
Fターム[4F211TN22]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 超音波加熱 (238)
Fターム[4F211TN22]の下位に属するFターム
加熱ホーン (57)
Fターム[4F211TN22]に分類される特許
1 - 20 / 181
物体に接合要素を固着するための方法、およびその方法で使用される接合要素
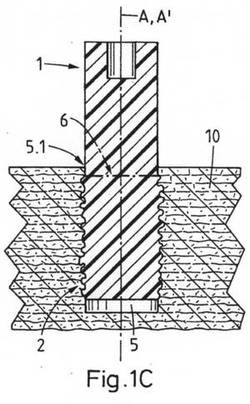
【課題】物体に接合要素を固着するための方法、およびその方法で使用される接合要素を提供する。
【解決手段】接合要素は、封止部分3.1と壁固着部分3.2とを含む。封止部分3.1は略円筒形であり、滑らかな周囲面を有する。壁固着部分3.2は、熱可塑性材料とエネルギディレクタとを含む周囲面を有する。封止部分3.1の断面は、壁固着部分の断面を覆い、壁固着部分にその近位側で隣接して配置される。接合要素は物体10に設けられた開口部5に固着され、開口部の断面は接合要素の封止部分3.1の断面に対応しており、封止部分が開口部5の口5.1内に押込まれ得るようになっており、結果としてプレス嵌めをもたらす。開口部5に接合要素を固着するために、たとえば超音波振動といった機械的振動が接合要素に結合され、接合要素は、封止部分3.1の少なくとも遠位部が開口部内に位置付けられるまで、開口部5に押込まれる。
(もっと読む)
細胞培養容器の製造方法

【課題】本発明は、機能性有機化合物層を有する機能性基体と、容器本体部材との、超音波溶着や射出成形などの熱及び圧力を伴う接合方法において、機能性有機化合物層の機能を維持しながら接合する技術を提供する。
【解決手段】本発明の方法の第一の実施形態は、樹脂製の容器本体部材(101、102、103、105、106)と、樹脂製の基材層(502)及び機能性有機化合物層(501)を備える機能性基体(140)とを、前記部材の表面と、機能性基体の基材層又は機能性有機化合物層の周縁部(640又は610)の表面とが接する部位において、超音波溶融、インモールド成形等の手段により、樹脂を溶融一体化して接合する工程を含む。
(もっと読む)
超音波溶着方法
【課題】熱可塑性樹脂からなる樹脂基材と所定の吸音材とを超音波溶着によって結合する際に、相互の溶着面積をホーンの形状以上に増加させて結合強度を高める。
【解決手段】熱可塑性樹脂で成形された樹脂基材10の接合面12に所定の吸音材(不織布18)を超音波溶着によって結合する超音波溶着方法であって、樹脂基材10の接合面12に突起部14を予め成形しておき、この接合面に吸音材を重ねた状態で配置する。そして、超音波発振器のホーン20を吸音材の側から樹脂基材の突起部14に向けて押込むとともに、この突起部に対して加えられるホーンの超音波振動と加圧力とに基づく熱エネルギーにより、突起部14を溶融させて樹脂基材10と吸音材とを結合する。
(もっと読む)
溶着体の製造方法
【課題】様々な溶着方法を好ましく採用可能でありながら、特定の材料を用いなくても、樹脂成形体間の接合強度を高められる溶着技術を提供する。
【解決手段】第一樹脂成形体と第二樹脂成形体とを重ね合わせ部分に熱を発生させて溶着する場合において、第一樹脂成形体と第二樹脂成形体の少なくとも一方を、キャビティ表面の一部に断熱層が形成された金型を用い、金型温度が成形される樹脂成形体を構成する熱可塑性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。上記断熱層は、キャビティ表面における第一溶着予定面及び前記第二溶着予定面の少なくとも一方と接する部分以外のキャビティの略全面に形成する。また、第一樹脂成形体及び第二樹脂成形体は、ポリアリーレンサルファイド系樹脂組成物から構成されることが好ましい。
(もっと読む)
ケースおよびケース部品の溶着方法、並びに前記ケースを備えるフィルタユニット、液体吐出ヘッドおよび画像形成装置
【課題】部品成形時の反りや二次工程で発生する反りが発生しても高品質な超音波溶着を実現でき、かつコスト高とならないケースおよびケース部品の溶着方法、並びに前記ケースを備えるフィルタユニット、液体吐出ヘッドおよび画像形成装置を提供すること。
【解決手段】2以上の部品を備え、該2以上の部品は、それぞれ2の部品同士が溶着により接合され、当該溶着により接合される2の部品は、互いを接合する接合部と、互いを突き当てる突出部と、をそれぞれ独立にいずれか一方が有し、前記突出部は、塑性変形または弾性変形可能であり、前記突出部を塑性変形または弾性変形させた状態で、前記接合部が溶着されて前記2の部品が接合されていることを特徴とする。
(もっと読む)
超音波溶着装置、超音波接合装置、布線装置
【課題】所定の押圧を正確に行うという条件を精密に管理して良好な溶着を行う。
【解決手段】本体フレーム10に対してスライド自在な超音波振動ユニット40に取り付けた工具ホーン44をワークに押圧して超音波溶着を行う超音波溶着装置において、工具ホーン44の移動量を測定する第一のリニアスケール50と、超音波振動ユニットを押圧する圧縮バネと、圧縮バネを圧縮する駆動手段28と圧縮バネの圧縮量を測定する第二のリニアスケール51と、圧縮バネによる押圧力を測定するロードセル45とを設け、駆動手段28を駆動して圧縮バネを圧縮したときに、ロードセル45で測定した圧縮バネによる押圧力と、第一のリニアスケール50で測定した工具ホーンの移動量と、第二のリニアスケール51で測定した圧縮バネの圧縮量とを駆動手段28にフィードバック制御して、ワークに任意の押圧力を付与した状態で超音波溶着を行う。
(もっと読む)
繊維強化熱可塑性樹脂の接合方法
【課題】本発明は、繊維強化熱可塑性樹脂の接合方法であって、接合強度を向上することができる方法である。特に、被接合面に含まれる強化繊維が連続繊維、あるいは数平均繊維長が10mm以上の非連続繊維である場合に、その接合強度を向上することができるものである。
【解決手段】本発明は、二つの繊維強化熱可塑性樹脂を接合する際に、少なくとも一方の繊維強化熱可塑性樹脂の被接合面に熱可塑性樹脂材料を予め配置させ、その後、二つの繊維強化熱可塑性樹脂を接合する繊維強化熱可塑性樹脂の接合方法である。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
複合体及びその製造方法
【課題】デフォームが発生することが回避されて外観品質が良好な複合体を効率よく得る。
【解決手段】複合体10は、金属からなるワーク12に対して樹脂材14が接合させることで構成される。ここで、樹脂材14は、複数箇所がワーク12に対してスポット的に接合される。すなわち、樹脂材14には、複数個の点接合部位24が形成される。樹脂材14の好適な例としては、ポリアミド樹脂(ナイロン)等の熱可塑性樹脂が挙げられる。この種の複合体は、例えば、ドアパネル等の車両用部品として好適に採用される。
(もっと読む)
自動車用外装品の仮固定構造
【課題】接着剤の硬化中であっても次工程への移行を可能にし、製造時間の短縮を図る。
【解決手段】第1仮固定部A1は、第2パネルP2に設けられた被係合部22と、第1パネルP1に設けられて被係合部22に係入される爪部24とを備え、その係入により、両封止板部17,18の間隔が変化する方向への両パネルP1,P2の変位を規制する。第2仮固定部A2は、両パネルP1,P2間に、第1パネルP1に一体に設けられた中間部材25を備え、第2パネルP2を第1パネルP1側へ引き寄せた状態で、中間部材25を第2パネルP2に係止させる。第3仮固定部は、両パネルP1,P2間で互いに接触している箇所同士を超音波溶着で直接結合することにより形成される。
(もっと読む)
繊維強化プラスチック接合体および接合方法
【課題】管構造を有する構造材料、特に熱可塑性樹脂をマトリックスとする繊維強化プラスチックを接合してなる一体物、およびその製造方法を提供する。
【解決手段】複数の管状接合体(A)と、管状接合体の内部空間に配置されたコア構造体(B)とが溶着され一体化している接合体(C)であって、管状接合体(A)およびコア構造体(B)は熱可塑性材料から構成され、コア構造体(B)は複数の接合用凸部を有している接合体(C)。
(もっと読む)
吸音材積層体およびタイヤ騒音低減装置
【課題】吸音材同士を接合した積層体であって、製造に要する時間短縮とそれによる製造コスト低減に顕著な効果を有するとともに、特別な重量増加なども伴わない吸音材積層体とそれを用いたタイヤ騒音低減装置を提供すること。
【解決手段】積層された吸音材により形成され、前記積層された吸音材同士の界面にホットメルト接着剤が配され、該ホットメルト接着剤の熱溶着によって前記吸音材同士がその界面上で少なくとも部分的に接合されている吸音材積層体、および該吸音材積層体が用いられて構成されたタイヤ騒音低減装置であり、タイヤ内腔の面上に接着または固定されて、あるいはタイヤ内腔に挿入されて使用されるタイヤ騒音低減装置。
(もっと読む)
超音波溶着装置
【課題】ワークや被溶着物の破損の可能性を低減すると共に、ホーンの破損の可能性を低減することが可能な超音波溶着装置を提供する。
【解決手段】超音波溶着装置1は、ホーン10とアンビル20とでワークW及び被溶着物Aを挟み込んで、ワークWと被溶着物Aとを超音波振動により溶着させるものであって、ホーン10は、軸方向の振動を入力する入力部材11と、入力部材11に入力された軸方向の振動F1を、軸方向の振動F1と捩り方向の振動F2と変換するように当該軸方向に対して斜めに伸びるスリット12aが形成されたスリット部材12と、スリット部材12にて変換された軸方向の振動F1と捩り方向の振動F2をワークWに伝達する伝達部材13と、を有し、入力部材11とスリット部材12と伝達部材13とが一体に形成され、アンビル20は、ホーン10からの軸方向の振動を許容する方向に可動する。
(もっと読む)
気密性耐圧容器およびその製造方法
【課題】超音波溶着法により、外観上の問題を伴うことなく、十分な耐圧強度を有する気密性に優れた気密性耐圧容器およびその製造方法の提供を目的とする。特に超音波溶着を適用し難い樹脂として知られているポリプロピレン樹脂を用いた気密性耐圧容器およびその製造方法の提供を目的とする。
【解決手段】気密性耐圧容器1の筒状蓋体3は、超音波溶着後の筒状ハウジング2の開口部端面2aと超音波溶着時の溶着ホーン当接面3eとの距離より筒状蓋体3の天板厚さを差し引いた距離となる長さの立上り部3dが形成されている。
(もっと読む)
モジュールヘッダーの接合補強方法及び補強されたモジュール
【課題】本発明の目的は、作業性がよく、人工臓器としての機能部に悪影響を与えることなく、しかもヘッダーを確実に本体容器に取り付ける為の接合強度の補強方法及び接合強度が補強されたモジュールを提供することにある。
【解決手段】本体容器2、該本体容器内に保持される機能部3及びヘッダー1からなるモジュールの、該本体容器と該ヘッダーを液密に取り付ける方法において、該本体容器のサイドから該ヘッダーを超音波溶着する接合補強方法。本体容器2、該本体容器内に保持される機能部3及び前記本体容器と液密に取り付けられたヘッダー1からなるモジュールであって、該本体容器のサイドから該ヘッダーが超音波溶着されていることによって接合強度が補強されたモジュール。
(もっと読む)
金属樹脂複合体の製造方法
【課題】金属部品および熱可塑性樹脂部品からなる金属樹脂複合体において、その接合強度を高める。
【解決手段】この金属樹脂複合体の製造方法には、金属部品2と熱可塑性樹脂部品3とを超音波溶着する溶着工程が含まれる。溶着工程の前に、金属部品2の接合面2aに粗化処理を施す粗化工程が、および/または、金属部品および熱可塑性樹脂部品の少なくとも一方を加熱する加熱工程が設けられている。これにより、金属部品2と熱可塑性樹脂部品3との接合強度を高めることができる。しかも、金属部品2の接合部に特殊な形状を付与する必要がなく、金属樹脂複合体1の製造工程を簡素化することが可能となる。
(もっと読む)
セラミック樹脂複合体の製造方法
【課題】セラミック部品と熱可塑性樹脂部品からなるセラミック樹脂複合体において、その接合強度を高める。
【解決手段】このセラミック樹脂複合体の製造方法には、セラミック部品2と熱可塑性樹脂部品3とを超音波溶着する溶着工程が含まれる。溶着工程の前に、セラミック部品2および熱可塑性樹脂部品3の少なくとも一方を加熱する加熱工程が設けられている。これにより、セラミック部品2と熱可塑性樹脂部品3との接合強度を高めることができる。しかも、従来の溶着工程に加熱工程を加えるだけで済むので、優れた寸法精度を有するセラミック樹脂複合体1を低コストで製造することが可能となる。
(もっと読む)
超音波接合方法及びこの方法によって接合された接合体
【課題】 超音波接合方法において、部品誤差等により溶融量が変化しても、接合強度の低下やオーバーロードを発生させない。
【解決手段】 ワークの接合部に、第1のリブと、第1のリブを挟んで、第1のリブより高さの低い複数の第2のリブを設け、超音波振動を印加して、第1のリブから溶融した溶融部材を第1のリブと第2のリブの間に充填させ、第2のリブの先端が第2のワークの接合部に接触した時点から、第1及び第2のワークの受け溝を除く対向面が互いに接触するよりも前のいずれかの時点で、超音波振動の印加を終了する超音波接合方法。
(もっと読む)
非極性ポリマー成形体の表面を修飾するための射出成形方法およびこの方法に適した多層フィルム
超音波溶接装置及び超音波溶接方法
【課題】 被接合部材を水中に沈めることなく、水槽等を用いずに接合を行うことのできる超音波溶接装置及び超音波溶接方法を提供する。
【解決手段】 圧電(PZT)振動子4により発生された超音波を伝搬する媒質5を入れた容器3に上記媒質5を介して伝搬された超音波を外部に放射するための振動板1により閉じられた音響窓2を設け、上記振動板1に入射される超音波の振動と上記振動板1のたわみ振動とが一致してコインシデンス効果を呈する傾斜角だけ傾斜させて設けた上記振動板1により上記音響窓2を閉じることにより、上記媒質5を介して超音波を上記音響窓2に伝搬し、上記媒質5を介して伝搬された超音波を上記振動板1により閉じられた音響窓2から上記コインシデンス効果により外部に放射して超音波溶接を行う。
(もっと読む)
1 - 20 / 181
[ Back to top ]