
Fターム[4F211AD16]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 形状、構造 (1,825) | 繊維製品(編織物、不織布、長繊維物、コード) (232)
Fターム[4F211AD16]に分類される特許
201 - 220 / 232
難燃性ラミネート
高圧ラミネートは、樹脂含浸紙の第一の層(12)と、少なくとも一つの繊維強化ベールの層(14,16)とを含んでいる。各層の繊維強化ベールは、バインダおよび充填剤を含んでいる。該ラミネートは、ISO−1716に従って試験したときに3.0MJ/kg未満の熱量値を有することを特徴とするものである。 (もっと読む)
パイプラインのための紫外線硬化性管状ライニング材料
【課題】パイプラインを再生すること
【解決手段】本発明は、空気不透性かつ光不透過性のポリマー製内側層と、織物、織られた構造、不織構造、および/またはフェルト構造および硬化性樹脂を含む外側管状ジャケットとを備え、前記硬化性樹脂は紫外線イニシエータと過酸化物との混合物を含む、パイプラインを補強するための管状ライニング材料に関する。
(もっと読む)
ダクトのライニング
【課題】
【解決手段】複合材料層(3)を含む可撓性裏打ち材(2)をダクト(1)内の構造部材に変換させるのに適合した裏打ち材変換装置は、裏打ち材(2)への挿入に適合した前方部分(6)と、複合材料層(3)の一方の側に加熱手段(8)を有する中央部分(7)と、加熱された複合材料(3)をダクト(1)に向けて押しつける固化手段(11)を有する後方部分(10)とからなり、中央部分(7)は、加熱ガスを加熱手段(8)から複合材料層(3)を透過させて該層を加熱し、層(3)の反対側に空気間隙(14)を形成すると共に、加熱手段(8)を実質的に囲繞し、複合層(3)の反対側にある追加の加熱手段(43)を有するのに適合する。追加の加熱手段(43)は層(3)を透過する熱の分布を促進して、加熱手段(8)から離れた層(3)の側を十分に加熱する。  (もっと読む)
(もっと読む)
車両用天井材及びその製造方法。

【課題】 車両用天井材の製造費を安価にする。
【解決手段】芯材3の上面に順次設けられた上繊維層7、上バリア層8及び不織布9を有する基材2を基台Bに載置し、基材2の上にフェルト10を載置する。超音波溶着用のホーンHをフェルト10の上面から基材2の所定の深さまで押し込むとともに、ホーンHを上下方向に超音波振動させる。これにより、フェルト10を芯材3に溶着する。
(もっと読む)
フルオロポリマーシーラント
テトラフルオロエチレンと少なくとも約15重量%の高度にフッ素化されたモノマーとの共重合体のヒートシール可能なテープ。該共重合体は372℃で約1000Pa・S以下の溶融粘度および約250℃以下の施工温度を有する。本発明はさらに、各シートが少なくとも1つのフルオロポリマー表面を有する、シート材料、特に布の2つのセクションから形成されるシームを提供する。各セクションの一つのフルオロポリマー表面上へのヒートシール可能な組成物の施工によってセクションは互いにシールされる。ヒートシール可能な組成物は、372℃で約1000Pa・S以下の溶融粘度および約250℃以下の施工温度を有する、テトラフルオロエチレンと少なくとも約15重量%の高度にフッ素化されたモノマーとの共重合体を含む。好ましい実施形態では、建造物および製造装置は、各シートが少なくとも1つのフルオロポリマー表面を有するシート材料の2つのセクションからシームを形成されたシート材料から製造される。 (もっと読む)
枝管ライニング工法
【課題】 枝管ライニング材内にバリが残らないし、枝管ライニング材の樹脂製フィルムにピンホールが形成されないと共に、枝管ライニング材に圧力バッグを連結しないので作業が容易である枝管ライニング工法を提供する。
【解決手段】 一側端に鍔3を有する可撓性チューブ2に硬化性樹脂を含浸させた枝管ライニング材1を他端側から鍔3側にかけて、基端側を閉塞した圧力バッグ5内に収容する。鍔3の近傍で外側に折返して伸長させた先端側を閉塞して圧力バッグ5内を密閉空間に形成し、枝管ライニング材1の鍔3を枝管開口縁52Aに衝合押圧した状態にして流体供給管から流体を密閉空間6内に加圧供給する。圧力バッグ5の膨張圧力により枝管ライニング材1を反転させながら枝管52内に進出させると共に枝管内壁52Bに圧着し、この状態で枝管ライニング材1の硬化性樹脂を硬化させる。
(もっと読む)
管路の内張り材
【課題】 SMC筒状体を確実に拡開して管路の内面に密着させた状態で硬化させ、適切に内張りすることのできる内張り材を提供することを目的とする。
【解決手段】 反応硬化性樹脂に繊維を分散させ、前記反応硬化性樹脂を増粘させてなるシートを筒状に丸め、その両縁を重ね合わせたSMC筒状体2と、当該SMC筒状体2の内側に挿通された拡張チューブ3と、当該拡張チューブ3内に挿通された、筒状織布5の内面に柔軟なプラスチックの内張り6を施した拡開ホース4とよりなり、前記拡張チューブ3の径が管路の内面に密着した状態の前記SMC筒状体2の径よりもやゝ小さく、且つ前記拡開ホース4の径が管路の内面に密着した状態の前記SMC筒状体2の径よりもやゝ大きい。
(もっと読む)
管状ライナー
【課題】樹脂含浸性に優れ、作業性を向上させると共に、更なる長尺化を可能とした管状ライナーを提供する。
【解決手段】管状ライナー1の繊維スリーブ積層体2Aを構成する炭素繊維シート21、22は、多数本の炭素繊維モノフィラメントを収束した炭素繊維ストランドに撚りをかけた単撚繊維束5か、又は、多数本の炭素繊維モノフィラメントを収束した炭素繊維ストランドを複数本合わせて撚りをかけた合撚繊維束5Aを使用し、この単撚繊維束5又は合撚繊維束5Aを一方向に配列して形成し、繊維スリーブ積層体2Aを構成する複数の炭素繊維シート21、22は、単撚繊維束5又は合撚繊維束5Aの配向角度が異なる炭素繊維シートを含む。
(もっと読む)
カルボジイミド基を有する特別な架橋剤を使用して積層する方法
結合剤としてのポリマーと、架橋剤としてのカルボジイミド基を有する化合物Iとを含有する接着剤を使用して基体を接着する方法であって、前記方法は、カルボジイミド基を有する化合物が、a) 1,3−ビス−(1−メチル−1−イソシアナトエチル)ベンゼン、1,4−ビス−(1−メチル−1−イソシアナトエチル)ベンゼンのカルボジイミド又はそれらの混合物と、b) イソシアナートに対して反応性の少なくとも2個の基、好ましくは少なくとも2個のヒドロキシル基を有するポリアルキレンオキシド及びc) 場合により、a)又はb)と反応性の別の化合物との反応により得ることができることを特徴とする。 (もっと読む)
繊維質マットの固定構造
【課題】樹脂成形品に不織布マット等の繊維質マットを超音波加工により一体化する繊維質マットの固定構造であって、樹脂成形品表面に凹凸等の表面不良が生じることがなく、加工時間の短縮化並びに加工設備の簡素化を図る。
【解決手段】ラゲージサイドトリム(車両用吸音部品)10は、ラゲージサイドトリム本体(樹脂成形品)20の裏面に不織布マット30等の繊維質マットが超音波ホーン50により溶着一体化される。超音波ホーン50はフラットな加圧面51に鋭利な凸条52が形成されていることで、不織布マット30の溶着部40は、フラット溶着面41に加えて、樹脂成形品20内部に食い込むV溝42が形成されていることにより、不織布マット30中の繊維が樹脂成形品20の溶融面に簡単に食い込み、アンカー効果が期待できるとともに、樹脂成形品20へのV溝42の形成も短時間で行なえることから、作業性がアップし、かつ外観不良も解消できる。
(もっと読む)
精密機器用複合構造材、精密機器用複合構造材の製造方法及び精密機器用部品
【課題】外周部の強度を金属と同等にし、表面の破損防止ができる精密機器用複合構造材、その製造方法、及び、複合構造材を使用した精密機器用部品を提供する。
【解決手段】精密機器用複合構造材1は、繊維強化プラスチック2と、その外周囲に設けられた、厚さ(t)が0.1mm以上の金属層3とを有する。
(もっと読む)
繊維強化樹脂成形体付き構造体の製造方法
【課題】 構造体上に光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とERP成形体を一体化させるに際し、前記光硬化を目視で確実に判断し得るFRP成形体付き構造体の製造方法を提供する。
【解決手段】 構造体上に光硬化により消色又は変色するインジケーター機能を有する光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とFRP成形体を一体化させる。
(もっと読む)
FRP製円筒体と金属製継ぎ手との接合体
【課題】FRP製円筒体の端部に金属製の継ぎ手が圧入される接合体において、必要とされる高い捩り強度を確保しつつ、金属製継ぎ手の圧入接合操作に伴うFRP製円筒体端部からの損傷の発生を防止し、かつ、その部分の劣化進行も防止し得る構造を提供する。
【解決手段】FRP製円筒体と、該FRP製円筒体の端部に圧入された金属製継ぎ手との接合体であって、FRP製円筒体の端面から軸方向にスリット加工が施されていることを特徴とする接合体。
(もっと読む)
自動車用内装部品
【課題】積層構造体を一部に含む内装部品であって、製品の軽量化を図るとともに、外観見栄えを高める。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、かつ表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、上記加飾材23は、トップ層23aとクッション層23bとの二層積層構造体、あるいはトップ層23a、クッション層23bの裏面に裏面不織布層23cを積層一体化した三層積層構造体を採用するとともに、加熱軟化処理した発泡樹脂シートSと、加熱工程を廃止した加飾材23とを重ね合わせて成形金型40内に投入し、低圧のプレス成形により、一体化し、加飾材23におけるクッション層23bの断熱作用により、トップ層23aに熱変形等の熱による悪影響を排除して、手触り感、外観性能を高める。
(もっと読む)
エアバッグ用布およびその製造方法
【課題】 表面の粘着性の極めて少なく、難燃性を有するエアバッグ用布およびその製造方法を提供する。
【解決手段】基布10とシリコーンゴムコーティング層を介して基布表面に積層した樹脂フィルム層7とからなり、FMVSS No.302に規定される燃焼速度が90mm/分以下であることを特徴としたエアバッグ用布;シリコーンゴムコーティング剤5を樹脂フィルム7表面に塗工し、該シリコーンゴムコーティング剤塗工面を基布に圧接させた後、シリコーンゴムコーティング剤を硬化させて樹脂フィルムと基布とを一体化させることを特徴とするエアバッグ用布の製造方法;およびシリコーンゴムコーティング剤を基布に塗工し、該シリコーンゴムコーティング剤塗工面を樹脂フィルムに圧接させた後、シリコーンゴムコーティング剤を硬化させて樹脂フィルムと基布とを一体化させることを特徴とするエアバッグ用布の製造方法。
(もっと読む)
枝管ライニング材及び枝管ライニング工法
【課題】反転挿入時や硬化中の圧力バッグ連結チューブの剥れと硬化後のプラスチックフィルムの剥れを防ぐことができる枝管ライニング材を提供すること。
【解決手段】外表面にプラスチックフィルムを被着して成る管状樹脂吸収材2の一端を折り返して硬化した鍔3を形成するとともに、前記管状樹脂吸収材2に未硬化の熱硬化性樹脂を含浸させて構成される枝管ライニング材1において、気密性の高い圧力バッグ連結チューブ4を前記管状樹脂吸収材2の前記鍔3を除く部分に通し、該圧力バッグ連結チューブ4の一端を前記管状樹脂吸収材2の前記鍔3とは反対側の端部近傍の外表面に溶着する。又、気密性の高い地上連結チューブ5の一端を管状樹脂吸収材2の鍔3とは反対側の端部外表面に溶着する。
(もっと読む)
繊維強化樹脂取付構造
【課題】締結具による締結部分の破損を防止し締結状態を十分に維持できる繊維強化樹脂取付構造を提供すること。
【解決手段】締結具4を用い中空構造の繊維強化樹脂部材2の外側に金属製部材3を取り付けるための繊維強化樹脂取付構造1であって、繊維強化樹脂部材2は二つのコ字形部材21、22の端部を重ね合わせて接合することによって構成され、締結具4は二つのコ字形部材21、22の接合部23及び金属製部材3を貫通し繊維強化樹脂部材2及び金属製部材3を共締めすることによって金属製部材3を繊維強化樹脂部材2に取り付けている。肉厚の大きい接合部23で繊維強化樹脂部材2を締結することによって、締結によるベアリング破壊を防止することができる。
(もっと読む)
多層構造式遮水シートの接着方法
【課題】 少量の接着剤で確実に接着強度を保ち、接着強度試験が可能で運搬性を向上し、コストの掛からない作業性・安全性・経済性の良い多層構造式遮水シートの接着方法の開発・提供をする事にある。
【解決手段】 縦・横所定寸法を有するPVC等の防水素材から成り、不織布等の保護マットで表裏交互に被覆され、且つ、重合貼着して複数枚から成り、且つ、該遮水シートは、上部保護マット中央部の所定間隔空けた複数箇所の表裏両面及び全周面部にゴムやポリエステル系・塩化ビニール系等の複数のロープ取付用穴付テープバンドを縫着し、且つ、該中間部保護マット中央部の所定間隔空けた複数箇所の両面及び全周部と、下部保護マット中央部の所定間隔空けた複数箇所の上面部にゴムやポリエステル系・塩化ビニール系等のテープバンドをそれぞれ縫着し、且つ、それぞれのテープバンドの接合面部を、ボンド等の接着剤を塗布して圧着又は熱溶着して設けたものである。
(もっと読む)
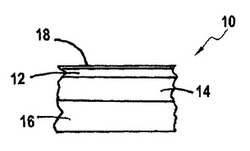
音響減衰積層体を迅速に加熱する炉および音響減衰積層体を製造する装置並びに方法
互いに向き合って配置されるデカップラ繊維層(12)と質量層(14)を有する音響減衰積層体(10)を成形する装置と方法に関する。積層体(10)のデカップラ繊維層(12)と質量層(14)は、それぞれ、熱風源(36)と加熱されたプラテン(34)によって実質的に同一の時間内に選択された温度に加熱される。加熱された積層体(10)は型(40)に移送され、型(40)によって所定の三次元形状に成形される。  (もっと読む)
(もっと読む)
収納ケースおよびその製造方法
【課題】低コストで簡単に製造することができ、高級感があって手触りがよく、長期間使用しても退色する恐れがない収納ケースと、その製造方法を得る。
【解決手段】収納ケース10は、ポリオレフィン系の糸を編んで形成された布地からなるシート14,16を用いて袋部12を形成する。シート16を折り返して、シート14との対向部にファスナ18を取り付ける。シート16の折り返し部を除く袋部12の3辺を溶着するとともに、ファスナ18の取り付け部18a,18bをシート14,16に溶着する。
(もっと読む)
201 - 220 / 232
[ Back to top ]