装置6A、6B、6Cと真空成形ロール2の中心とを結ぶ平面上を放電電流が通過する放電を行なう。それによりバックフィルムに静電気を帯びさせ、バックフィルムが静電気により真空成形ロール2に吸引されてキャップフィルムの底面に密着するようにはかる。
(もっと読む)
平面状の成形体又はシートの製造方法
異方性の熱膨張係数を有する平面状の成形体又はシートの製造は、押出可能な熱可塑性ポリマー成形材料を、10〜1000nmの範囲での直径、及び1:5〜1:10000の範囲のアスペクト比を有する小片状のフィロケイ酸塩で満たすことによって、満たされた熱可塑性ポリマー成形材料の押出し、そして続く押出物の単軸又は二軸に延伸によって実施し、平面状の成形体又はシートを得る。 (もっと読む)
多層熱可塑性シート材料およびそれから調製された熱成形物品
本発明は、表面非発泡層Aおよび表面発泡層Bを含み、約0.5〜約20ミリメートル(mm)の総シート厚さを有する、特に熱成形用途、例えば冷蔵庫キャビネットおよびドアライナーに好適な多層シートを提供する。サイクル時間の短縮およびポリマーとエネルギーの節減を含めた熱成形性の向上が与えられる。好ましくは、非発泡熱可塑性ポリマー表面層(A)は、約0.25〜約6ミリメートルの厚さを有し、そして発泡熱可塑性ポリマー表面層(B)は、いずれかの他の発泡ポリマー層とともに少なくとも約五(5)質量%の総密度低下を有し、そしていずれかの他の非発泡層をともに備えた非発泡層の総厚さよりも大きな総厚さを有している。また、熱成形プロセス、熱成形物品、断熱性物品を与える方法および断熱性物品における改善が提供される。 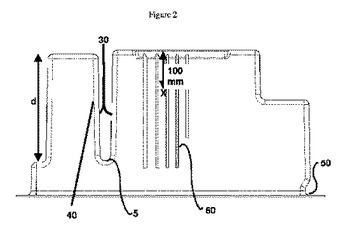 (もっと読む)
(もっと読む)
溶融押出用ポリオレフィン系樹脂組成物及びそれを用いたフィルム
【課題】真空成形等の伸張の際に白化せず、そして、成形性の高い溶融押出用ポリオレフィン系樹脂組成物を提供する。
【解決手段】溶融押出用ポリオレフィン系樹脂組成物が、共重合成分としてエチレンを含む環状オレフィン系樹脂(A)と、前記環状オレフィン系樹脂(A)よりガラス転移点が高く、共重合成分としてエチレンを含む環状オレフィン系樹脂(B)と、を含む環状オレフィン系樹脂組成物と、直鎖状低密度ポリエチレン(C)とを含むポリオレフィン系樹脂組成物であって、環状オレフィン系樹脂組成物における前記環状オレフィン系樹脂(A)の含有量が40質量%から95質量%、前記環状オレフィン系樹脂組成物における前記環状オレフィン系樹脂(B)の含有量が5質量%から60質量%、前記環状オレフィン系樹脂組成物のメルトテンションが、前記直鎖状低密度ポリエチレン(C)のメルトテンションより高いものを用いる。
(もっと読む)
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 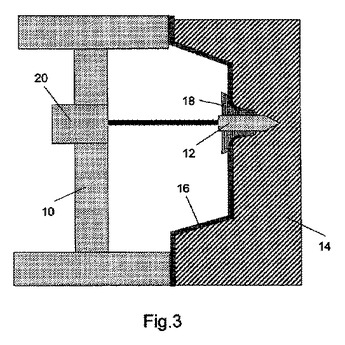 (もっと読む)
(もっと読む)
耐熱透明A−PET容器
【課題】高耐熱性及び高透明性を有し、電子レンジで直接加熱される食品容器に好適な容器を提供する。
【解決手段】A−PETシートを加熱して一次延伸後一次熱固定した延伸A−PETシート7と、未延伸A−PETフィルム又は未延伸A−PETシートとをドライラミネートで一体化した積層シートを、熱成形機の金型13,14で加熱成形し成形による二次延伸配向結晶によって結晶化を高めている。延伸A−PETシートが、ロールによる延伸装置を用い、A−PETシートを延伸温度90〜120℃でMD(縦方向)に2〜5倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定したものである。
(もっと読む)
インサート成形金型およびインサート成形装置並びにインサート成形方法
【課題】インサート成形金型およびインサート成形装置並びにインサート成形方法を提供する。
【解決手段】軸線Xに沿って配置されるインサート成形すべきインサート部品2に対し、軸線X側方から、型締め可能に配置される一対の型10a、10bを有する。
これら型10a、10bは、それぞれ、独立的に型締め動作可能に分割した、第1の分割型10a1、10b1と、第2の分割型10a2、10b2と、第3の分割型10a3、10b3とを備える。
(もっと読む)
ポリプロピレン系樹脂積層発泡シート及びその成形体
【課題】 本発明の目的は、熱成形性、熱成形後の外観に優れ、成形加熱時の積層発泡シートの熱収縮による帯電防止性能の低下が見られないポリプロピレン系樹脂積層発泡シートおよびその成形体を提供することにある。
【解決手段】 ポリプロピレン系樹脂、ラジカル重合性単量体、ラジカル重合開始剤からなる特定のメルトフローレイトを有する改質ポリプロピレン系樹脂を基材とした発泡シートの少なくとも片面に、高分子型帯電防止剤を含有するポリプロピレン系樹脂非発泡層を積層し、該積層発泡シートの加熱収縮率を押出方向、幅方向ともに0〜10%にすることで、上記課題を解決することができる。
(もっと読む)
成形用樹脂シート及び成形体
【課題】ポリカーボネート系樹脂を主材料として用いた樹脂シートにおいて、熱成形した時、特に深絞り成形した時であっても、白化、クラック、発泡が生じない成形用樹脂シートを提供する。
【解決手段】芳香族ポリカーボネート(A1)と他の樹脂(A2)とのポリマーアロイからなるポリカーボネート系樹脂組成物(A)を主成分とする基材層の片面に、アクリル系樹脂(B)を主成分とする被覆層を備えた積層シートであって、該ポリカーボネート系樹脂組成物(A)と該アクリル系樹脂(B)とのガラス転移温度の差の絶対値が30℃以内である成形用樹脂シートを提案する。
(もっと読む)
101 - 120 / 205
[ Back to top ]