
Fターム[4F211AK09]の内容
プラスチック等のライニング、接合 (31,000) | 加熱冷却手段の具体的な特徴 (134) | 電気的手段の特徴 (34) | ヒーター(←材料内への埋込み、巻付け) (16)
Fターム[4F211AK09]に分類される特許
1 - 16 / 16
加湿および流体加温のための特定の適用による電気ヒーター
【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
樹脂成形品を熱溶着するための発熱体

【課題】複雑な形状を有した樹脂成形品に対しても確実に追従させ配置可能であり、所望の溶着強度を得る。
【解決手段】発熱体30を、ニクロム線等からなる熱線32と、複数の熱線32が撚り合わされた熱線束34と、複数の前記熱線束34がさらに撚り合わされた集合体36とから構成すると共に、前記熱線束34を、中央に設けられた第1熱線32aを中心とし、その外周側に複数の第2熱線32bが螺旋状に撚り合わされた断面対称形状で形成し、前記集合体36も同様に、中央に設けられた第1熱線束34aを中心とし、その外周側に複数の第2熱線束34bが螺旋状に撚り合わされた断面対称形状で形成している。そして、吸気マニホールド10を構成する分岐管12a〜12dの本体部22と分岐管カバー24との間に発熱体30を配置し、その第1接合部26と第2接合部28とを溶融させることによって溶着する。
(もっと読む)
樹脂製環状ワーク用溶融ヒータと溶着機
【課題】融点の高い小径の樹脂製環状ワークであっても所定の高温状態まで加熱して強固に溶着でき、環状ワークの端面形状に適した温度分布に発熱してこれらを均等に溶融して接合でき、全体のコンパクト性を確保して溶着機の小型化も可能な樹脂製環状ワーク用溶融ヒータと溶着機を提供する。
【解決手段】矩形状導電性セラミック製のヒータプレート1の両面の左右方向の両端に電極部2を施した樹脂製環状ワーク用溶融ヒータである。この溶融ヒータは、ヒータプレート1の上下方向に施した電極部2の長さL1がヒータプレートの上下方向の長さL2より短く形成され、ヒータプレート1の発熱領域Tが円錐形状の温度分布になっている。
(もっと読む)
熱溶着用抵抗発熱体
【技術課題】
溶着強度とシール性を高めることの出来る熱溶着用抵抗発熱体を提供する。
【解決手段】
抵抗発熱体1の両エッジに沿って交互に切り込み2を形成する。
被溶着部材10の溶着面に形成した溶着溝11内に抵抗発熱体1を組み付け、被溶着部材12側の溶着リブ13を抵抗発熱体1に押圧しながら抵抗発熱体1の給電部3、3aに電圧を印加すると、抵抗発熱体1が発熱し、この熱でこの周囲の樹脂が溶融し、抵抗発熱体1の切り込み2内に溶融樹脂が入り込むことにより、固化した時に抵抗発熱体1は溶着部において強固に固定される。
この結果、抵抗発熱体1と樹脂との熱膨張率の差に起因して発生する抵抗発熱体1の伸縮にともなう応力により、溶着部に亀裂等が発生するのが防止され、これにより溶着強度及びシール性が高まる。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
炭素繊維強化熱可塑性樹脂複合材の接合方法
【課題】少なくとも一方が炭素繊維強化熱可塑性樹脂複合材である一対の接合物11,12を、抵抗溶着を利用して接合する。
【解決手段】接合方法は、一対の接合物11,12の間に抵抗発熱体2を配置すると共に、当該一対の接合物11,12を密着する方向に加圧する工程と、抵抗発熱体2に通電することにより一対の接合物11,12を溶着する工程と、を含む。抵抗発熱体2は、金属製発熱体に対し化学的表面処理を施すことによって絶縁層を設けたものである。
(もっと読む)
ラミネート装置、ラミネート装置用の熱板及びラミネート装置用の熱板の製造方法
【課題】ラミネート工程の際に熱板の温度を目標温度に容易かつ確実に制御できるようにする。
【解決手段】押圧部材により仕切られた上チャンバと下チャンバとを有し、その下チャンバに設けられた熱板122上に被加工物を配置し、前記熱板122により加熱した前記被加工物を、前記下チャンバを真空とし前記上チャンバに大気を導入し前記熱板122と前記押圧部材とで挟圧してラミネートするラミネート装置であって、前記熱板122は、裏面に収容溝63が設けられた熱板本体61と、前記収容溝63に埋設されたシースヒータ62とを備え、前記収容溝63及び前記シースヒータ62の少なくともいずれか一方を変形させて、前記シースヒータ62の外周面が前記収容溝63の内周面に面接触するようにしたことを特徴とする。
(もっと読む)
電気融着継手およびその製造方法
【課題】本発明は、熱可塑性樹脂管の内周部に形成された凹溝に電熱線を嵌入した構造の電気融着継手において、保管環境下での温度変化で電熱線が凹溝から浮き上がることなく、かつプラスチック管との融着界面にボイドが生じないような電気融着継手およびその製造方法を提供することを目的としている。
【解決手段】本発明に係る電気融着継手は、プラスチック管が挿入される熱可塑性の樹脂管と、樹脂管の内周面に形成されたU字状の凹溝と、凹溝開口部の両側面に形成された舌状部と、凹溝内に装入された電熱線とを有し、電熱線は凹溝開口部の両側面の舌状部で押圧されて樹脂管の内周面より沈み込んだ状態に装着されていることを特徴としている。
(もっと読む)
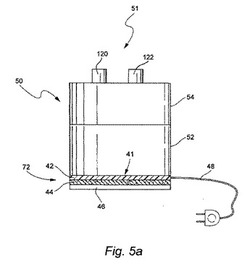
電熱装置およびそれを用いた管路ライニング工法
【課題】短絡する恐れがなく、効果的に発熱して熱硬化性樹脂を加温硬化させることができる電熱装置、およびこの電熱装置を用いて管路をライニングする管路ライニング工法を提供する。
【解決手段】面状発熱体1に3本の電極11、12、13を設け、この面状発熱体を円筒状にしてバルーン2に取り付ける。端部の2つ電極11、12の電位は同じにされ、中央電極13と端部電極11、12の間に電圧が印加される。端部の電極を接近または重合しても、電極の短絡を防止できる電熱バルーン3が得られる。この電熱バルーンを用いて管路に施されたライニング材の熱硬化性樹脂が加熱、硬化される。エネルギー効率が格段高く、工程が簡素になるライニングを施すことができる。
(もっと読む)
熱収縮ケーブルの加熱装置および加熱方法
【課題】電線と電線に被せた熱収縮チューブとを加熱装置の所定の位置に容易に設置でき、熱収縮チューブをムラなく収縮させることができる熱収縮チューブの加熱装置及び加熱方法を提供する。
【解決手段】電線Cのシース2から導体36と被覆層37からなるコア線3が突出された電線端末4に、熱収縮チューブ5を被せると共にこれを熱収縮させ、この熱収縮チューブ5でシース2とコア線3間を密封するための熱収縮チューブ5の加熱装置1において、上記コア線3の先端部を支持して電線端末4を縦向きに保持する電線支持手段6と、上記電線端末4に被せられた熱収縮チューブ5の下端を支持する熱収縮チューブ支持手段7と、この熱収縮チューブ支持手段7で支持された熱収縮チューブ5を加熱する加熱手段8とを備えたものである。
(もっと読む)
熱溶着用器具及び電池モジュールの製造方法
【課題】電池モジュール等の熱溶着を容易に行う。
【解決手段】熱溶着用器具のヒータ10の表面にテフロンやフッ素等を溶射して表面加工する。また、ヒータ10の両側面を折り曲げ加工する。ヒータ10の表面加工によりテフロンテープを介在させた熱溶着が不要となって作業効率が向上し、ヒータ10の側面を折り曲げ加工することで加熱時の反りを防止し、耐久性も向上する。
(もっと読む)
架橋ポリエチレン製パイプ同士の結合方法
【課題】 架橋ポリエチレン製の両パイプの各被結合部を結合させたとき、これら両パイプの結合部の耐熱、耐圧強度が、上記パイプのそれからみて劣らないようにする。
【解決手段】 パイプ同士の結合方法は、架橋ポリエチレン製の両パイプ1,2の各被結合部3,4のうち、一方の被結合部3に他方の被結合部4を内嵌させて、これら両被結合部3,4を互いに結合させるものである。この結合方法では、まず、互いに嵌合された一方の被結合部3の内面と他方の被結合部4の外面との間にポリエチレン5、および有機過酸化物6による複合体8を介在させる。次に、複合体8を有機過酸化物6の分解温度以上に加熱する。
(もっと読む)
プラスチックの張り合わせ方法、接合装置、その方法を使用して製造されたプラスチック製品
【課題】 プラスチック製品を、低温で、かつ強固に張り合わせるためのプロセス及び装置を提供し、さらにはそれにより張り合わされた各種プラスチック製品、特にプラスチック製バイオチップやマイクロ分析チップを提供すること。
【解決手段】 プラスチックからなる第1の部材と、プラスチック又は非プラスチックからなる第2の部材を張り合わせる方法であって、張り合わせる接合面の一部又は全部に導電性物質をコーティングする工程、を有することを特徴とする張り合わせ方法であって、好ましくはさらに導電性物質をコーティングした部分を加熱する工程を有する張り合わせ方法。
(もっと読む)
手芸又は玩具用溶着器
【課題】 縦長のプラスチックシートやチューブに対する中間位置での溶着作業も可能な使い勝手の良い手芸又は玩具用溶着器を提供すること。
【解決手段】 ケース1の上面に配置された所定長さのニクロム線9を耐熱性薄片10にて被覆した加熱部8を設け、そのケース1に上下方向に移動可能に設けられた押え部材15の下部を加熱部8に対して接離自在に設け、重ね合わせられたプラスチックシートの所望部位を加熱部上に載置して押え部材15により押圧することにより該部位が溶着されるように構成された手芸又は玩具用溶着器において、加熱部8及び押え部材15の前方に、プラスチックシートをセットするための平坦部2a(作業台)を設け、溶着が施されたプラスチックシートを加熱部8から押え部材15の後方に向かって移動通過させることが可能な開放部oを設けた。
(もっと読む)
加熱ロール
【課題】 ロールの表面温度を均一にできる加熱ロールを提供する。
【解決手段】 加熱ロール1は、回転しないシャフト2と、シャフト2の周りに回転可能に支持された中空のロール4と、ロール4の内側でシャフト2に固定したヒータ5とからなる。
(もっと読む)
プラスチック製の管状部品と燃料タンクのネック部との連結方法
本発明は、抵抗効果により加熱できる抵抗要素(3)を用いる溶着によって、プラスチック製の管状部品(2)をプラスチック製の燃料タンクのネック部(1)に連結する方法に関する。連結すべき2つの部品の寸法形状をこれらの各々の一方の表面が他方の部品の対応する表面に接触させるような仕方で選択し、抵抗要素(3)を2つの表面のうちの一方に組み込み、2つの表面を互いに接触させ、抵抗要素(3)を2つの表面の構成材料を溶融させて2つの表面を互いに溶着するのに十分に高い温度まで加熱できるような強さで電流を抵抗要素(3)に流し、管状部品(2)及びネック部(1)は各々、バリヤ層(4)を有し、管状部品(2)及びネック部(1)を2つの接触表面が同軸であり且つこの領域におけるバリヤ層(4)が互いに平行であるような仕方で溶着する。 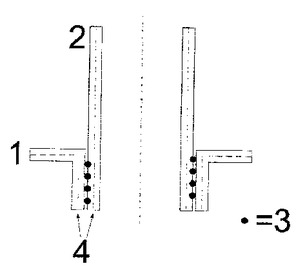 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]