
Fターム[4F211TC13]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 端部の接合 (822) | 面の端部の接合 (78)
Fターム[4F211TC13]に分類される特許
1 - 20 / 78
ゴム部材の接合装置及び接合方法
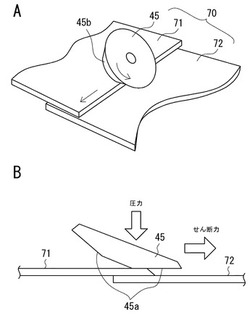
【課題】ゴム部材の端部同士を重ねて接合する際に、接合面積を増大させることで従来よりも少ない接合面積で接合できるようにする。
【解決手段】ゴム部材(タイヤ構成部材)70の一方の端部71を上側に他方の端部72を下側に重ね合わせて、前記ゴム部材70の端部同士を接合するための接合装置であって、傾斜軸の回りで回転する押圧ロール(円盤状ロール)45を、前記重ね合わせたゴム部材70の上側端部71に押し付けて転動させ、その時生じるせん断力で、前記上側端部71を延伸させ、前記両端部71、72間の接合面積を増大する。
(もっと読む)
溶着ユニット及び前記溶着ユニットを備えた包装装置

【課題】簡単な構成で、溶着部材が被溶着部材に一定の押圧力を付与できる溶着ユニットを提供する。
【解決手段】被溶着部材101を熱溶着させる溶着部材31と、溶着部材31を、弾性部材36を介して支持する、支持部材32と、溶着部材31が被溶着部材101に接触したことを検知する検知手段37と、溶着部材31が被溶着部材101に対して接離する方向に移動するよう、支持部材32を移動させる駆動手段34と、駆動手段の作動を制御する制御手段と、を備え、前記制御手段は、検知手段37が溶着部材31が被溶着部材101に接触したことを検知すると、被溶着部材101に向けて支持部材32を所定距離だけ移動させるように、駆動手段34を制御することを特徴とする。
(もっと読む)
レーザ包装方法及び樹脂フィルム包装製品の製造方法
【課題】樹脂フィルムを焼損することなく樹脂フィルム同士を溶着することが可能なレーザ包装方法を提供する。
【解決手段】レーザ包装方法は、上面側に吸引孔を有するヒートシンク10上に樹脂フィルムFa、被包装物W及び樹脂フィルムFbを順次に重ねて配置する配置工程と、ヒートシンク10の吸引孔により樹脂フィルムFaを吸引することによって、樹脂フィルムFaをヒートシンク10の上面に吸着させる吸着工程と、樹脂フィルムFa,Fb間を減圧することによって、樹脂フィルムFa,Fbと被包装物Wとを密着させると共に樹脂フィルムFa,Fb同士を密着させる密着工程と、ヒートシンク10の吸引孔及び被包装物Wを避けるように、樹脂フィルムFa,Fbに対して樹脂フィルムFb側からレーザ光を照射することによって、樹脂フィルムFa,Fb同士を溶着する溶着工程とを有する。
(もっと読む)
樹脂部材の接合方法
【課題】レーザー光を用いた樹脂部材の接合において破断を抑制する、樹脂部材の接合方法を提供する。
【解決手段】樹脂部材の接合方法は、少なくとも一部が重なるように複数の樹脂部材を配置する工程と、ガラス製の加圧部材50で重ね合わせ部を加圧しながら加圧部材50を走査させると共に、加圧部材50を介して重ね合わせ部にレーザー光Lを照射する工程とを備えている。照射する工程では、加圧部材50による加圧時間を3msec以上600msec以下とすることを特徴としている。
(もっと読む)
樹脂部材の接合方法
【課題】レーザー光を用いた樹脂部材の接合において、破断を抑制すると共に、所望の接合形状を安定的に得られる、樹脂部材の接合方法を提供する。
【解決手段】少なくとも一部が重なるように複数の樹脂部材を配置する工程と、回転可能な円筒状または球状のガラス製の加圧部材50で樹脂部材の重ね合わせ部を加圧しながら加圧部材50を走査させると共に、加圧部材50を介して重ね合わせ部にレーザー光Lを照射する工程とを備え、レーザー光を照射する工程では、加圧部材50と重ね合わせ部との間に、加圧部材50の加圧面よりも広い加圧面を有する相間部材40を配置することを特徴とする。
(もっと読む)
繊維強化樹脂材の接合方法と接合構造
【課題】繊維強化樹脂材同士を短時間でしかも高い接合強度で接合することのできる繊維強化樹脂材の接合方法と接合構造を提供する。
【解決手段】2つのマトリックス樹脂1a,2aが熱可塑性樹脂からなる繊維強化樹脂材1,2の少なくとも一部同士を重ね合わせて重ね合わせ箇所を形成し、マトリックス樹脂3aが熱可塑性樹脂からなる繊維強化樹脂シート3を該重ね合わせ箇所の上面に配して、重ね合わせ箇所のマトリックス樹脂を軟化させるステップ、繊維強化樹脂シート3の上方から押し込みピンPを押し込み、該繊維強化樹脂シート3の一部と押し込みピンPの一部を最下層の繊維強化樹脂材2の途中位置まで到達させ、押し込みピンPを取り外し、すべてのマトリックス樹脂を硬化させて2つの繊維強化樹脂材1,2の重ね合わせ箇所を押し込まれて変形した繊維強化樹脂シート3で接合するステップからなる接合方法である。
(もっと読む)
積層シートの製造方法および積層シート製造装置
【課題】積層シートを製造する際に当該積層シートを構成する基材と樹脂層との接合を確実に行なうことができる積層シート製造装置、かかる積層シート製造装置を用いて製造される積層シートを提供すること。
【解決手段】積層シート製造装置30は、第1の樹脂層3および第2の樹脂層4を繊維基材2の両面に接合して積層シート40を製造するものである。この積層シート製造装置30は、第1の樹脂層3と繊維基材2と第2の樹脂層4とをこの順に重ね合わせた積層体40'を挟むシート材91a、91bと、積層体40'がシート材91a、91b間に挟まれた状態でシート材91a、91b間の空間を減圧する減圧手段8とを備え、減圧手段8の作動により前記空間が減圧された際、積層体40'をシート材91a、91bごと押し潰して、第1の樹脂層3と繊維基材2と第2の樹脂層4とを圧着し、積層シート40を得る。
(もっと読む)
接着構造部材
【課題】FRP製補強部材を有する接着構造用部材において、優れた接着強度を発現するための接着構造部材を提供する。
【解決手段】少なくとも一枚の連続した繊維強化材層が積層された補強部材と、主構造材から構成される接着構造用部材であって、前記補強部材の主構造材と接着される面に強度向上機構の加工を有することを特徴とする接着構造部材。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
フィルム同士の熱溶着接合方法及び接合装置並びに光学フィルムの製造方法
【課題】フィルム同士の後端部と先端部とを熱溶着した後に皺が発生したり、テール部分が長くなったりしないようにできる熱溶着接合方法を提供する。
【解決手段】第1フィルム36aと第2フィルム40aとを重ね合わせた接合領域部分の両側にそれぞれ対向配置され、平坦な吸着面を有する吸引ボックス88,101と、吸引ボックス88,101同士及び接合領域部分を互いに接近移動及び離間移動させる昇降部78と、吸引ボックス88,101同士をそれぞれフィルム長手方向に移動させるスライド部92,96と、吸引ボックス88,101の吸着面に吸引力を付与する吸引力発生手段と、第1及び第2のフィルム36a,40aをそれぞれ切断して接合領域部分に後端部と先端部を形成する切断刃89,102と、第1フィルム36aの後端部と第2フィルム40aの先端部とを重ね合わせた接合部Aを熱溶着する熱溶着手段85と、を少なくとも備えた。
(もっと読む)
複合部材及びその製造方法
【課題】織編物を簡素に基材に固定でき、意匠性に優れた複合部材及びその製造方法を提供する。
【解決手段】複合部材は、第1の熱可塑性樹脂からなる基材1と、基材1の表面を被覆し基材1の表面に一部が固定された織編物2とからなる。織編物2は、主繊維と、主繊維よりも融点が低い第2の熱可塑性樹脂からなる融着部とから構成されており、融着部は主繊維とともに製織製編されるか又は主繊維を被覆している。基材1の表面には、織編物2の周縁部の少なくとも一部に沿って延びる周縁溝部10が形成されている。織編物2の周縁部の少なくとも一部の融着部は、周縁溝部10の溝壁面に溶着している。
(もっと読む)
シート状ゴム部材の接合装置
【課題】シート状ゴム部材の端部同士を強固に接合する。
【解決手段】互いに噛み合う一対の歯車状の接合ローラ112と、前記接合ローラ112を取り付けかつ収容したブラケット114とを備えた、シート状ゴム部材130の両端を接合するための接合装置であって、前記接合ローラ112は球面状の円板の周縁に沿って等間隔に配置された噛合歯112aを備え、前記一対の接合ローラ112の噛合部分を含む球面状部分を、成型ドラム上に配置されたシート状ゴム部材の接合端部上に押し付ける手段と、前記接合ローラを前記シート状ゴム部材上で移動させる手段と、を有する。
(もっと読む)
偏光フィルムの製造方法
【課題】高い偏光機能を有する偏光フィルムを効率良く製造することができる偏光フィルムの製造方法を提供すること。
【解決手段】帯状のポリビニルアルコール系樹脂フィルムを先端側から移動経路に送り入れて該移動経路中で長手方向に延伸する第1の工程と、先行する第一のポリビニルアルコール系樹脂フィルムの後端側と次の第二のポリビニルアルコール系樹脂フィルムの先端側とを重ね合わせた状態で、重ね合わせ部分に対し、該重ね合わせ部分の表面におけるパワー密度が200W/cm2以上10000W/cm2以下、且つ、積算照射量が30J/cm2以上400J/cm2以下であるようにレーザー光を照射してレーザー溶着を実施することにより接合して連結する第2の工程と、を有し、連続して偏光フィルムを製造することを特徴とする偏光フィルムの製造方法。
(もっと読む)
電気素子およびその製造方法ならびに超音波加工装置
【課題】ガラス転移点が高い樹脂基板間に素子本体を確実に封止することができる電気素子およびその製造方法ならびに超音波加工装置を提供する。
【解決手段】超音波ミシンでは、ローラを用いた樹脂基板の超音波溶着が行われる。このとき、素子本体2を取り囲むように溶着されるので、素子本体2が溶着部5によって樹脂基板間に封止される。溶着部5は、前後方向に延びる第一溶着部51と、左右方向に延びる第二溶着部52とを含む。第一溶着部51は、所定幅で左右方向に振幅する矩形波状で形成されている。第二溶着部52は、所定幅で前後方向に振幅する矩形波状で形成されている。
(もっと読む)
樹脂フロー溢れ出し防止方法および積層成形装置
【課題】ステージ内での積層品の加熱・加圧処理によって積層品からはみ出した熱硬化性樹脂フローがPETフィルムの端から外部に溢れ出して設備に固着して設備を停止させる、といったことが起きないようにした熱硬化性樹脂フローの流出防止方法を提供する。
【解決手段】上下2枚の搬送用PETフィルム10・20の間に加工処理対象の積層品W0を挟んで搬送して、真空ラミネート装置の中へ搬入することにより積層品W0を加工処理する積層品の加工成形方法において、真空ラミネート装置に搬入される前の上流において上下搬送用PETフィルム10・20の両端部をそれぞれ上下で互いに加熱ローラ50で熱圧着して、2枚の搬送用PETフィルム10・20の各両端を長さ方向にシールすることにより、真空ラミネート装置内で樹脂フローFが搬送用PETフィルム20の端部から溢れ出ることを防止した。
(もっと読む)
受け板部材及び該受け板部材を用いたシール装置
【課題】重なり合うプラスチックフィルムを低粘着性シートで挟むことなく比較的高温にて適正に加熱圧着することを可能にする受け板部材を提供するものである。
【解決手段】加圧ブロック20との間で熱圧着すべき重なり合うプラスチックフィルムF1、F2を挟む支持ブロック30に設けられ、前記加圧ブロック20が加圧する前記プラスチックフィルムF1、F2を受ける受け板部材31であって、耐熱性ゴムにて形成されたゴム板部材31aと、該ゴム板部材の一方の面に設けられた耐熱性樹脂部材31bと、前記ゴム板部材の他方の面に設けられた耐熱性補強部材31cとを有する構成となる。
(もっと読む)
フッ素樹脂フィルムの接合方法
【課題】フッ素樹脂フィルムの接合技術を、接合強度を強くし、接合後に剥離しづらくできるように改良する。
【解決手段】フッ素樹脂フィルム201の例えば縁部同士を接合するにあたり、フッ素樹脂(ETFE)の繊維を織って作られた溶着用織物を、フッ素樹脂フィルム201の重ね合わせられた縁部の間に挟み込み、その状態で溶着用織物ごとフッ素樹脂フィルム201の縁部同士を溶着する。そのとき、溶着の温度は、溶着用織物を構成する繊維を形成するフッ素樹脂の融点の70℃〜85℃上とし、溶着後においても溶着用織物を構成する繊維の一部の芯が残るようにする。
(もっと読む)
隅肉溶接方法および溶接構造物
【課題】溶接線が交差する隅肉溶接において、交差点の溶接を確実に行い、溶接構造物の強度を向上させる。
【解決手段】水平部材1上に、第一垂直部材2および第二垂直部材3を互いに直交して配設して溶接構造物を形成する。その際、水平部材1、第一垂直部材2および第二垂直部材3が互いに直交して交差する溶接線A1〜A3、および各溶接線A1〜A3が交差する交差点Oのうち、交差点Oおよび交差点Oから所定範囲内にある溶接線A1〜A3に、溶接棒に熱風を吹き付けて熱風溶接を施し、所定範囲外にある溶接線A1〜A3に、押出溶接を施す。
(もっと読む)
断熱内装材及びその製造方法
【課題】密閉空間内に断熱基材が配されてなり、内部気密を維持しつつ締結孔を備える断熱内装材、締結孔を備えつつ、シート材の局所的なシワ等が抑制された製造方法を提供する。
【解決手段】非通気性シート材11と12によって包囲された密閉空間14内に断熱基材13が配され、基材13に貫通孔131が形成され、孔131内に基材13の一面13a側からシート材11が進入し、他面13b側からシート材12が進入し、孔131内でシート材11及び12が接合されて接合部15をなし、その縁部151を少なくとも残すようにして貫通孔152が形成されて締結孔16が形成される。シート材11及び12間に、孔131が形成された基材13を挟み、孔131内でシート材11及び12を面接触させ、面接触された部分を接合して接合部を形成し、接合部に接合部貫通孔を形成する。
(もっと読む)
断熱内装材の製造方法
【課題】内挿された断熱基材の形状に起因して、断熱基材を包囲するシート材にシワが生じることを抑制した断熱内装材の製造方法を提供する
【解決手段】非通気性の第1シート材11及び非通気性の第2シート材12によって包囲された密閉空間14内に断熱基材13が配されてなる断熱内装材1の製造方法であって、断熱基材13を成形する工程PR1と、第1シート材11を断熱基材13の一面13aの形状に沿った部位を備えた形状に成形する工程PR2と、第2シート材12を断熱基材13の前記一面と反対側の他面13bの形状に沿った部位を備えた形状に成形する工程PR3と、断熱基材13を第1シート材11及び第2シート材12で挟みこんで、各シート材に挟まれてなる空間内を減圧する工程PR4と、各シート材の端縁部を溶着する工程PR5と、を備える。
(もっと読む)
1 - 20 / 78
[ Back to top ]