
Fターム[4F209NA02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (319) | 曲げ又は折り畳み (166) | 折り曲げ線の形成 (48)
Fターム[4F209NA02]に分類される特許
1 - 20 / 48
精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術
【課題】薄板材の設計及び精密折畳み、及びそれからの構造部の製造の技術を提供する。
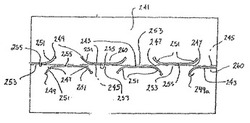
【解決手段】精密折畳み、高強度、耐疲労性構造部及びそのための薄板を設計及び製造する方法。この技術は、曲げ線(45,245,345,445,543)に沿った薄板材(41,241,341,441,541)の精密曲げの方法を含み、スリット又は溝(43,243,343,443,542)のような曲げストラップ形成構造部で形成された薄板材を開示する。この方法は、曲げ線(45,245,345,445,543)に沿って曲げる時に薄板(41,241,341,441,541)の精密曲げを生成するために、軸線方向に間隔を置いた関係で薄板材を通って縦方向に延びるスリット又は溝(43,243,343,443,542)を設計する段階、及び、次にそれを別々に形成する段階を含む。曲げストラップは、その強度及び耐疲労性を増す構成及び配向を有する。
(もっと読む)
予備形成された真空絶縁パネルの曲げ

【課題】事前に製造された真空絶縁パネルの供給から始まるプロセスにおいて、真空絶縁パネルの形状を折り曲げる方法及び装置の提供。
【解決手段】事前に製造された真空絶縁パネル122の供給から始まるプロセスにおいて、真空絶縁パネルの形状を変更する。途切れのない密閉した気密被覆部によって囲まれた多孔質コア材を含む。気密被覆部は、密閉した気密被覆部が真空絶縁パネル内の圧力レベルを周囲の大気圧よりも低い状態にする(真空絶縁パネルによって真空を維持する)プロセスにおいて形成される。密閉した気密被覆部に穴を開けずに(および、真空絶縁パネル内の真空を遮断することなく)、真空絶縁パネルの外側および途切れのない多孔質コア材の表面に少なくとも一つの窪み126を形成する。このような窪みを形成した後、窪みに沿って真空絶縁パネルを折り曲げる。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
脂環式構造含有重合体を含有するクレーズを有するフィルム
【課題】
本発明は、クレーズの幅が狭く、クレーズとクレーズの間隔が狭い、クレーズを有する高分子フィルムを安定して精度よく形成することである。
【解決手段】本発明は、透明性の高分子フィルムに規則的なクレーズ領域を設けたことを特徴とするクレーズを有するフィルムにおいて、該高分子フィルムが脂環式構造含有共重合体を含むことを特徴とするクレーズを有するフィルムである。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法
【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
植物性繊維含有ボード部材の製造方法
【課題】意匠面における意匠性が向上された植物性繊維含有ボード部材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂とを含む基材12と、基材12の少なくとも一部が薄肉化されて構成されるヒンジ6とを備え、ヒンジ6に沿って基材12の一方の面側を谷として折り曲げ可能なラッゲージマット4を製造する方法であって、基材12の両板面を加熱する加熱工程と、基材12の一方の面を表面とし、他方の面を裏面として、加熱工程後、基材12の表面のうちヒンジ6とされる部位を押圧して溝状の表面側凹部26を形成すると共に、基材12の裏面のうちヒンジ6とされる部位を押圧して溝状の裏面側凹部22を形成することでヒンジ6とされる部位を薄肉化する薄肉化工程とを備える。薄肉化工程では、裏面側凹部22の底端部22aの幅に比して表面側凹部26の底端部26aの幅が小さくなるように表面側凹部26と裏面側凹部22とを形成する。
(もっと読む)
植物性繊維含有ボード部材
【課題】基材を折り曲げる際に基材にヒビ割れや破断が発生することを防止ないし抑制できる植物性繊維含有ボード部材を提供する。
【解決手段】ラッゲージマット4は、ケナフ繊維とポリプロピレンを含む基材12と、当該基材12の一部が薄肉化されて構成されるヒンジ6とを備えている。ヒンジ6は、スジ状の厚肉部6aと、その厚肉部6aよりも相対的に薄肉であって、当該厚肉部6aによって隔てられた2つのスジ状の薄肉部6bとを有しており、その2つの薄肉部6bに沿って折り曲げ可能となっている。
(もっと読む)
包装用ケース
【課題】シートを折り曲げて多面箱形に組み立てられる包装用ケースの角部を、クリア性を損なわずに見栄え良く綺麗に湾曲させて組み立てることができるようにする。
【解決手段】シートを折り曲げて組み立てたときにケースの周側面の角部に対応するシートの部分に、シートの加熱成形時に湾曲断面を呈する曲面形状の曲面角部を形成しておく。曲面角部を形成したシートを所定形状に打ち抜くと同時にその表面に折り曲げ罫線を形成し、このシートを折り曲げ罫線に沿って折り曲げて箱形に組み立てる。
(もっと読む)
樹脂シート折曲げ用加熱装置
【課題】樹脂シートの折曲げ部分を略均一に加熱する樹脂シート折曲げ用加熱装置を提供する。
【解決手段】樹脂シート1を折曲げる際に当該樹脂シート1の折曲げ部分2を加熱する樹脂シート折曲げ用加熱装置10であって、熱源11と、線状に開口した温風吹出口13と、温風の温度を調節する温風温度調節部と、温風吹出口の長手方向に沿って温風の温度を均一化する温度平滑機構14と、を有する。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース
【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
合成樹脂板の罫線加工用の罫線押刃およびこれを用いた打抜型
【課題】合成樹脂板に形成する溝状罫線を、1乃至複数、形成可能として、正確に折り曲げて包装用箱を組み立てることができる罫線押刃を提案する。
【解決手段】合成樹脂板の罫線加工用の罫線押刃として、熱伝導率の高い素材で構成した所定長さの棒材からなる押刃主体の一面の長さ方向に、所望形状の溝形成突条を設ける共に、前記溝形成突条の近傍の長さ方向にヒータ挿通孔を貫設した。そして、上記溝形成突条は、1本、乃至は互いに平行して複数本設けた。また、上記押刃主体の長さ方向に、さらに盗み部を設けた。また、打抜型として、板状の母型材に、箱の展開図の輪郭を描くように打抜刃を配設すると共に、その展開図の折り曲げ用罫線部分に、上記いずれかの罫線押刃を配設した。展開図における箱の側板部分に、打ち抜いた合成樹脂板の側板に凹凸部を形成するためのヒータ板を設けた。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線の形成部位の強度が弱くなることがなく、折り曲げ線に沿って折り曲げられその折り曲げ部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりすることがなく、折り曲げ線の形成部位において光線漏れが起こる心配も無く、折り曲げ線の形成部位におけるフィルムの厚みが薄くなったり折り曲げ線の形成部位に透孔が存在したりすることがなくてシート材の所望の絶縁性が保たれ、加工時に割れを生じることがなく、折り曲げ線の加工形状も比較的単純であるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を一方の面側から見て多数の微細凹部14aが微小ピッチで線状に並び他方の面側から見て多数の微細凸部14bが微小ピッチで線状に並んだ折り曲げ線12を形成した。
(もっと読む)
化粧基材及び建材
【課題】高い意匠性を得ることができる化粧基材を提供する。
【解決手段】基材1の表面に化粧材2を設けてなる。芯材8を被覆して化粧するための化粧基材Aに関する。化粧材2が残存するように基材1の裏面に略M字型の溝加工を施すことにより面取り部4を形成する。面取り部4の頭頂部に略W字型の入隅部10を形成する。面取り部4を中心に折り曲げて入隅部10と基材1の裏面とで連続した隅角面30を形成する。
(もっと読む)
加飾プラスチックシート
【課題】従来にはなかった和紙のような風合いと手触りを表現することができる、新たな加飾プラスチックシートを提供せんとする。
【解決手段】引張強度(JIS
K 6734)が40MPa以上である透明なプラスチックシートの表面に、一定方向に伸びる多数の筋を有し、且つ当該筋からプラスチックの毛が起毛してなる毛羽立ち加飾面を備えた加飾プラスチックシート。
透明なプラスチックシート表面に一定方向に伸びる多数の筋を有し、且つ当該筋からプラスチックの毛が起毛してなる毛羽立ち加飾面を備えた加飾プラスチックシートを提案する。
(もっと読む)
折曲用FRPシート
【課題】軽量・高剛性かつ安価な成形立体を可能とする生産性の高いFRPシート技術の提供。
【解決手段】硬質系マトリックス材、軟質系マトリックスのいずれか一方又は両方からなるマトリックス材層部と強化材に軟質系マトリックス材を含浸されてなる強化材層部とがともに用いられるか該強化材層部が単独で用いられて構成される複合平板シートにおいて、トリミングされて設けられるかないしはトリミングされるとともに線状溝1を設けられてなる折曲用複合シートの提供。
(もっと読む)
折曲用複合シート
【課題】成形時間の短縮、成形型などのシステムの軽便化、成形品肉厚の簿肉化、資材コスト、成形加工コストの削減を可能とする、FRPの製造方法及び成形体を提供する。
【解決手段】成形工程を簡易なものにするため、その前段階に資材シートの加工工程を設け、資材シートの折曲・固定成形を行う。つまり資材シートの加工工程において、単数又は複数のマトリックス材層部Aと強化材層部Bから構成される複合平板シートDを用意し、押し込み、切り込み切削除去、切断、溶融、焼却気化などの手段により線状溝1を形成する。
(もっと読む)
多層複合材料にビーディング折り目を形成する方法及び少なくとも1つのビーディング折り目を有する多層複合材料
本発明の目的は、プラスチック材料製の少なくとも1つのコア層と、金属材料製の少なくとも2つのカバー層とを有する多層複合材料にビーディング折り目を形成する方法であって、高いプロセス信頼性及び形成される多層複合材料の最適な完全性を保証する方法を提供することである。形成すべきビーディング折り目の領域で、複合材料のコア層を少なくとも部分的に180℃〜300℃の温度に加熱することで目的が達成される。本発明はさらに、少なくとも1つのビーディング折り目を有する多層複合材料(2)であって、プラスチック材料製の少なくとも1つのコア層(4)と、金属材料製の少なくとも2つのカバー層(6、8)とを含む多層複合材料(2)に関する。 (もっと読む)
リード罫線加工具、リード罫線加工方法および発泡シート
【課題】シート部材をリード罫線に沿って折り曲げる際に、シート部材に亀裂が発生するのを防いでシート部材の折り曲げ加工時の歩留まり向上できるリード罫線加工具およびリード罫線加工方法を提供する。
【解決手段】リード罫線加工具10は、シート部材に間欠状のカット線31と、カット線31間を押し潰して押し罫線32を加工する際に、シート部材に亀裂が発生しないようにするために押し罫線32を加工する押し罫線部先端23の断面形状が、R形状である。
(もっと読む)
中空体の成形方法、当該成形方法を用いた中空体、及び中空体容器
【課題】凹部が急峻な縁部であり且つ周縁部が平坦であるように樹脂製段ボール等の中空体を加工する中空体の成形方法を提供する。
【解決手段】内部に多数の中空部18を有する樹脂製中空体10に対して、その表面に凹部19を形成する中空体の成形方法であって、凹部に対応した刃先を有する刃物24を厚み方向に表面から第一深さまで押し込むことにより、凹部対応領域13を周囲から切り離すハーフカットステップと、周囲から切り離された凹部対応領域に対して、押圧体26を厚み方向に表面から第二深さまで押し込むことにより、中空体の凹部対応領域が厚み方向に押しつぶされた凹部を形成する押圧ステップと、を備える。
(もっと読む)
1 - 20 / 48
[ Back to top ]