
Fターム[4F209AA11]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 樹脂材料等(主成形材料) (2,599) | ポリオレフィン (192) | ポリプロピレン系 (57)
Fターム[4F209AA11]に分類される特許
41 - 57 / 57
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
自動車用内装部品及びその製造方法

【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
鏡面エンボス版およびこれを用いた鏡面エンボス化粧シート
【課題】鏡面の意匠感を保ちながら、賦与したエンボス形状により積層時の埃や施工後の傷が目立たない鏡面エンボス版およびこれを用いた鏡面エンボス化粧シートを提供すること。
【解決手段】鏡面部とエンボス部からなるエンボス版であって、エンボス部の面積が20〜50%、鏡面部の面積が50〜80%であること、前記鏡面部の算術的平均粗さRa(JIS B0601 1994)が0.01〜0.5μmであることを特徴とする。これにより、鏡面の意匠を残しながら、賦与したエンボスにより傷が目立たない。
(もっと読む)
フック板の製造システムおよび方法
フックが配されたベッドを有する基体を製造するためのシステムおよび方法であり、特に拡大形状の頭部を持ったフックを有するフック板を製造するためのシステムである。このシステムは、加熱された概ね平らなコイニング板と、フック板の下に配される弾性層と、コイニング板とコイニングされるステムの先端との間に配される形成シートとの使用を含むことができる。 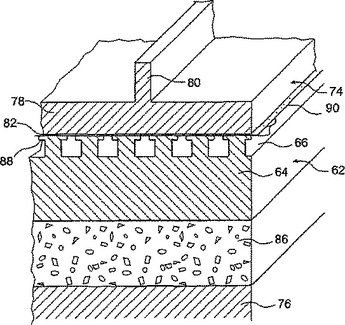 (もっと読む)
(もっと読む)
粗面形成用の砥石ロール
【課題】放電加工や彫刻加工より安価に作製でき、熱可塑性樹脂フィルムの表面に適度に細かく疎らに孔をあけることのできる粗面形成用の砥石ロールを提供すること。
【解決手段】押圧により熱可塑性樹脂フィルムの表面に粗面部を形成させる砥石ロールであって、台座ロール11の外周面に、多数の立体晶窒化ホウ素の砥粒12がニッケルメッキ13により電着されている。立体晶窒化ホウ素の砥粒は同一粒度のものを使用する。台座ロールの外周面は凹凸を付けた形状が良い。
(もっと読む)
構造化ポリマーフィルムおよびその製造方法
構造化ポリマーフィルムの両側に複数の長手方向に間隔のあいた構造を有する構造化ポリマーフィルムを製造する方法が記載されている。この方法は、複数のツール突出部(204)を含む外周面を有する回転可能なツール(200)を提供する工程と、ツールの外周面の反対に平滑な順応可能な外周面(212)を有するニップロール(210)を提供する工程と、ツールとニップロールとの間のニップにポリマー層を導入する工程と、周囲表面にツール突出部のあるツールとニップロールとの間にポリマー層をプレスして、ポリマー層の第1の側へウェブ凹所およびポリマー層の反対側の第2の側から離れるように延在するウェブ突起を形成して、構造化ウェブを形成する工程と、構造化ウェブをツールから取り出す工程と、を含む。試料処理物品も記載されている。 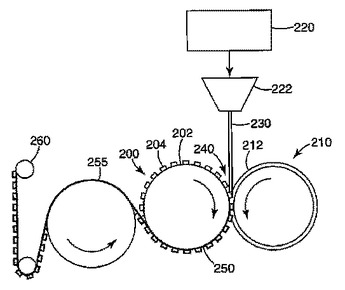 (もっと読む)
(もっと読む)
常温収縮チューブ用スパイラルコアの構造およびこのスパイラルコアの製造方法
【課題】 合成樹脂を用いても、被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応でき、精度良く容易に製造できること。
【解決手段】 拡径された常温収縮チューブが被さる常温収縮チューブ用スパイラルコア100である。常温収縮チューブ用スパイラルコア100は、押出成形されるリボン110を螺旋状に巻いて筒状に形成されてなる。リボン110は、長手方向に延在する中空部113を有し、ポリプロピレン樹脂を用いて成形されている。
(もっと読む)
合成樹脂製のシートまたはフィルムの加工装置
【課題】割れ不良が生じることなく、合成樹脂製のシートまたはフィルムを精度良く立体的な形状に加工することができる安価な加工装置を提供することを目的とする。
【解決手段】クランプバーで合成樹脂製のシートまたはフィルムの所定位置を挟持し、隣り合う前記クランプバーの中間位置に設置された押板を前記合成樹脂製のシートまたはフィルムに押し当てた後、前記隣り合うクランプバーの少なくとも一方を前記中間位置方向へ移動させ、前記クランプバーが前記押板に密着する前に、前記押板を前記合成樹脂製のシートまたはフィルムから離して、前記合成樹脂製のシートまたはフィルムを山型に曲げる。
(もっと読む)
折り曲げ溝入りシート及び折り曲げ溝切込み用カッタ
【課題】 折り曲げ溝に沿って折り曲げ溝入りシートを折り曲げて包装ケース等を製造する場合において、その折り曲げが容易に行えると共に、折り曲げ箇所におけるざらつき感が少なくなるようにする。
【解決手段】 シート10に折り曲げ溝11が形成された折り曲げ溝入りシートA1〜A4において、上記の折り曲げ溝として、溝底部が溝の幅方向にV字状になった深い溝部11aと浅い溝部11bとを溝の長さ方向に沿って交互に連続するように形成すると共に、上記の深い溝部の溝底部と浅い溝部の溝底部とが垂直な段部がないようにして溝の長さ方向に沿って連続させた。
(もっと読む)
光反射板
【課題】立体的な形状に加工した光反射板に割れが生じること、および割れが伝播することを防ぐとともに、この光反射板の変形を良好に防止することができる技術を提供することを目的とする。
【解決手段】光を反射するフィルムまたはシートを立体的な形状に加工するにあたり、フィルムまたはシートに、直線に沿って間欠的に形成してなる折り曲げ溝部に沿って前記フィルムまたはシートを折り曲げることにより、折り曲げ山部および谷部を形成し、該谷部または山部のすくなくとも一方の間欠部に切り欠き部および/または凹部を形成する。
(もっと読む)
クリアケースとその製造方法
【課題】少量生産でも加工単価が低く、かつ、往復運動で絵柄に合わせて綺麗な凹凸模様の加飾が可能なクリアケースとその製造方法を提供すること。
【解決手段】透明なプラスチックシートを折り曲げ加工して形成されたクリアケースであって、プラスチックシート(10)の表面に凹凸の高度差が0.01mm以上、0.3mm未満で、線ピッチが0.01mm以上、0.3mm未満の凹凸部(11)がパターン状に設けられている。凹凸部(11)の表面には金属薄膜層(31)が形成されている。プラスチックシート(10)の厚みは0.1mm以上、2mm未満であり、プラスチックシート(10)の材質は、ポリプロピレン樹脂またはポリエステル樹脂からなる。
(もっと読む)
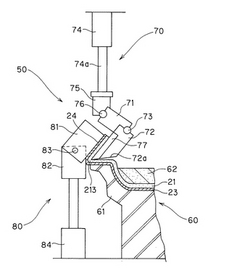
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
複合材料パイプ及びそれらの製造方法
強化複合材料パイプ及びその製造方法は一般に、典型的には中間品形体(214)として提供される少なくとも1つのポリマー強化材相を使用する。中間品形体は典型的にはコアパイプ(216)上に適用され、更に団結されることができる。任意の外被(212)を使用することができる。  (もっと読む)
(もっと読む)
微細構造転写装置
【課題】
ステージ上に正確に基板とスタンパを載置して、基板の所望位置に正確に微細構造を転写することができるようにしたい。
【解決手段】
ステージ13の平坦な基板載置面Saに基板11とスタンパ10を対向させて載置し、スタンパ10で基板11に型押しをして基板上に所望の凹凸のパターンを形成する微細構造転写装置であり、ステージ13の基板載置面Saよりも高い位置に対向させた基板10とスタンパ11の仮載置面Sbを備え、仮載置面Sbに対向させた基板11とスタンパ10が載置されたら仮載置面Sbがステージ13の基板載置面Saと同一平面位置まで徐々に移動する仮置き部材25〜27を設けた。
(もっと読む)
未延伸フィルムの製造方法およびその製造方法を用いて製造してなる未延伸フィルム
【課題】 フィルム表面の局所的な厚みムラのない平滑な未延伸フィルムを安価な装置を用いて高効率かつ低コストで製造することが可能な未延伸フィルムの製造方法、およびその製造方法を用いて製造してなる安価な未延伸フィルムを提供する。
【解決手段】 熱可塑性樹脂3を加熱溶融して押出機出口に配設したTダイ1のダイリップ2からフィルム状に吐出した後、別途供給される平滑な表目形状を有する二軸延伸フィルム4a、4bを当接した後、フィルム状の該熱可塑性樹脂3を該二軸延伸フィルム4a、4bを介して、熱可塑性樹3脂の熱特性に適正な温度に制御された対のロールで挟み付け、該二軸延伸フィルム4a、4bの表面形状をフィルム状の該熱可塑性樹脂3の表面に転写する。
(もっと読む)
樹脂押出成形体
【課題】 より本物らしい木目を持った樹脂押出成形体の提供。
【解決手段】 基材1とその表面材2とを備え、基材1は、木粉を50重量%以上含む樹脂組成物であり、表面材2は、木粉を5〜20重量%含み且つ表面に木目模様4のエンボス加工をした樹脂組成物であり、基材と表面材は同時に押出成形したものであることを特徴とする。
(もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 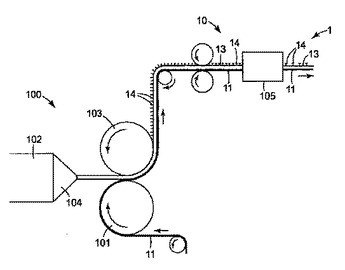 (もっと読む)
(もっと読む)
41 - 57 / 57
[ Back to top ]