
Fターム[4F211TN27]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | エネルギー線加熱 (461) | レーザー (409)
Fターム[4F211TN27]に分類される特許
161 - 180 / 409
補修用ボスの形成方法およびこれを用いた熱かしめ部の補修方法
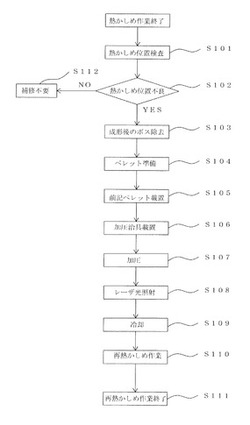
【課題】 補修用ボスの形成方法とこのボスを用いた不良熱かしめ部の補修方法を提供する。
【解決手段】 本発明になる補修用ボスの形成方法は、適当な体積のレーザ光を透過する熱可塑性樹脂からなる発明なるペレットを被結合体の嵌合穴をに合わせて成形品の上に載置し、適当な荷重を印加することでペレットを成形品の表面に押し付けながら、レーザ光をペレットを通して成形品の表面に導き、ここでレーザ光を吸収させて発熱させる。この発熱により、成形品とペレットの接触面が溶融して溶着することでペレットが成形品に溶着することで補修用ボスが形成できる。その後この補修用ボスの上から再度熱かしめを行って不良熱かしめ部を補修する。
(もっと読む)
レーザ光を用いた接合方法

【課題】レーザ光に対して非透過性の部材側からレーザ光を照射して、複数の部材を良好に接合する接合方法を提供する。
【解決手段】レーザ光に対して非透過性の第1部材と、第1部材と同一又は異なる材料からなる第2部材とを接合する接合方法であって、ポリマーからなり23℃における引張弾性率が1000MPa以下であるレーザ接合用中間部材を第1部材と第2部材の間に挟み、第1部材側からレーザ光を照射することによって前記レーザ接合用中間部材を溶融させて、第1部材と第2部材とを接合する。
(もっと読む)
レーザ樹脂溶着機
【課題】レーザダイオードの経年劣化により光出力値が低下して来ても、校正開始の1操作だけで自動校正が行われ、出力値を指示するだけでその出力値が得られるレーザ樹脂溶着機の実現。
【解決手段】レーザダイオード11の電流対出力特性曲線のうち、直線近似が可能な範囲内で2つの電流値点I1とI2を選んで校正用電流値指示手段2から駆動電流設定部5へ設定指示し、その電流をレーザダイオード11に流したときの出力値P1とP2を光パワーメータ9で測定し、このI1、P1とI2、P2の2組の値から係数算出器8で近似直線式の1次係数および定数を求め、Pを変数とするIの直線式をレーザ出力設定関数器4に設定し、レーザ出力値指示手段3から出力値を指示すると、その出力に必要な電流値が駆動電流設定部5へ設定されるようにする。
(もっと読む)
樹脂溶着体の製造方法
【課題】接合工程の高精度な制御や溶融面に極めて高精度な寸法管理を必要としなくとも、接合部の沈み込み量が高精度に管理された樹脂溶着体の製造方法を提供する。
【解決手段】レーザ光5に対して吸収性のある第1の樹脂部品2と、レーザ光に対して透過性のある第2の樹脂部品3とを嵌合し、前記第2の樹脂部品側よりレーザ光を所定の位置に照射すると共に前記第1及び第2の樹脂部品を互いに押圧する加圧力を印加し、前記第1及び第2の樹脂部品を溶着して両樹脂部品の間に周状の接合部4を形成する樹脂溶着体の製造方法において、前記第1または第2の樹脂部品のいずれかに、前記周状の接合部より内側に形成され前記溶着時に他方の樹脂部品と当接する突起8(ストッパ)を設け、この突起により前記接合部における沈み込み量を規制すると共に、前記加圧力を前記突起の垂直軸上ないしはそれより内側の位置に印加する。
【選択図】図5  (もっと読む)
(もっと読む)
プラスチックフィルムの溶着装置および溶着方法
【課題】ヒートシールバーを用いずに、つまりレーザ光を用いてプラスチックフィルム同士を溶着する際に、確実に溶着を行い得るプラスチックフィルムの溶着装置を提供する。
【解決手段】一対の押さえロール12により押圧された2枚のプラスチックフィルムFの表面に、レーザ照射装置15によりレーザビームLを照射して溶着部を形成した後、フィルムを誘導用ロール14を介して引き出すようにしたフィルムの溶着装置であって、フィルムの溶着を行う位置にフィルムを支持する支持用ロール13を配置すると共に、支持用ロールによるフィルムの支持位置を、押さえロールによるフィルムの押さえ位置と誘導用ロールによるフィルムの誘導位置とを結ぶ直線よりも、フィルム側に突出するように配置し、さらに押さえロールの回転速度よりも誘導用ロールの回転速度を速くしたものである。
(もっと読む)
レーザー溶着用ポリオキシメチレン樹脂組成物、及びこの樹脂成形品の溶着方法
【課題】ホルムアルデヒドの発生が少なく、且つレーザー溶着により他の樹脂と強固に溶着するレーザー溶着用ポリオキシメチレン樹脂組成物を提供する。
【解決手段】(A)ポリオキシメチレン樹脂100重量部に対し、(B)ジヒドラジド化合物及び/又は(C)特定の構造を有するジセミカルバジド化合物を0.01〜5重量部、並びに(D)立体障害性フェノールを0.01〜5重量部含有して成るポリオキシメチレン樹脂組成物であって、(B)ジヒドラジド化合物が、芳香族ジヒドラジド、及び20℃における水100gに対する溶解度が1g未満である脂肪族ジヒドラジドより成る群から選ばれるものであることを特徴とする、レーザー溶着用ポリオキシメチレン樹脂組成物。
(もっと読む)
レーザー溶着方法
【課題】レーザー光に対して透過性のある熱可塑性樹脂材を透過したレーザー光がレーザー光に対して透過性のない熱可塑性樹脂材の溶着を避けたい部分に到達しないようにすると共に、レーザー光に対して透過性のある熱可塑性樹脂材内に入射し、屈折したレーザー光と直進したレーザー光とを集合させ、溶着部分に高エネルギーを吸収させる。
【解決手段】レーザー光に対して透過性のある熱可塑性樹脂材4の入射側の表面に、断面三角形状の突起4Aによってレーザー光2を入射させると共に入射したレーザー光2を所望の方向に屈折させる傾斜面6、6を形成する。該傾斜面6、6によって前記レーザー光に対して透過性のある熱可塑性樹脂材4内に入射し、これを透過する前記レーザー光2を屈折させ、溶着部分Mのみに向かわせるようにする。
(もっと読む)
セル状構造体の製造方法、セル状構造体及び対応する装置
互いに取り付けられた熱可塑性材料の複数のシート(101)で形成されたセル状のハネカム構造体を製造するための方法であって、起伏領域(2a及び3a)が各シートに設けられ、各自由なシート(101b)は、予め間に取り付けられた異なる複数のシートによって形成された中間ブロック(21)の隣接しているシート(101a)と一緒に取り付けられ、この取り付けは、レーザ光源で、この自由なシートとこの隣接しているシートとの接触している少なくとも所定の平面領域(3a及び2b)を、前記複数のエンボスの軸線に平行な連続ライン(L)に沿って溶接することによって行われる。 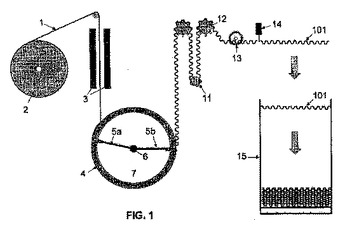 (もっと読む)
(もっと読む)
接合構造体、接合方法及びレーザ加工装置
【課題】接合部材の接合部などに発生する応力を低減あるいは緩和できる接合構造体、接合方法及びレーザ加工装置を提供する。
【解決手段】少なくともいずれかがレーザ光に対して透過性を有する第1及び第2の接合部材と、前記第1の接合部材と前記第2の接合部材との間にこれらに当接可能に設けられ、前記第1の接合部材と前記第2の接合部材との間の隙間を確保する小片部と、前記第1の接合部材と前記第2の接合部材とにそれぞれレーザ光により接合され、前記第1の接合部材と前記第2の接合部材とを結合する弾性体と、を備えたことを特徴とする接合構造体が提供される。
(もっと読む)
レーザー光を用いた溶着方法及びレーザー光溶着体
【課題】レーザー光による樹脂部材同士の溶着部の目視による確認を容易にして、溶着の良否を判定し易くすることができるレーザー光を用いた樹脂部材の溶着方法及びそれを用いて得られたレーザー光溶着体を提供する。
【解決手段】樹脂部材であるカバー2に形成した覗き用の目視部14を通して、レーザー光吸収性樹脂部材から成るハウジング1とレーザー光透過性樹脂部材であるカバー2との接合面からレーザー光の照射によって流れ出た光吸収性樹脂部材の溶融樹脂がバリ15として現れているのを目視にて確認することができる。したがって、接合面から溶融した樹脂が一部流れ出ているのを目視することによって、両樹脂の溶着部で樹脂が溶けて両樹脂部材を溶着していることを簡単に確認することができる。
(もっと読む)
接合方法及び接合体
【課題】安定した接合強度を得ることができる接合方法を提供する。
【解決手段】第一部材11と、当該第一部材11よりも融点が低く、かつ、レーザを透過する第二部材12とを圧接した状態で加工用パルスレーザLwを照射して、前記第一部材11の前記第二部材12との対向面13に加工凹部14を形成しながら、前記第二部材12の前記第一部材11に接する部位を加熱手段Lhにより溶解させ、前記加工凹部14に前記第二部材12を充填して前記第一部材11と前記第二部材12とを接合させる。
(もっと読む)
樹脂フィルムの生産方法
【課題】より小さいエネルギーで、下フィルムと上フィルムとの間隔を均一に保ったままで下フィルムと上フィルムとを接合する。
【解決手段】樹脂フィルムの生産方法は、下フィルム2の表面に金属薄膜3を蒸着もしくは印刷し、金属薄膜3の上に上フィルム4を載置し、下フィルム2及び上フィルム4を、金属薄膜3を挟む方向に加圧し、上フィルム4を通して金属薄膜3にレーザ7を照射することによって、金属薄膜3を開口させて下フィルム2及び上フィルム4同士を溶着する。
(もっと読む)
ガラス材と樹脂材との接合体及びその接合方法
【課題】ガラス材と樹脂材を接着材剤を用いることなく、且つ熱変形させることなく、接合する。
【解決手段】ガラス材2の平滑面と熱可塑性樹脂材4の平滑面とを当接させ、ガラス材2の樹脂材当接面の反対側にレーザ光を吸収する吸収体3を当接し、該吸収体3にレーザ光を照射して発熱させ、該発熱をガラス材2を通じて樹脂材4に伝えて該樹脂材を局部的に溶融してガラス材2の表面の微細な凹凸に食い込ませることにより、ガラス材2と樹脂材4を直接に接合させる。
(もっと読む)
プラスチックフィルムの溶着装置および溶着方法
【課題】ヒートシールバーを用いずにプラスチックフィルム同士を溶着させ得るプラスチックフィルムの溶着装置を提供する。
【解決手段】両端の支持軸部を介して回転自在に支持されるとともに内部に空間室12が形成された回転ロール11、およびこの回転ロールと並行に配置されて当該回転ロールとの間にプラスチックフィルムFを導き押圧し得る押さえロール17と、上記回転ロールの空間室内に配置されてレーザ出射装置から出射されるとともに当該回転ロールの一方の支持軸部内を通過されたレーザビームLを当該回転ロールの筒状外周面に照射させる光走査装置20とを具備し、且つ上記回転ロールの筒状部11bをレーザ光を透過し得る透明材料で構成するとともに、この筒状部の外周面に、レーザ光を吸収し得る吸収部材11cを配置したものである。
(もっと読む)
防水ケースの水密構造
【課題】上カバーと下カバーとを互いの周縁で合わせた状態で、周縁の全周にわたって双方の周縁を互いに接合して内部が水密に密閉される防水ケースを作成する際に、両カバーの周縁にフランジ状のリブを全周にわたって形成すると共に、このリブの合わせ面に、接着剤が塗布される接着領域と、レーザ光により溶着される溶着領域とを内外2重の環状に設けると、接着領域の接着剤が溶着領域にはみ出して、レーザ光を照射してもリブが充分に溶融せず、溶着が不完全になる恐れがある。
【解決手段】接着領域と溶着領域との間に、接着領域から溶着領域への接着剤の侵入を防止する接着剤溜まり6を設けた。
(もっと読む)
加飾エンブレム及び加飾エンブレムの製造方法
【課題】二つの部材を溶着して構成した場合に当該両部材の溶着部分と非溶着部分との境界が不要に目立って見栄えが悪化することがなく、良好な意匠を確保することが可能になる加飾エンブレム及びその製造方法を得る。
【解決手段】加飾エンブレム10では、裏面部材16が透明部材12及び有色インク層14を透過したレーザーによって有色インク層14形成範囲の一部において透明部材12に溶着されている。有色インク層14と裏面部材16とは同色あるいは近似色であるため、透明部材12を通して裏面部材16が見えても、溶着部分と非溶着部分との見切りが目立たなくなる。したがって、透明部材12が意匠面を構成しても、外観を損ねることが無くなる。
(もっと読む)
レーザ溶着部品の製造方法
【課題】レーザ光の透過性が高い第1樹脂部品とレーザ光の透過性が低い第2樹脂部品を当接させてレーザ溶着するレーザ溶着部品の製造方法であって、レーザ溶着に異常をもたらす第1樹脂部品内の異物の有無を容易に検出して、該第1樹脂部品の良否を正確に判定することのできるレーザ溶着部品の製造方法を提供する。
【解決手段】予め検査レーザ光を第1樹脂部品40に走査しながら照射して、該第1樹脂部品40内に存在する異物40iによる温度上昇を検出し、該第1樹脂部品40の良否を判定する。
(もっと読む)
レーザー接合用シート及びそれを用いた接合方法
【課題】種々の材料の接合に用いることができ、簡便な操作で、かつ高い接合強度を得ることができるレーザー接合用シートを提供する。
【解決手段】レーザー光Lに対して透過性を有する材料からなる第1部材2と、第1部材2と同一又は異なる材料からなる第2部材4とをレーザー溶着法により接合するために、レーザー光Lの照射に先立って第1部材2と第2部材4の間に挟まれるレーザー接合用シート3であって;レーザー接合用シート3が第1部材2に接する第1ポリマー層5と第2部材4に接する第2ポリマー層7とを有する多層シートからなる。第1ポリマー層5と第2ポリマー層7の間に少なくとも1層のコア層6を有することが好ましい。
(もっと読む)
部材接合方法、および、シート接合体製造方法
【課題】表面が樹脂繊維によって紙状または布状に形成されている部材がレーザー光によって溶着された接合体の接合強度を向上させることを課題としている。
【解決手段】少なくとも表面が樹脂繊維によって紙状または布状に形成されている部材を用い、前記表面どうしを溶着させて接合する部材接合方法であって、前記部材の表面どうしを面接させ、該面接されている箇所の前記部材の背面側から前記面接されている表面側にレーザー光を透過させて前記表面の樹脂繊維を加熱溶融させることにより前記表面どうしを溶着し、しかも、その際に前記表面が面接されている箇所を50kgf/cm2以上の圧力で加圧しつつ前記レーザー光を照射して前記表面どうしを溶着することを特徴とする部材接合方法などを提供する。
(もっと読む)
熱収縮性ラベルおよびその製造方法
【課題】容器に装着する際に高速に接着でき、仕上がり性が良好で、容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することと、軽量で美観に優れ、光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ラベルを提供する。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満で、白色または空洞を有する主収縮方向が長手方向の熱収縮性ポリエステル系フィルムから成形されている。
(もっと読む)
161 - 180 / 409
[ Back to top ]