
Fターム[4F210RG05]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 内部応力を有する予備成形品及びその製造 (1,120) | フィルム、シート (288) | 管状のもの (41)
Fターム[4F210RG05]に分類される特許
1 - 20 / 41
収縮仕上がり性に優れたポリエチレン系架橋シュリンクフィルム
【課題】収縮包装体のコーナーシワや四隅の角立ち等の低温収縮仕上がり性に対して高い要求を満たし、包装機での製袋の余裕率を通常よりも大きくする場合においても、収縮したフィルムと被包装物とのフィット感不足、収縮不足による波状のシワが発生すること無い、美麗な収縮包装仕上がり性が得られるポリエチレン系架橋シュリンクフィルムを提供する。
【解決手段】高圧法により製造される特定の長鎖分岐を有する低密度ポリエチレン10〜50重量部、特定の直鎖状低密度ポリエチレン50〜90重量部からなる樹脂組成物を主成分とする両表面層、及び特定のエチレン−αオレフィン共重合体から選ばれる1種または2種以上の混合物を主成分とする芯層を有する少なくとも3層以上の構成であり、20〜60kGyの電子線照射により架橋せしめ、縦横同時に3〜6倍の延伸加工を行うことによって得られるポリエチレン系架橋シュリンクフィルム
(もっと読む)
二軸配向ポリエステルフィルム
【課題】耐熱性が高く、さらに二軸方向において熱収縮加工時に収縮斑やシワなどの外観不良のない、美麗な外観が得られる高収縮性二軸配向ポリエステルフィルムを提供する。
【解決手段】ポリエチレンナフタレートを主たる構成成分とするフィルムであって、180℃、30分間熱処理したときの熱収縮率が縦方向および横方向ともに8%以上であって、かつ155℃、30分間熱処理したときの熱収縮率が縦方向および横方向ともに5%以下である二軸配向ポリエステルフィルムによって得られる。
(もっと読む)
熱収縮性チューブ
【課題】優れた耐衝撃性及び印刷適性を両立し、リチウムイオン電池などの二次電池の被覆に適した熱収縮性チューブを提供する。
【解決手段】ジオール成分として1,4−シクロヘキサンジメタノールを含有するポリエステル系樹脂(A)50質量%以上81質量%以下、ポリアミド系樹脂(B)18質量%以上30質量%以下、及び熱可塑性エラストマー樹脂(C)1質量%以上20質量%以下を含んでなるポリエステル系樹脂組成物からなる熱収縮性チューブであって、ASTM D 3763に基づく、ストライカの速度3m/sec、0℃におけるハイドロショット試験において、厚み0.11mmのサンプルのパンクチャー点の変位が9.0mm以上である、熱収縮性チューブ。
(もっと読む)
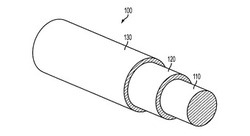
定着部材の製造方法
【課題】不完全な定着の発生を抑制しうる定着部材を提供する。
【解決手段】基材110を得る工程と、基材110の外面の周りに外側スリーブ130を配置する工程と、基材110の外面と外側スリーブ130の内面の間に中間層120を注入し、定着部材を形成する工程と、定着部材100を硬化させる工程と、定着部材100を、外側スリーブ130の融点より約30℃低い温度と外側スリーブ130の融点より約50℃高い温度との間の第1の温度で約1から約20分間調整する工程と、を含む、定着部材100の製造方法である。
(もっと読む)
熱収縮チューブの製造方法および製造装置

【課題】膨張したチューブの外周面に部材を接触させなくても、安定した品質の熱収縮チューブを得ることができる熱収縮チューブの製造方法および製造装置を提供する。
【解決手段】制御装置100は、チューブ101の送り路に沿って移動可能に、かつ送り路を挟んで開閉可能に設けられた一対のピンチローラ105と、チューブ101の一端からチューブ内にエアを供給するエア通気孔104と、ピンチローラ105よりもエア通気孔104側に配置され、送り路を挟んで開閉可能に設けられた一対のピンチローラ106と、ピンチローラ105を閉じピンチローラ106を開いた状態でチューブ内にエアを供給してからピンチローラ106を閉じ、ピンチローラ105とピンチローラ106との距離を変更することでチューブの膨張を調整する制御部112とを備える。
(もっと読む)
収縮仕上がり性に優れたポリオレフィン系熱収縮性フィルム
【課題】架橋を行うことなく優れた低温収縮性、耐熱性が得られ、高価な商品を包装する
際に必要とされる高度な収縮仕上がり性を発現可能なポリオレフィン系熱収縮性フィルム
を提供することを課題とする。
【解決手段】示差走査熱量計(以下、DSCと略す)によって測定される溶融ピーク温度
が130℃〜170℃の範囲であり、かつ硬度(ショアーA)が60〜90であるポリオ
レフィン系エラストマー10〜60重量部とプロピレン系樹脂40〜90重量部からなる
表層、及びエチレン系樹脂からなる芯層の少なくとも3層からなるフィルムを縦横2軸延
伸したポリオレフィン系熱収縮性フィルム。
(もっと読む)
ポリオレフィン系薄膜多層シュリンクフィルム
【課題】厚みは6〜11μと薄いにもかかわらず、高引張弾性率、高熱収縮率、高引裂強度、及び経時収縮が小さい等の特性バランスが優れ、高速自動包装や印刷に好適に用いられるポリオレフィン系薄膜多層シュリンクフィルムを提供する。
【解決手段】プロピレン系樹脂からなる両表面層と、メタロセン触媒によって重合された結晶性プロピレン樹脂(以下、メタロセンPPと記す)、又は、エチレン系樹脂を主体とする内部層を有する少なくとも3層以上の多層構成を縦倍率よりも横倍率が大きく、面積延伸倍率が20倍以上の延伸条件で二軸延伸加工し、下記(a)〜(d)をすべて満足するポリオレフィン系多層シュリンクフィルム。
(a)厚みが6~11μの範囲である。
(b)引張弾性率が0.8GPa以上である。
(c)120℃での熱収縮率が35%以上である。
(d)40℃雰囲気中で7日間保管後の収縮率が4%以下である。
(e)引裂強度が30mN以上である。
(もっと読む)
集積包装用ポリエチレン系熱収縮性多層フィルム
【課題】結束力が高く、自動包装機適性に優れ、薄くても十分な強度を有し、収縮包装後も透明性光沢性に優れ、また低温ヒートシール性、低温収縮性、耐熱性によってスリーブ包装に特に適する集積包装用ポリエチレン系の熱収縮性フィルムを提供する。
【解決手段】ポリエチレン系多層フィルムを二軸延伸によりMD及びTD共に延伸倍率3.0倍以上で延伸した後、熱ロール処理により60〜100℃の温度でMDに1.1〜3.0倍に延伸して得られる集積包装用ポリエチレン系熱収縮性多層フィルム。望ましくは、前記フィルムは少なくとも3層以上の多層であり、両表層のポリエチレン系樹脂の平均密度(a)と芯層のポリエチレン系樹脂の平均密度(b)が(a)≦(b)である。
(もっと読む)
ポリフェニレンスルフィド系熱収縮性チューブ、および、該チューブで被覆された部材
【課題】難燃性、耐熱性を維持しつつ、優れた収縮機能が付与されたポリフェニレンスルフィド系熱収縮性チューブを提供する。
【解決手段】ポリフェニレンスルフィド系樹脂(A)とリン系可塑剤(B)とを含んでなる樹脂組成物からなるポリフェニレンスルフィド系熱収縮性チューブにおいて、熱重量分析器によって、空気雰囲気下、10℃/分の昇温速度で20℃から600℃まで加熱した時の、5%質量減少時の温度T1と10%質量減少時の温度T2との差T2−T1を、10℃以上100℃以下とする。
(もっと読む)
難燃性熱収縮チューブ及び該チューブで被覆された部材
【課題】収縮特性及び耐熱性に優れ、かつ臭素系化合物、リン系化合物、アンチモン系化合物を添加しない、優れた難燃性を有する難燃性熱収縮チューブの提供。
【解決手段】難燃性熱収縮チューブにおいて、ガラス転移温度が0℃以下であり、かつ、結晶融解温度が70〜120℃であるポリエステル系樹脂(A)、メラミン誘導体化合物(B)、架橋剤(C)、及びカルボジイミド化合物(D)で構成される樹脂組成物を主成分とし、ポリエステル系樹脂(A)のゲル分率が70質量%以上であり、この樹脂組成物の総量を100質量%とした場合、メラミン誘導体化合物(B)の含有率を20〜60質量%以下、架橋剤(C)の含有率を0.1〜0.7質量%未満、カルボジイミド化合物(D)の含有率を0.1〜3質量%以下とする。
(もっと読む)
遮光性を有したポリプロピレン系およびポリオレフィン系多層シュリンクフィルム
【課題】熱収縮特性に優れ、オーバーラップ形式の高速自動ピロー包装機およびL型半折自動包装機に好適な溶断シール性を有し、かつ遮光率が50%以上を有するポリプロピレン系シュリンクフィルムまたはポリオレフィン系多層シュリンクフィルムを提供する。
【解決手段】(1)ポリプロピレン系樹脂に酸化チタンやカーボンブラックの遮光材を0.5〜30%重量混合したものを、溶融して共押出によりシート状に加工したフィルムを縦横それぞれ3倍以上に延伸した、ポリプロピレン系のシュリンクフィルムである。(2)ポリプロピレン系又はポリオレフィン系樹脂からなる表面層と、酸化チタン又は酸化チタンとカーボンブラックの混合物を含んだ内部層を少なくとも1μm以上積層し、縦横それぞれ3倍以上に延伸した、少なくとも2層以上からなるポリオレフィン系多層シュリンクフィルムである。
(もっと読む)
常温収縮チューブの製造方法
【課題】常温収縮チューブの両端を密封して把持する必要がなく常温収縮チューブ素管の損傷を防ぎ、短時間で容易に常温収縮チューブ素管を拡経することができる常温収縮チューブの製造方法を提供する。
【解決手段】拡径用チューブ101の外面に常温収縮チューブ素管100を配置した積層体102を拡径外径規制筒11内に配置し、拡径用チューブ101の内面に流体圧力をかけて常温収縮チューブ素管100を拡径外径規制筒11の内面まで膨らませた状態で低温槽200内において凍結させ、拡径外径規制筒11と積層体102を室温環境に取り出し、拡径用チューブ101から流体圧力を開放して、凍結状態の常温収縮チューブ素管100内から縮径した拡径用チューブ101を取り出し、常温収縮チューブ素管100が拡径保持筒300上に密着するまで加温あるいは室温下に放置する。
(もっと読む)
巻きシュリンクラベル、巻きシュリンクラベル付き容器およびこれらの製造方法
【課題】感熱接着剤および炭酸ガスレーザー光でラベル端部を固定する巻きシュリンクラベルを提供する。
【解決手段】容器の胴部外周面に直接貼付する巻きシュリンクラベル100であって、縦一軸延伸した熱収縮性基材フィルム10が延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤40が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層20と感熱接着剤40とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層20の一部に感熱接着剤40が形成されている。
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
包装用シュリンクフィルム及びその製造方法
【課題】 本発明は、剛性、収縮性及び透明性に優れた包装用シュリンクフィルムを提供する。
【解決手段】 本発明の包装用シュリンクフィルムは、メルトフローレイトが0.1〜3g/10分の低密度ポリエチレン30〜95重量%と、メタロセン触媒を用いて重合され且つメルトフローレイトが0.1〜3g/10分のプロピレン−エチレンランダム共重合体5〜70重量%とを含有することを特徴とするので、剛性に優れており、従来から段ボールを用いて包装されていた被包装物を段ボールの代わりに本発明の包装用シュリンクフィルムを用いて包装することができる。
(もっと読む)
ポリプロピレン系多層シュリンクフィルム
【課題】弾性率、低温収縮性と平面性が共に優れ、自動包装機における高速包装適性と収縮包装仕上がり性とを両立できるポリプロピレン系多層シュリンクフィルムを提供する。
【解決手段】示差走査熱量計(DSC)によって測定される融解ピーク温度が130〜165℃、メルトフローレート(MFR、測定温度230℃、荷重2.16kgf)が1.0〜10.0g/10分であるプロピレン系樹脂(A)からなる層(X)と、DSCによって測定される融解ピーク温度が110〜120℃であり、MFRが1.0〜10.0g/10分であるメタロセン触媒によって重合された結晶性プロピレン−α−オレフィンランダム共重合体(B:以下、メタロセンPP)を主体とする層(Y)を有し、少なくとも3層以上からなり、縦横とも延伸倍率3倍以上の延伸加工を施し、100℃における熱収縮率が縦横とも25%以上であるポリプロピレン系多層シュリンクフィルム。
(もっと読む)
熱収縮ゴム組成物および成形品。
【課題】 100℃以下の温度において容易に熱収縮可能なゴム組成物および該ゴム組成物を含む成形品を提供すること。
【解決手段】 ゴム成分(A)100重量部に対して、側鎖結晶性重合体(B)を3重量部〜100重量部、軟化剤(C)、充填剤(D)及び加硫剤(E)を含む熱収縮ゴム組成物および該ゴム組成物を含む成形品によって上記課題が解決される。
(もっと読む)
収縮包装用多層フィルムおよびその製造方法
【課題】熱収縮性と収縮包装後の変形回復性を両立した収縮包装用多層フィルムおよびその製造方法を提供すること。
【解決手段】層(A)と、前記層(A)上に積層されるヒートシール層と、からなる収縮包装用多層フィルムであって、前記ヒートシール層は、密度が0.900〜0.930g/cm3である、少なくとも1種のエチレン−α−オレフィンランダム共重合体(X)からなる層であり、前記層(A)は、密度が0.900〜0.930g/cm3である、少なくとも1種のエチレン−α−オレフィンランダム共重合体(Y)を30〜80質量%と、密度が0.860〜0.890g/cm3である、少なくとも1種のエチレン−α−オレフィンブロック共重合体(Z)を20〜70質量%と、を含む組成物からなる層である、収縮包装用多層フィルム。
(もっと読む)
成形型
【課題】筒状体から成形するカップ状の成形体の底部に、所定の形状及び口径の穴を安定した状態で確実に形成することができる成形型を提供する。
【解決手段】上部側が育苗ポットの底部側に、下部側が育苗ポットの上端開口部側に対応するように、所定形状に形成された本体部10と、この本体部10に被嵌した筒状体の下端部を本体部10との間に挟み込んで保持する保持部20と、成形完了後の育苗ポットを押し上げて本体部10から離型する離型部30と、本体部10に被嵌した筒状体を加熱収縮させる際、その筒状体の上端部を予備的に整形する予備整形部40とを備えており、予備整形部40を押し下げて予備整形された底部を底部成形面となる離型部30のフランジ部34の上面及び予備整形部40の可動整形部材41の上面に押し付けることで、育苗ポットの底部を成形するようになっている。
(もっと読む)
ラベル
【課題】ミシン目開封性が非常に良好な上、きわめて生産性が高く 印刷等の加工時に長手方向に破断し難い熱収縮性ポリエステルフィルムを得て、そのような熱収縮性フィルムからなる引き裂き具合が良好なラベルを提供すること。
【解決手段】フィルム幅方向を主収縮方向として熱収縮する熱収縮性フィルムを基材とし、包装対象物に応じてカットされ、フィルム幅方向の両端が接着された環状体が、包装対象物の外周の少なくとも一部を熱収縮して被覆しているラベルであって、主収縮方向と直交する方向(フィルム長手方向)の直角引裂強度が100N/mm〜310N/mmであり、かつ、主収縮方向と直交する方向(フィルム長手方向)の引張破壊強さが50MPa以上300MPa以下であるラベル。
(もっと読む)
1 - 20 / 41
[ Back to top ]