
Fターム[4F209NH10]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品の前処理・コンディショニング (122) | 温度調整 (12)
Fターム[4F209NH10]に分類される特許
1 - 12 / 12
繊維強化複合板の成形方法

【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
折板の製造方法

【課題】寸法が安定化された折板の製造方法を提供する。
【解決手段】本発明に係る折板の製造方法は、建築材料に用いられる折板の寸法を安定化させる工程を含む折板の製造方法であって、樹脂材料からなる平板を折り曲げることにより折板を形成する形成工程と、当該形成工程で形成された折板を加熱する加熱工程とを有する。加熱工程では折板の表面温度が100℃〜140℃になるまで当該折板を加熱する。形成工程では平坦な山部と谷部とが傾斜部を挟んで交互に並設された形状の折板を形成する。
(もっと読む)
樹脂シート折曲げ用加熱装置
【課題】樹脂シートの折曲げ部分を略均一に加熱する樹脂シート折曲げ用加熱装置を提供する。
【解決手段】樹脂シート1を折曲げる際に当該樹脂シート1の折曲げ部分2を加熱する樹脂シート折曲げ用加熱装置10であって、熱源11と、線状に開口した温風吹出口13と、温風の温度を調節する温風温度調節部と、温風吹出口の長手方向に沿って温風の温度を均一化する温度平滑機構14と、を有する。
(もっと読む)
熱可塑性積層物の連続成形
細長い熱可塑性複合部材(20)は、連続的な成形工程によって製造される。あらかじめ圧密された熱可塑性積層物は、その融解レイアップより低い温度まで加熱することにより軟化され、複数のセットのツールダイを介して、実質的に連続して供給される。ツールダイは、マンドレル上で軟化した積層物の部分を漸進的に成形し、閉断面を有する形状に積層物を形成する。 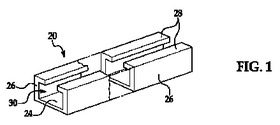 (もっと読む)
(もっと読む)
多孔質PTFE層の形成方法、ならびにこの形成方法により得られる多孔質PTFE層および成型品
【課題】表面にシワや変形を発生させることなく多孔質PTFE層を簡便に形成することができ、しかも気体透過量等の性状の調節を容易に行うことが可能となる、多孔質PTFE層の形成方法を提供する。
【解決手段】本発明の多孔質PTFE層の形成方法は、(1):1枚または2枚以上の未焼成多孔質PTFEフィルムと、下記工程(2)における加熱条件に耐えうる支持体(メッシュ等からなる棒状または板状の支持体が好ましい)とを、所定の手段を用いて下記工程(2)の加熱の際にスベリが生じないように組み合わせる工程、および(2):工程(1)の結果物を150℃以上、PTFEフィルムの融点未満の温度で5〜120分間(工程(1)で熱可塑性樹脂繊維等を用いられている場合は、好ましくはその融点〜320℃の温度で10〜60分間)加熱する工程を有することを特徴とする。
(もっと読む)
曲面パネルの製造方法、その施工方法およびその製造装置
【課題】熱硬化性樹脂を含有する材料を用いて低コストで製造でき、かつ良好に構造物の曲面部を被覆できる曲面パネルの製造方法、その施工方法、および、その製造装置を提供する。
【解決手段】曲面パネルの製造方法では、平面パネル成形工程と、硬化工程とを実施する。平面パネル成形工程では、熱硬化性樹脂を含有する被成形材料を、平面状のプレス型枠を用いてホットプレスして、軟化状態の平面パネル1Bを成形する。硬化工程では、当該軟化状態の平面パネル1Bを、トンネル状水路の下部インバート部に対応する曲面形状を有した矯正台2で曲面状に形成した後に硬化させる。プレス型枠に掛かるコストを大幅に低減でき、矯正台2も安価に製造できるので、熱硬化性樹脂を含有する曲面パネルの製造コストを大幅に低減できる。下部インバート部を曲面パネルで好適に被覆でき、パネルの施工性も向上できる。
(もっと読む)
シートの成型加工方法
【課題】十分に付型され、付型された形状の変化が抑制された湾曲形状のシートが得られるシートの成型加工方法を提供する。
【解決手段】本発明は、熱可塑性樹脂を主体とするシートに湾曲形状を付与するシートの成形加工法であって、シートを凹状湾曲型上に載置して赤外線ヒーターによってシートの熱変形温度より20℃低い温度から熱変形温度の範囲の温度に加熱した後、凸状湾曲型を載せて一対の湾曲型の間にシート挟んで冷却しながら湾曲形状を付与することを特徴とし、その際に、赤外線ヒーターの出力を高出力から低出力に段階的に変化させると共に、少なくとも30秒かけて加熱温度まで加熱することを特徴とする。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する位置のみを変形可能に加熱し、所定形状のスリットが形成されている複数のプレートのスリットを通過させて長尺熱可塑性樹脂シートを賦形する異型長尺成形体の製造方法であって、プレートのスリット形状が上流から下流方向に行くに従って、平面形状から次第に異型長尺成形体の断面形状になされていることを特徴とする異型長尺成形体の製造方法。
(もっと読む)
樹脂被覆円筒体の急冷処理装置
【課題】樹脂被覆円筒体の表面に冷却液を噴射する方法を採用することにより、簡便で迅速な冷却が可能となり、非晶質表面処理に応用した場合にも、非晶化効果を確実に得ることができる装置を提供する。
【解決手段】急冷処理の対象の円筒体を、該円筒の軸が垂直方向になるように保持する保持手段、円筒体の円筒を、その軸を中心に回転するように保持手段を回転させる回転駆動手段、保持手段で保持された円筒体を、冷却室入口から冷却室内部に搬入した後、冷却室出口に向かって搬送し、次いで冷却室出口から冷却室外部へ搬出する搬送手段、及び、冷却室内の、円筒体の搬送経路の側面に設けられた、円筒体の外側面に対して冷却液を噴射する冷却手段を備えることを特徴とする樹脂被覆円筒体の急冷処理装置。
(もっと読む)
端末に蓋部を有する長尺トリム材の製造方法
【課題】
長尺トリム材を構成する本体部の端末を裏側に折り曲げて形成された蓋部の折曲げ稜線が前記長尺トリム材の軸線と非直角で交叉する形状であるときに不可避的に発生する特有の不具合を防止して蓋部を成形可能にすることである。
【解決手段】
雄型F1 と雌型F2 とが型合わせされる途中において、雄型F1 の型上面に支持されたモール本体部1の端末の折曲げ予定部C’を雌型F2 に接触させて裏側に折り曲げながら、両型F1 ,F2 により形成される蓋部成形空間V1 に収容する際に、折曲げ稜線(L0 )と鋭角(α)をなす側の折曲げ予定部C’のポリマー材料を前記鈍角(β)の側に流動させて成形する。
(もっと読む)
相当に剛直な基板の折り曲げシステム及び方法
折り曲げ領域(32)によって相互連結されている第1及び第2部分(28、30)を有する相当の剛直な基板(22)の折り曲げシステム及び方法、及び第1及び第2加熱ダイ部材(60)。第1加熱ダイ部材(60)は、長尺本体部分(62)、及び長尺本体部分(62)に沿って延在してほぼ丸味を付けられた外縁部分(64)を有する。第2加熱ダイ部材(80)は、長尺本体部分(82)、及び長尺本体部分(82)に沿って延在する溝(84)を有する。加熱ダイ部材(60)は、基板(22)に接触するように構成されて、第1加熱ダイ部材(60)の外縁部分(64)を第2加熱ダイ部材(80)の溝(84)に滑り込ませたとき、基板(22)を折り曲げ領域(32)で折り曲げることができる。  (もっと読む)
(もっと読む)
プラスチック板の変形方法
本発明は、樹脂処理された繊維のコアを含んでなるプラスチック板を高圧および高温条件下で圧縮することにより形成し、得られた板を型(1、2、3)の中で変形させる方法であって、該プラスチック板が、型の中で変形する前に、(Tg+15℃)−(Tg+115℃)の範囲内の温度を有する必要があることを特徴とし、ここでTg(℃)はプラスチック板の変形またはガラス転移温度である、方法に関する。 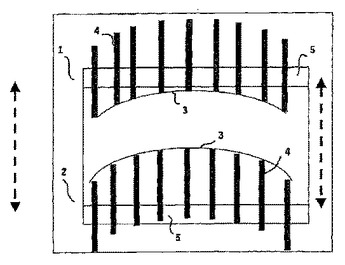 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]