
Fターム[4F210RG04]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 内部応力を有する予備成形品及びその製造 (1,120) | フィルム、シート (288)
Fターム[4F210RG04]の下位に属するFターム
管状のもの (41)
Fターム[4F210RG04]に分類される特許
81 - 100 / 247
多孔質材料の製造方法、多孔質膜の製造方法、高分子電解質の製造方法、多孔質材料、多孔質膜、高分子電解質膜、及び固体高分子型燃料電池
【課題】レーザーアブレーション加工による高分子基材への穿孔を、従来よりより小さな孔径でより高アスペクト比でおこない、緻密な孔開け加工を簡便に行う。また、特に、高分子フィルムや高分子シートに開けた緻密な多数の貫通孔を利用した複合電解質膜を提供する。
【解決手段】高分子フィルム又は高分子シートに、レーザーを照射させ、該高分子フィルム又は高分子シートの厚さ方向に複数の貫通細孔を生じさせる工程と、該高分子フィルム又は高分子シートに穿孔された孔の孔径を収縮させて該孔径を縮める工程と、該貫通細孔に電解質生成モノマーを充填させ、次いで該電解質生成モノマーを重合させて複合高分子電解質膜とする工程とを含む高分子電解質膜の製造方法。
(もっと読む)
延伸後に収縮安定性を示す熱収縮性多層フィルムまたはチューブ
構造層と、ヒートシール層とガスバリア層とを含む熱収縮性延伸多層フィルムが開示される。構造層は、エチレンとC3−C8,−エチレン性不飽和カルボン酸とのコポリマー、コポリマーのアイオノマー、ポリエステル、およびそれらのブレンドからなる群から選択されるポリマーを含む。ヒートシール層が、エチレンビニルアセテートコポリマー、エチレンアルキルアクリレートコポリマー、エチレンアルキルメタクリレートコポリマー、ポリエチレン、およびそれらのブレンドからなる群から選択されるポリマーを含む。構造層とヒートシール層との間に配置されたバリア層が、コポリマー主鎖に導入された約2〜約8モル%の1,2−グリコール構造単位を有する少なくとも1つのエチレンビニルアルコールコポリマーを含む。フィルムは、収縮バッグの製造において使用するのに特に適している。 (もっと読む)
巻き上がり現象の改善された熱収縮性のポリエステル系フィルム及びその製造方法
【課題】巻き上がり現象の改善された熱収縮性のポリエステル系フィルム及びその製造方法を提供する。
【解決手段】ジカルボン酸としてジメチルテレフタレートまたはテレフタル酸を主成分とし、且つ、ジオール成分としてエチレングリコールを主成分として製造された熱収縮性のポリエステル系フィルムにおいて、熱収縮性のポリエステル系フィルムを構成する高分子組成を調節し、製造工程における製膜工程を特定化して前記熱収縮性のポリエステル系フィルムのガラス転移温度を77.5℃以上に最適化させることにより、熱収縮性のポリエステル系フィルムの製造に際して、巻き上がりの発生率を20%以下に改善し、透明な熱収縮性のポリエステル系フィルムを提供する。これにより、本発明による熱収縮性のポリエステル系フィルムは、プラスチック瓶のラベルとして有効に活用することができる。
(もっと読む)
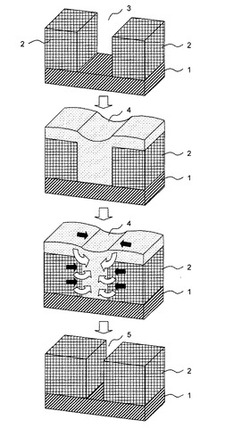
収縮成形体の製造方法、及び収縮成形体

【課題】 本発明は、成形型が複雑な構造を有しなくても、所望の凸形状を有する収縮成形体を形成でき、該収縮成形体を成形型から容易に引き抜くことができる、収縮成形体の製造方法を提供する。
【解決手段】 外面に凸形状が形成された収縮成形体の製造方法において、熱収縮性シートを筒状に形成した筒状シート5であって、内面の一部分に熱収縮を規制する収縮規制部材2が添付された筒状シート5を、成形型8に外嵌する工程、筒状シート5を熱収縮温度で加熱することにより、成形型8に沿って筒状シート5を熱収縮させ、収縮成形体を得る工程、収縮成形体を成形型2から引き抜く工程、を有する。
(もっと読む)
筒状シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】半導体レーザー光で溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルの切断端を上下に重ねてラベルを筒状に成形し、前記重ね部と、重ね部近傍の前記下ラベルとを半導体レーザー光で照射し、前記重ね部を半導体レーザー光で溶着することを特徴とする。筒状シュリンクラベル熱収縮率および接着強度に優れる。
(もっと読む)
熱収縮性フィルム並びに該フィルムを用いた成形品、熱収縮性ラベル、及び該成形品又は該ラベルを装着した容器
【課題】収縮過程で所定の剛性を有し、収縮仕上がりが良好であり、かつ低温収縮性にも優れるポリ乳酸系の熱収縮性フィルムの提供。
【解決手段】50質量%以上のポリ乳酸系樹脂を含有する樹脂組成物からなり、又はこの樹脂組成物からなる(I)層を有し、フィルムの厚みの平均値を20〜100μmとし、80℃×10秒間浸漬時の収縮率を20%以上とし、かつ3秒間温水中浸漬時の熱収縮率が10%、20%及び30%となる温度での主収縮方向と直交する方向の貯蔵弾性率Y(10)、Y(20)、Y(30)が以下の関係式を満たす
1.0×108MPa≦Y(10)≦7.0×108MPa
3.0×107MPa≦Y(20)≦2.5×108MPa
2.3×107MPa≦Y(30)≦9.0×107MPa
(もっと読む)
積層フィルム、並びに該フィルムを用いた延伸フィルム、熱収縮性フィルム、成形品、熱収縮性ラベル、及び該ラベルを装着した容器
【課題】優れた仕上がり性と再生添加後に優れた透明性を有し、かつ層間接着性にも優れた、包装、収縮結束包装や収縮ラベル等の用途に適した積層フィルムの提供。
【解決手段】下記(I)層と(II)層との間に(III)層を有する少なくとも3層からなり、 (I)層を主成分としてポリ乳酸系樹脂(A)を含有する樹脂組成物、(II)層をポリ乳酸系樹脂(A)とポリオレフィン系樹脂(B)とを含有し、ポリ乳酸系樹脂(A)の含有量が(III)層に含まれるポリ乳酸系樹脂(A)の含有量より少ない樹脂組成物、(III)層をポリ乳酸系樹脂(A)とポリオレフィン系樹脂(B)とを含有し、前記ポリ乳酸系樹脂(A)の含有量が(I)層に含まれるポリ乳酸系樹脂(A)の含有量より少ない樹脂組成物で構成する。
(もっと読む)
位相差フィルム前駆体の製造方法及び位相差フィルムの製造方法
【課題】その後の収縮を伴う加熱処理により位相差フィルムとされるオレフィン系樹脂フィルムに粘着層を介して収縮性フィルムを貼り合わせた状態で、特定の処理を施すことにより、後の加熱処理において粘着層とオレフィン系樹脂フィルムとの間に気泡が発生するのを防止し、nx>nz>nyの関係を有する位相差フィルムが均一に安定して製造できるようにする。
【解決手段】オレフィン系樹脂フィルム1の片面又は両面に粘着層3を介して収縮性フィルム2を貼り合わせ、これをロール14に巻き取り、巻き取られたロール状フィルムを、30〜70℃の温度で20〜200時間保持して養生することにより、位相差フィルム前駆体を製造する方法が提供される。得られる前駆体に、収縮を伴う加熱処理を施し、さらに収縮性フィルムを粘着層とともに剥がすことにより、位相差フィルムが得られる。
(もっと読む)
熱収縮性多層フィルム及び熱収縮性ラベル
【課題】 乾熱収縮用の熱収縮性ラベルとして用いた場合に、装着後においてシワ、印刷柄の歪み、収縮ムラ等の不具合が発生することなく、優れた収縮仕上り性を実現することが可能な熱収縮性多層フィルム及び該熱収縮性多層フィルムをベースフィルムとする熱収縮性ラベルを提供する。
【解決手段】 ポリエステル系樹脂を含む外面層が、ポリスチレン系樹脂を含む中間層を介して積層された熱収縮性多層フィルムであって、前記ポリエステル系樹脂のビカット軟化温度(Vt1)と、前記ポリスチレン系樹脂のビカット軟化温度(Vt2)とが、下記式(1)を満たす熱収縮性多層フィルム。
[数1] (もっと読む)
(もっと読む)
熱収縮性ポリオレフィン系フィルム、およびその製造方法
【課題】主収縮方向である長手方向への収縮性が高く、収縮仕上がり性、ミシン目開封性、溶剤接着性が良好な熱収縮性ポリオレフィン系フィルムを提供する。
【解決手段】本発明のフィルムは、環状のポリオレフィン系樹脂を主成分とするスキン層と非環状のオレフィン系樹脂を主成分とするコア層とが積層されており、主収縮方向が長手方向になっている。そして、フィルム全体の厚みに対するスキン層の厚みの比率、90℃の温水中で10秒間処理した場合における長手方向の温湯熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の温湯熱収縮率、80℃の温水中で長手方向に10%収縮させた後の幅方向の直角引裂強度が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
積層フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル及び該ラベルを装着した容器
【課題】耐熱性、外観に優れ、かつ、高温で処理しても剥離しにくい積層フィルムを提供する。
【解決手段】ポリエステル系樹脂を主成分とする外層と、熱可塑性樹脂を主成分とする内層と、前記外層と内層との間に配置された接着性樹脂を主成分とする接着層とを有する積層フィルムであって、引き取り方向の一端側の外層面と、引き取り方向の他端側の内層面又は外層面とを引き取り方向に平行となるようにシールして前記積層フィルム上に2〜7mm幅の重ね合わせ部を形成し、90℃で熱処理した後、常温に戻したときに、前記重ね合わせ部でシールされている外層の端面又は外層及び接着層の端面と、接着層及び内層端面又は内層端面との間のズレ幅を、重ね合わせ部の重ね幅の5%以内とする。
(もっと読む)
熱収縮性多層フィルム
【課題】突き刺し強度、ヒートシール性、低温収縮性、トレーを変形させない残留応力を有しつつ、収縮包装後の変形回複性が優れたフィルムの提供。
【解決手段】両表面層と少なくとも1層の芯層とからなる熱収縮性多層フィルムであって、前記芯層が結晶性プロピレン系重合体20〜80重量%と非晶性プロピレン系重合体80〜20重量%とからなり、前記非晶性プロピレン系重合体が下記(a)〜(c)を満たすことを特徴とする熱収縮性多層フィルム。(a)エチレン由来の単量体単位を有し、該単量体単位の含有量が5重量%を超え、12重量%未満。(b)密度が0.870〜0.885g/cm3。(c)ショアーA硬度が90〜100。
(もっと読む)
周期的な構造が形成された樹脂フィルムの製造方法
【課題】周期的な微細凹凸を有する樹脂フィルムを形成する方法であって、安価かつ簡便なプロセスを提供すること。また、周期的な微細凹凸を有する樹脂フィルムを形成する方法において、樹脂フィルムの材質や、樹脂フィルムに周期的な構造を形成する材質を、多様な材料から選択することができる製造方法を提供すること。
【解決手段】周期的なドットパターンを有する樹脂フィルムを収縮するステップを含む、周期的な構造が形成された樹脂フィルムの製造方法であって、前記周期的なドットパターンを有する樹脂フィルムは、ハニカム状多孔質フィルムを鋳型として、そのハニカムパターンを転写された樹脂フィルムである製造方法。
(もっと読む)
厚さ方向の屈折率がコントロールされた位相差フィルム、およびその製造方法。
【課題】液晶表示装置の視野角の拡大やコントラストの向上等の表示性能の向上に有用な位相差板およびその製造方法を提供する。
【解決手段】熱収縮性を有するフィルムAを収縮させて得られる位相差フィルムであって、厚さ方向(ZD)の屈折率nzが、長手方法(MD)の屈折率nxおよび/または幅方向(TD)の屈折率nyよりも大きな値を有する位相差フィルム。厚さ方向(ZD)の屈折率nzが、長手方法(MD)の屈折率nxおよび/または幅方向(TD)の屈折率nyよりも大きな値を有する位相差フィルムを製造する方法であって、熱収縮性を有するフィルムAを収縮させて厚さ方向の屈折率nzをコントロールする、位相差フィルムの製造方法
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】ミシン目開封性が非常に良好な上、きわめて生産性の高い熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、80℃の温水中で幅方向に10%収縮させた後の長手方向の直角引裂強度、80℃の温水中で幅方向に10%収縮させた後にエルメンドルフ引裂荷重を測定した場合におけるエルメンドルフ比、長手方向の引張破壊強さが、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】収縮仕上がり性、ボトルとの密着性、ミシン目開封性、溶剤接着強度、初期破断率の全てが優れるラベルに適した熱収縮性ポリエステル系フィルムを提供する。
【解決手段】ブチレンテレフタレートユニットとエチレンテレフタレートユニットとネオペンチルテレフタレートユニットとを必須的に含むポリエステル樹脂成分Aと、エチレンテレフタレートユニットとネオペンチルテレフタレートユニットとを主として含むポリエステル樹脂成分Bとを、それぞれ別々の押出機A1およびB1に投入して溶融し、溶融状態のまま樹脂成分Aおよび樹脂成分Bをスタティックミキサに投入した後に、T−ダイから押出し、冷却して形成した未延伸シートを少なくとも一軸に延伸することにより得られる熱収縮性ポリエステル系フィルムである。
(もっと読む)
直線カット性ポリアミド系熱収縮積層フィルム及びその製造方法
【課題】
優れた直線カット性を有すると共に、高熱水収縮性や良好な厚み精度、さらに優れたガスバリア性を有し、例えば食品、薬品、工業製品等の包装袋の基材フィルムとして好適に使用できる、直線カット性ポリアミド系熱収縮積層フィルム及びその製造方法を得る。
【解決手段】
脂肪族ポリアミド重合体(A)を55〜79質量%と、芳香族ポリアミド重合体(B)を21〜45質量%とを含む(a)層と、ガスバリア樹脂(C)を90〜100質量%含む(b)層とをそれぞれ少なくとも一層有する積層フィルムであり、直線カット性(MDに直線を引き、200mm裂いたときの直線からのズレ量の絶対値)が5.0mm以下、95℃×5分における熱水収縮率がフィルムの流れ方向(MD)、フィルムの幅方向(TD)ともに15%以上、フィルムの幅方向(TD)の厚み変動率が平均厚みの10%以下であり、さらに25℃×50%RHの条件下における酸素透過率が30fmol/(m2・sec・Pa)以下であることを特徴とする直線カット性ポリアミド系熱収縮積層フィルム。
(もっと読む)
ブロック共重合体及びそれを含む熱収縮性フィルム
【課題】収縮包装、収縮結束包装や収縮ラベルに好適な剛性、透明性、自然収縮性、低温収縮性及び低収縮応力等の物性バランスに優れた熱収縮性フィルムの提供。
【解決手段】特定のビニル芳香族炭化水素重合体ブロック、ビニル芳香族炭化水素/共役ジエン系炭化水素共重合体ブロック及び共役ジエン系炭化水素重合体ブロックからなる構造を有し、特定のビニル芳香族炭化水素含有量、ビニル芳香族炭化水素のブロック率及びビニル芳香族炭化水素重合体ブロックの数平均分子量を有するブロック共重合体(a)から形成される熱収縮性フィルム。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】輸送時、特に低温下での耐衝撃性に優れ、かつ収縮時の仕上がりもよく、充分な溶剤接着性をもつ、特に缶詰集積用の熱収縮性ポリエステル系フィルムを提供する。
【解決手段】95℃、10秒での主収縮方向の温湯収縮率が55%以上であり、以下の振動試験において、横裂け不良発生率が20%以下である熱収縮性ポリエステル系フィルム。フィルムをチューブ状に接合加工したものを、特定サイズの食用絞り缶を高さ方向に3缶集積したものに被せ、シュリンクトンネルで収縮装着後、集積体を特定サイズの段ボール箱に縦6列、横3列、計18パックを入れ封をする。次に、この段ボール梱包体を、縦方向に水平に、振動幅50mm、振動速度180往復/分で30分間振動させた後、缶の円周上に30mm以上の裂け疵を生じたものを不良とし、18パック中の不良パック数の割合を横裂け不良発生率(%)と定義する。
(もっと読む)
ポリエステル系熱収縮性フィルムロール
【課題】高精度印刷適性がロール全般にわたって良好であり、高速印刷性、シール性にも追従できる熱収縮性フィルムロールを提供する。
【解決手段】長さ1000m以上の熱収縮性フィルムをコアに巻き取ってなるフィルムロールであって、長手方向5mの長さで採取した前記熱収縮性フィルムを、長手方向5mの湾曲台に載置した際のフィルム中央部の幅方向に対する湾曲の絶対値が15mm以下であり、フィルムロールのコア巻付部で測定した湾曲と、フィルムロールの巻出部で測定した湾曲との差が10mm以下であり、かつ、フィルムを80℃温水中に10秒間浸漬した後の幅方向の収縮率が少なくとも20%であり、かつ、長手方向の収縮率が8%以下であるポリエステル系熱収縮性フィルムロール。
(もっと読む)
81 - 100 / 247
[ Back to top ]