
Fターム[4F208MG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 製造方法 (258) | 射出成形 (10)
Fターム[4F208MG23]に分類される特許
1 - 10 / 10
フィルム加工工法
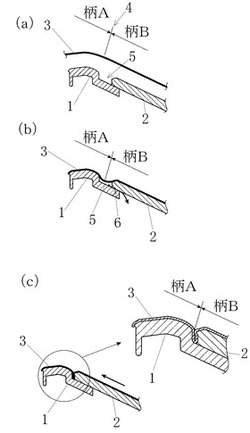
【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
燃料タンク製造方法及び燃料タンク

【課題】筒部における燃料透過を抑制すると共に強度を確保可能な燃料タンクを製造する燃料タンク製造方法と、筒部における燃料透過を抑制されると共に強度が確保された燃料タンクを得る。
【解決手段】燃料タンク12のポート部18における外側樹脂層22Aの厚みT1が、一般部32における外側樹脂層22Aの厚みT0よりも薄くなるようにポート部18を成形する。ポート部18の内側では、内側樹脂層22Cの実質的な厚みを厚くする筒部厚肉部34を形成する。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を貼付した積層成形品の成形方法並びに成形装置において、表皮の後貼り加工方式により、表皮の表面風合、ソフト感を良好に維持できるとともに、設備の簡素化及び接着剤廃止により、コストダウンを図る。
【解決手段】第1ステージAに樹脂芯材20を成形する第1の成形金型50を配置するとともに、第2ステージBには表皮30を成形する第2の成形金型60を配置する。そして、第1の成形金型50における下型53と第2の成形金型60における上型62とを樹脂芯材20と表皮30との圧着金型に共用するとともに、第1の成形金型50における上型52の型温を下型53の型温に比べ高温に設定することで、樹脂芯材20の余熱を利用して表皮30と溶着一体化することが可能となり接着剤を廃止できる。
(もっと読む)
2段階成形による極薄の壁を有するマイクロプレート
極薄の壁を有するウェルを具備し、さらに、自動化された機器においてマルチウェルプレートの信頼性の高い使用を可能にするのに十分な構造的剛性を有するマルチウェルプレートが、最初に、所望の剛性を提供する厚さのプレートブランクを射出成形によって形成すること、次に、該ブランクを真空成形に供して、ブランクの指定されたエリアを伸張してウェルを形成するか、または既に形成されているウェルを拡張することによって成形される。該伸張は、ウェルの壁部においてのみ、成形樹脂の厚さの減少をもたらす。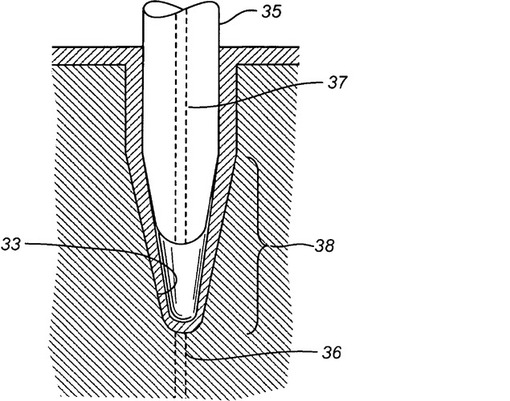
 (もっと読む)
(もっと読む)
カップ状容器の製造方法
【課題】射出成形されたシート状プリフォームから、効率良く、しかも、廉価にカップ状容器を成形可能な製造方法を提案すること。
【解決手段】射出成形ステーション13において熱可塑性樹脂を用いてシート状プリフォーム31を射出成形する。シート状プリフォーム31をキャビティ型22(1)に残したまま、ターンテーブル12を回転させて、キャビティ型22(1)を真空成形・取り出しステーション14の凹状容器型41に対峙させ型閉めを行う。凹状容器型41の各凹部43がシート状プリフォーム31の厚肉のカップ本体形成部分33によって封鎖され、その口部フランジ形成部分34が双方の型の合わせ面22b、42の間に把持される。各凹部43を真空吸引するとカップ本体形成部分33が真空成形され、2個のカップ状容器1が得られる。
(もっと読む)
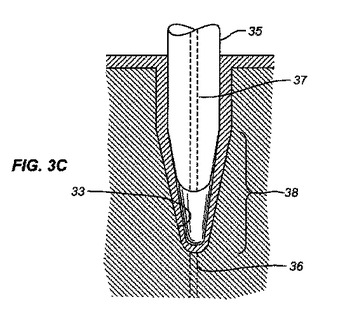
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
中空樹脂成形品およびその製造方法
【課題】 透過防止性のシートを確実に溶着して、透過防止性の優れた中空樹脂成形品を製造することが課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品において、中空樹脂成形品1は、アッパーシェル部10とロアシェル部20とから構成される。アッパーシェル部10とロアシェル部20は、それぞれ射出成形により分割して別々に成形された内側樹脂層15、25と内側樹脂層の外面に接合された外側シート層16、26から構成され、外側シート層は、それぞれアッパーシェル部10とロアシェル部20の開口周縁部11、21の先端まで延設される。そして、アッパーシェル部とロアシェル部のそれぞれの開口周縁部が溶着されるとともに、アッパーシェル部とロアシェル部の開口周縁部の外側シート層16、26は、互いに溶着されている中空樹脂成形品とその製造方法である。
(もっと読む)
内装材の製造方法
【課題】本発明は、孔部または凹部を有する基板表面に表皮材を接着する工程を合理化することを課題とする。
【解決手段】基板1の孔部2,3または凹部の周縁に被着するマスキングシート9(9A)の表面を離型性とし、表皮材7の孔部2,3または凹部被覆部分7Aを切除した時、該マスキングシート9(9A)が該部分7Aのホットメルト樹脂接着剤層12に接着することを防止する。
(もっと読む)
ポリ乳酸系熱成形体
【課題】生分解性、透明性を有し、且つ耐熱性に優れるポリ乳酸組成物からなるポリ乳酸系熱成形体を提供する。
【解決手段】ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸組成物からなるシートを熱成形してなる成形体であって、当該成形体が、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピークのピーク高さ(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピークのピーク高さ(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であることを特徴とするポリ乳酸系熱成形体に関する。
(もっと読む)
射出延伸成形法とその金型
【課題】射出成形法に延伸を加えることにより、(1)0.15mm薄肉の成形品の成形、(2)分子配向による強度アップ、(3)金型代の低廉化、薄肉によるコストダウン、が可能となる金型、成形法を提供する。
【解決手段】 射出成形機を用い、一例として容器(コップ)で説明すると、先ず成形品1(原成形品)を成形し、完了と同時に金型を開き、成形品の底面10をコア−61で押さえ、側面部を確実に延伸させる周辺縁12、フランジ押さえプレ−ト22,コア−固定板23,コア−62により金型後退力を利用して延伸することによって、薄肉とする、また成形品底面10、成形品側面を更に薄肉とするためにコア−61を前進させる、と同時に適温度を選択して延伸する事により分子配向が起こり、強度アップを計ることが出来る、又(図1)に示すように金型は簡単構造であり、薄肉のためコストダウンに寄与する。
(もっと読む)
1 - 10 / 10
[ Back to top ]