
Fターム[4F211TN14]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 高周波加熱 (111) | 誘電加熱 (32)
Fターム[4F211TN14]に分類される特許
1 - 20 / 32
マイクロ波樹脂溶着体及びそれによる溶着方法
【課題】樹脂製の成型体の熱容量が均一でなくても、また、樹脂製の成型体相互間の溶着を均一に高精度で行うことができること。
【解決手段】 0.1〜500μmの粉体からなる鉄粉Fに0.01〜10μmのガラス膜によってガラスコーティングし、そして、前記ガラスコーティングされた鉄粉Fを総量に対して0.1〜50重量%の樹脂バインダーを入れて分散し、圧縮成形して抵抗値1〜103Ωcm、比重6〜8とし、それを複数の合成樹脂成型体相互間に配置し、マイクロ波による誘電加熱で前記複数の合成樹脂成型体相互間を溶融、溶着するものである。したがって、鉄粉Fがガラスコーティングされているから、鉄粉Fの発熱効率が向上し、鉄粉Fがガラスコーティングの絶縁のため、鉄粉F間の放電の発生条件が限定され、その放電頻度を低下させることができる。そして、ガラスコーティングすることで鉄粉Fの保温条件が良くなり、エネルギ損失の少ない溶着ができる。
(もっと読む)
樹脂板溶着装置及びその方法

【課題】誘電加熱による最も高温となる部位を樹脂板の裏面側に変位させることによって、おもて面側の溶融域を狭小とし、おもて面に凹みが発生するのを防止する。
【解決手段】樹脂板溶着装置は、おもて面が揃えられた所定厚を有する少なくとも2枚の溶着対象となる樹脂板1を、その端面1a同士の突き合わせ部位に誘電加熱を施すことによって溶着するもので、それぞれ所要厚を有する長尺体で、端面同士が、樹脂板1を挟んで対向配置される誘電加熱用の対向電極411,4221と、対向電極411,4221に挟持された状態の樹脂板1の裏面に敷設される熱担持層材413とを備えている。
(もっと読む)
溶断溶着方法、及び燃料用フィルタ
【課題】合成樹脂製の生地を積層状態にしてなる対象物を、切断端面で各生地同士を強固に溶着させながら切断できるようにする。
【解決手段】合成樹脂製の生地を積層状態にしてなる対象物Mを、ホーン体Hと刃体Eとの間に挟持した後、このホーン体Hに前記対象物Mの溶融をもたらす超音波振動を生じさせて前記挟持位置Pにおいて前記刃体Eによる対象物Mの切断とこの切断端面での前記生地同士の溶着とをなす。
(もっと読む)
樹脂製バルブボディ及びその製造方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
溶着方法
【課題】熱可塑性合成樹脂部材を、その材質に関わらず他の合成樹脂部材に溶着することが可能な溶着方法を提供する。
【解決手段】基材41を第2表皮材32に溶着する溶着方法であって、基材41の表面41Aに、水50を塗布する加熱媒体塗布工程と、水50を挟む形で基材41及び第2表皮材32を配した状態で、電磁波によって水50を加熱することで、水50を介して、基材41を加熱溶融し、第2表皮材32に溶着する溶着工程と、を備えていることを特徴とする。
(もっと読む)
熱可塑性樹脂シートの加工方法
【課題】打ち抜き加工と高周波ウェルダ加工との組み合わせによって、熱可塑性樹脂シート上に所定形状を形成する場合に、1重の閉じた形状線から構成された形状だけでなく、2重以上の閉じた形状線から構成された形状も形成することが可能な熱可塑性樹脂シートの加工方法を提供する。
【解決手段】第1の熱可塑性樹脂シート1aの少なくとも一部に粘着層を介して絶縁シート2を貼付し、絶縁シート2の貼付部の第1の熱可塑性樹脂シート1aのみを打抜装置により所定形状に打ち抜いて打ち抜き部を形成し、貼付部の絶縁シート2の被貼付面に第2の熱可塑性樹脂シート1bを敷設し第2の熱可塑性樹脂シート1bのみを所定形状に打ち抜いて第1の熱可塑性樹脂シート1aの打ち抜き部に第2の熱可塑性樹脂シート1bの打ち抜き片11bを嵌め込み、前記打ち抜き部と打ち抜き片11bとの境界部を高周波ウェルダ加工機により高周波溶着して加工品5aを得る。
(もっと読む)
高周波ミシン
【課題】高周波電力制御により確実かつ均一な接着強度が得られるものでありながら、焼損や破孔等の不良事態の発生を防止できるとともに、曲線状部位や伸縮性繊維生地の接着加工にも十分に対応でき、しかも、効率よい接着加工を行なうことができる高周波ミシンを提供する。
【解決手段】生地載置板4上に載置された被加工材Hを、水平及び上下に合成運動する送り歯8と押え金12との協同作用により間欠的に移送するように構成され、送り歯8による移送停止中には一対の面状電極12,16間に所定の値の高周波電力を与えて、被加工材Hにおける繊維生地Wの重ね合わせ部間に挟まれている熱可塑性樹脂テープTを誘電加熱により溶融して繊維生地Wの重ね合わせ部を接着し、かつ、移送動作中には移送停止中よりも小さい値の高周波電力を面状電極12,16間に与える状態に切換える制御部45を有している。
(もっと読む)
高周波ミシン
【課題】高周波電力を用いて確実かつ均一な接着強度が得られるようにしながら、熱集中による焼損など不良製品の発生を防止でき、しかも、曲線状部位や伸縮性繊維生地の接着に十分に対応させることができる高周波ミシンを提供する。
【解決手段】生地載置板4上に載置された被加工材Hを、水平及び上下に合成循環運動する送り歯8と押え金12との協同作用により間欠的に移送しつつ、この送り歯8による移送停止時において被加工材Hの上下に配置された一対の面状電極12,16間に高周波電力を印加することによって、被加工材Hにおける繊維生地Wの重ね合わせ部間に挟まれている熱可塑性樹脂テープTを高周波誘電加熱により溶融して繊維生地Wの重ね合わせ部を連続的に接着可能に構成している。
(もっと読む)
未加硫ゴム部材の接合方法
【課題】未加硫ゴム部材の接合に要する時間を短縮し、且つ接合力を高めた異物混入のない未加硫ゴム部材の接合方法を提供すること。
【解決手段】第1未加硫ゴム部材40の一端部の端面40Aと第2未加硫ゴム部材44の他端部の端面44Aを重ね合せ、重ね合せ部46を高周波誘電により加熱し、加熱された重ね合せ部72をプレスして第1未加硫ゴム部材40と第2未加硫ゴム部材44とを接合することで、第1未加硫ゴム部材40と第2未加硫ゴム部材44の接合に要する時間を短縮し、且つ接合力を高め、さらに、異物の混入を防止することができる。
(もっと読む)
シール可能な材料および誘電溶着の形成方法
不活性ポリマーおよびエラストマー性極性ポリマーを含む少なくとも2種の成分のブレンドを含む誘電溶着可能な材料。接合を形成する方法であって、不活性ポリマーおよびエラストマー性極性ポリマーを含む少なくとも2種の成分のブレンドを含む、第1端および第2端を有する基材を提供することを含む、方法。この方法は、基材の第1端および第2端を高周波電磁エネルギーを用いて接合させることをさらに含む。 (もっと読む)
熱可塑性樹脂板の突合せ溶着方法、熱可塑性樹脂板の突合せ溶着装置、突合せ溶着した熱可塑性樹脂板
【課題】複数の熱可塑性樹脂板の端面を突合せて、突合せ面を高周波誘電溶着した場合に、突合せ面に凹みが出来てしまうという欠点や、高周波誘電溶着後に、突合せ面の溶着部分が収縮する際に反りが生じるという欠点が生じない溶着方法を提供する。
【解決手段】第一の電極板12aの端面12cを上面に向けるとともにその両側面を絶縁断熱材13、13で挟んでアンビルを形成し、アンビルの第一の電極板12aの端面12c上に、溶着対象である一対の熱可塑性樹脂板20a、20bの突合せ部分を載置し、突合せ部分の上に第二の電極板14の下表面を配置して押圧し、熱可塑性樹脂板20a、20bの突合せ部分を第一の電極板12aの端面と第二の電極板14の下表面で挟持した状態で、第一の電極板12aの端面12cと第二の電極板14の下表面の間に高周波電流を通電し、熱可塑性樹脂板20a、20bの突合せ部分を高周波誘電加熱して溶着した。
(もっと読む)
高周波誘電加熱溶着用電極、高周波誘電加熱溶着装置及び高周波誘電加熱溶着方法
【課題】 溶着ムラをなくして、強固な溶着を実現する。
【解決手段】 対向して配置する第一電極30と第二電極40とを有し、第一電極30と第二電極40が、それぞれ対向する面31、41に複数の凸部32、42を有し、第一電極30に形成された複数の凸部32と第二電極40に形成された複数の凸部42がそれぞれ対向しない位置に、第一電極30と第二電極40を配置した。
(もっと読む)
クッション用表皮及びその製造方法
【課題】本発明の目的は、裏面が裏布で補強された複数の合成樹脂製のシート材の端縁を溶着して得られるクッション用表皮において、その溶着部が外部に露出して、縫目模様を想起させるように異なる色が破線状に連なった破線模様が形成されたクッション用表皮を提供することにある。
【解決手段】裏面が裏布で補強された合成樹脂製のシート材の上部シート材2aと左右の側部シート材2bとの端縁、上部シート材2aと後部シート材2cとの端縁、或いは後部シート材2cと左右の側部シート材2bとの端縁をリボンを介して溶着した。そして、その溶着部が接合部3において外部に露出して、前記シート材とは異なった色の合成樹脂による帯状部が破線状に連なった破線模様を形成した。
(もっと読む)
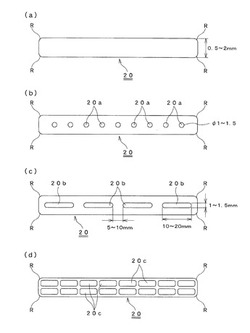
熱可塑性樹脂製長尺体の接続方法
【課題】乗客コンベアやエスカレータ等の移動手摺のように、熱可塑性樹脂の内部に導電性の非伸長性部材を埋設した熱可塑性樹脂製長尺体の端部を、短時間に且つ確実に接続できる接続方法を提供する。
【解決手段】熱可塑性樹脂2の内部に長手方向に沿って導電性の非伸長性部材3を埋設した樹脂製長尺体1の端部を互いに接続する樹脂製長尺体の接続方法において、樹脂製長尺体1の両端部の所定区域における非伸長性部材3を誘導加熱手段6によりそれぞれ加熱し、伸長性部材3を覆っている熱可塑性樹脂2を溶融除去して非伸長性部材3を露出させた後、露出した互いの非伸長性部材3が突き合わせられるように保持した状態で、樹脂製長尺体1の両端部を接続する。
(もっと読む)
樹脂と金属との接合方法および装置
【課題】従来、樹脂部材を溶融温度または軟化温度まで加熱して樹脂部材と金属部材とを接合した場合、十分な接合強度が得られなかった。
【解決手段】樹脂部材4と金属部材3とを加熱により接合する接合方法であって、前記樹脂部材4と金属部材3との接合界面を、樹脂部材4の分解温度tb以上かつ樹脂部材4に気泡が発生する温度tc未満の範囲の温度に加熱するとともに、樹脂部材4の金属部材3との接合面5とは反対側の面を、樹脂部材4の融点ta未満の温度に冷却することにより、樹脂部材4と金属部材3との接合を行う。
(もっと読む)
包装容器の製造方法
【課題】他の容器への内容物の詰め替えを容易に行うことができ、かつ、廃棄が容易に行える包装容器を効率的に製造できる製造方法を提供する。
【解決手段】まず、筒形状の容器本体510の開放端に、漏斗520及び側壁523を有する漏斗508パーツを嵌め込む。次に、漏斗パーツ508の側壁523と容器本体510の側壁517の重なり部分との間に所定間隔を空けて、コイル554a及び554bを配置する。図示しない電源装置からコイル554a及び554bへと高周波電流を所定時間だけ供給することにより、側壁517を構成する金属層が誘電加熱される。金属層の内面側に設けられた熱可塑性樹脂層が溶融・固化することによって、漏斗パーツ508が容器本体510に溶着される。
(もっと読む)
ホースと口金具用樹脂製ニップルとの接続方法及びホース口金具接続構造
【課題】ホースと口金具用樹脂製ニップルとを締め具により加締めることなく接続する方法であって、ホースやニップル自体が変形してシール性を損なうことがない接続方法を提供する。また、その接続方法に使用する口金具用ニップル及びその接続方法によりホースと口金具用ニップルが接続されたホース口金具接続構造を提供する。
【解決手段】ニップルの外周面に少なくとも1個の環状体を、環状体の内周が前記ニップルの外周に接触するように配設し、ニップルをホースに環状体の外周とホース内周が接触するように挿入した後、環状体を加熱させることでニップルとホースとを溶着して一体化する接続方法を用いることで解決する。
(もっと読む)
複合材及びその製造方法
【課題】マイクロ波を照射して、板状体と基材とを簡易かつ強固に一体化させる複合材及びその製造方法を提供する。
【解決手段】板状体2の裏面に、マイクロ波発熱体含有層3が該板状体2と一体に設けられており、これら板状体2とマイクロ波発熱体含有層3によって積層体5が形成されている。この積層体5のマイクロ波発熱体含有層3を、熱可塑性樹脂を含有する基材1の表面に当接させ、マイクロ波を照射する。これにより、マイクロ波発熱体含有層3内のマイクロ波発熱体4が発熱し、この熱によって基材1に含まれる熱可塑性樹脂が溶融する。その後、マイクロ波の照射を停止することにより、熱可塑性樹脂が固化し、積層体5が基材1に強固に固着される。このようにして、複合材が製造される。
(もっと読む)
繊維板の溶着方法および繊維板
【課題】熱歪を発生させることなく異種プラスチックが混在した繊維板を溶着する。
【解決手段】廃繊維製品類から繊維板を得、繊維板の溶着部位に発熱体を塗布し、繊維板を積層し、または、リブ板を仮組付けし、高周波電界中に配置することにより発熱体の内部加熱を促し、間接的に繊維板を軟化・溶融させた後、加圧成形を施す。発熱体には誘電損失係数の大きいたとえばグリセリン水溶液等を使用し、粒子状または繊維状の木くずに真空減圧下で含浸させ、木くずの中央部位へ浸透させる。
(もっと読む)
合成樹脂製立体装飾片とその製造方法
【課題】裏面に凹部が無く平坦な立体模様片を製造でき、溶断刃による切断が容易で、下層材料が一体的に成形され、裏面に接着又は粘着機能を有する立体模様片を製造でき、基材の特性が限定されること無く不要部分の除去が容易な基材へ直接立体模様片を成形できる方法を提供する。
【解決手段】テーブルの上に、下層材料13、中間層材料、上層材料11をこの順に載置する。下層材料13(ホットメルトフィルム、粘着テープ等)の裏面には、離型紙が装着されている。
上方より凹型32を下降させ、材料を押圧して、高周波を発信させる。高周波の発熱によって、これら材料は溶融する。凹型の溶断刃51の内側に溶融材料が流れ込むと共に、溶断刃によって、材料は切断される。
冷却後、凹型から材料を取り外し、不要部分を除去することによって、平坦な立体的装飾片を製造することができる。
(もっと読む)
1 - 20 / 32
[ Back to top ]