
Fターム[4F211TN27]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | エネルギー線加熱 (461) | レーザー (409)
Fターム[4F211TN27]に分類される特許
121 - 140 / 409
レーザ光線による樹脂溶着方法とレーザ光線による樹脂溶着装置

【課題】 レーザ光線の高速スキャン操作で広い溶融面積として任意形状の面溶着を高品質のもとに高速溶着させる新規なレーザ光線による樹脂溶着方法とレーザ光線による樹脂溶着装置を提供する。
【解決手段】 溶着面上をスキャンされるレーザ光線Lを第一軌跡S1上で溶融状態から凝固する前に上記第一軌跡に接近重合させた第二軌跡S2上を通過時に、上記レーザ光線Lで再度第一軌跡上の樹脂材1,2を再加熱して溶融状態を維持させて広い溶融面積SOを生成させつつ、順次に溶着全面をレーザ光線の高速スキャンにより溶融状態で任意形状に高速面溶着させる。
(もっと読む)
樹脂溶着方法

【課題】 溶着予定領域において入熱過多による損傷の発生を確実に防止することができる樹脂溶着方法を提供する。
【解決手段】 中心線CLを有する円環形状の溶着予定領域Rの一部分が照射領域であるレーザ光Lに対して、溶着予定領域Rを中心線CL回りに相対的に複数回回転させながら、レーザ光Lを溶着予定領域Rに照射する。これにより、溶着予定領域Rの一部分に対してレーザ光Lが断続的に照射されることになるので、溶着予定領域Rの一部分に対するレーザ光の1回の照射で樹脂部材の分解温度を越えるような急激な温度上昇を防止することができる。しかも、光軸OAに対して垂直なレーザ光Lの断面形状が溶着予定領域Rにおいて円環形状であるため、溶着予定領域Rのレーザ光入射側端部R1及びその近傍におけるレーザ光Lの照射領域中心部に入熱過多による損傷が生じるのを防止することができる。
(もっと読む)
接合装置
【課題】
少なくとも一方が樹脂により構成された管の簡易であると共に、効率的な接合方法を提供する。
【解決手段】
レーザービームの透過性を備えた樹脂製の継手の開口部に、少なくとも外周面が樹脂より構成された管材の一端を挿入させると共に、上記継手の内周面と管材の外周面との間にレーザー吸収体を配置させた連結体の接合装置であって、
レーザービームを照射するレーザービーム照射手段と、前記レーザービーム照射手段を管の円周方向に回転させる回転手段と、前記レーザービーム照射手段を管の軸方向に移動させる軸方向移動手段と、前記レーザービーム照射手段により円周上に照射されることによりレーザーにより溶融された樹脂の流動性を高める樹脂流動手段とを持つことを特徴とする接合装置。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】接合部分に段差を生じさせることなく、2つのシート部材を接合しうるシート部材の接合方法を提供すること。
【解決手段】第一のシート部材と第二のシート部材とを接合するシート部材の接合方法であって、第一のシート部材の端面と、第二のシート部材の端面とを突き合せ、該突き合わせ部分を加熱媒体を介して加熱することにより前記端面同士を熱融着し、熱融着後に前記加熱媒体を第一及び第二のシート部材から剥離することを特徴とするシート部材の接合方法による。
(もっと読む)
樹脂製接合品およびその製造方法
【課題】流路を構成する樹脂部材を成形する際のヒケなどの問題を解消して、流路の寸法精度や形状精度を向上することができ、さらに、樹脂部材をレーザー接合する場合でも、レーザー光によって流路が荒れてしまうことを確実に防止することのできる樹脂製接合品およびその製造方法を提供すること。
【解決手段】樹脂製接合品1において、第1樹脂部材2において第2樹脂部材3と接合された面側には、流路13を構成するための突条部22が形成され、突条部22の上端面220で第1樹脂部材2と第2樹脂部材3とが接合されている。このため、第1樹脂部材2を成形する際、ヒケなどの問題が発生しにくい。
(もっと読む)
積層シート及び積層シート製造方法
【課題】ポリマー組成物によって形成された発泡シートとポリマーフィルムとが接着されて発泡層とフィルム層とが形成されていながらも簡便に製造されうる積層シートと、このような積層シートを簡便に製造するための積層シート製造方法とを提供することを課題としている。
【解決手段】積層シートに係る本発明は、ポリマー組成物によって形成された発泡シートとポリマーフィルムとが接着されて発泡層とフィルム層とが形成されている積層シートであって、前記発泡シートと前記ポリマーフィルムとが重ね合わされた状態で、前記発泡シート及び前記ポリマーフィルムの少なくとも一方の背面側からレーザー光が照射されて発泡シートとポリマーフィルムとの界面が加熱されることにより発泡シートとポリマーフィルムとが溶着されて接着されていることを特徴としている。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物及びその複合成形品
【課題】機械的強度が良好で、レーザー溶着特性に優れ、環境保全に配慮されたレーザー溶着用熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂(a)と脂肪族ポリエステル共重合体(b)からなる樹脂成分(A)100重量部に対して、強化充填材(B)0〜100重量部を配合してなる樹脂組成物であって、該脂肪族ポリエステル共重合体(b)が、脂肪族オキシカルボン酸単位0〜20モル%、脂肪族又は脂環式ジオール単位40〜50モル%及び脂肪族ジカルボン酸単位40〜50モル%から成ることを特徴とするレーザー溶着用熱可塑性樹脂組成物。
(もっと読む)
シート接合体作製方法
【課題】本発明は、接合品質の向上されたシート接合体を作製することのできるシート接合体作製方法の提供を課題としている。
【解決手段】金属フィルムと樹脂シートとを重ね合わせて積層体を形成させ、前記樹脂シートの背面側から前記積層体にレーザー光を照射することにより前記樹脂シートと金属フィルムとが溶着されて接合されているシート接合体を作製するシート接合体作製方法であって、前記金属フィルムの背面側に5MPa加圧時の圧縮歪量が0.1μm以上20μm以下となる弾性を有する支持材を当接させ、且つ前記樹脂シートを前記金属フィルムに向けて1〜100kgf/cm2の圧力で加圧している状態で前記レーザー光の照射を実施することを特徴とするシート接合体作製方法を提供する。
(もっと読む)
シート接合体作製方法
【課題】接合品質の向上されたシート接合体を作製することのできるシート接合体作製方法の提供。
【解決手段】樹脂シート1a、1bどうしを重ね合わせて積層体を形成させ、重なり合っている樹脂シートの内の一方の背面側から前記積層体1にレーザー光4aを照射することにより樹脂シートどうしが接する界面部が溶着されて接合されているシート接合体1を作製するシート接合体1作製方法であって、他方の樹脂シートの背面側に5MPa加圧時の圧縮歪量が10μm以上500μm以下となる弾性を有する支持材2を当接させ、且つ前記一方の樹脂シートを前記他方の樹脂シートに向けて0.1〜100kgf/cm2の圧力で加圧している状態で前記レーザー光の照射を実施することを特徴とするシート接合体1作製方法。
(もっと読む)
ライナの製造方法及び分割ライナ
【課題】ライナの生産性を向上させることが可能な技術を提供することを目的とする。
【解決手段】 ライナ300の製造方法であって、(a)端部近傍に突起360を有する第1の分割ライナ300bを準備する工程と、(b)前記突起360と嵌合するための嵌合穴355を有する係合部材350を備えた第2の分割ライナであって、前記第1の分割ライナ300bと接する端部において、前記係合部材350が折り曲げ可能に形成された第2の分割ライナ300aを準備する工程と、(c)前記第1と第2の分割ライナ300b、300aの端部を合わせ、前記係合部材350を折り曲げて前記嵌合穴355に前記突起360を嵌め込む工程と、(d)前記第1と第2の分割ライナ300b、300aの接合部にレーザ光を照射して前記第1と第2の分割ライナ300b、300aとを接合する工程と、(e)前記係合部材350と前記突起360とを除去する工程と、を備える。
(もっと読む)
樹脂の溶着方法およびこれを使用したタンク製造方法
【課題】溶着時間を短縮させ、尚かつ溶着品質をより安定化させる。
【解決手段】所定値よりも波長の長いレーザ光L2と、所定値よりも波長の短いレーザ光L1とを当該樹脂の溶着対象部分22に照射する。例えば、波長の短いレーザ光L1として半導体レーザ光を用い、波長の長いレーザ光L2としてYAGレーザ光またはCO2レーザ光を用いることができる。樹脂ライナ20を対象とする場合、波長の長いレーザ光L2を樹脂ライナ20の外側から、波長の短いレーザ光L1を樹脂ライナ20の内側からそれぞれ照射することが好ましい。また、レーザ光が照射される部分の温度ないしはレーザ光照射量を測定装置50により測定し、測定結果に基づいて当該レーザ光の照射量を調整。
(もっと読む)
樹脂ライナの製造方法および流体貯留容器の製造方法
【課題】複数のライナ部品の互いの接合部が接合されて成る樹脂ライナにおいて、接合部の接着強度を向上させる技術を提供する。
【解決手段】複数のライナ部品10e、10vが接合されて成る樹脂ライナの製造方法は、(a)2つのライナ部品の互いの接合部を接触させた状態に組み合わせたライナ組立体を生成する工程と(b)ライナ組立体において、接触された接合部の少なくとも一部を保持具200によって保持する工程と(c)ライナ組立体の内部の圧力を制御しつつ、レーザ溶着300により接合部を接合する工程とを備え、工程(c)は、(c1)ライナ組立体の内部の圧力をライナ組立体の外部の圧力よりも高い第1の値に制御する工程と(c2)ライナ組立体の内部の圧力を第1の値よりも低く、ライナ組立体の外部の圧力よりも高い第2の値に制御する工程とを備える。
(もっと読む)
レーザー光線による樹脂溶着方法とレーザー光線による樹脂溶着装置
【課題】 平面ワーク・三次元ワークのモデル変化に対する高い汎用性によるイニシャルコストの低減、ワーク曲面に馴染む加圧手段で大きな接着力が得られるように改良したレーザー光線による樹脂溶着方法とその樹脂溶着装置を提供するものである。
【解決手段】 ロボットアーム10に備えたレーザ溶着ヘッドLHにより、平面ワークW1や三次元ワークW2の透明樹脂板30aの真下に位置する熱吸収体30bの表面の溶着軌跡Kのガイド光となる教示用レーザー光線L1で教示入力させ、上記熱吸収体の溶着軌跡に照射される加工用レーザー光線L2で加熱溶融させ、上記熱吸収体の加熱溶融状態にある真上の透明樹脂板の近傍位置を加圧部材PPにより加圧させて溶着するレーザー光線による樹脂溶着方法である。
(もっと読む)
袋を作る方法及び装置
本発明は、同一の材料を有して作られる2つの重ねられたフィルムを使用して可撓性のある袋を作るための装置に関わり、当該装置は、2つのフィルム間において溶接を行なうようレーザ源を有する。2つのフィルムは、有利にはEVAを与えられたポリエチレンを有して作られる。当該装置は切断手段を更に有する。 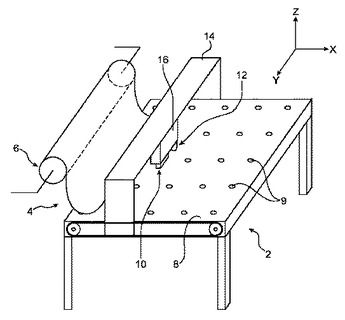 (もっと読む)
(もっと読む)
レーザ光透過性樹脂部材およびそれを用いた樹脂成形品
【課題】見栄えが良く、経年後の変色を隠蔽可能で、かつ、レーザ溶着後の溶着状態の良否判断が容易なレーザ光透過性樹脂部材を提供する。
【解決手段】出口通路キャップ12は、レーザ溶着用のレーザ光透過性樹脂部材であって、マンセル表色系において、明度をV、彩度をC、色相環を100分割し色相10RPを「0」または「100」とした場合の色相をHとしたとき、「V≦0.229H+3.714、V≦−0.8H+24、V≧3」、かつ、「C≦−0.075H2+1.936H+1.267、C≧2」の関係を満たす色を呈するように着色されている。かつ、出口通路キャップ12のうち、レーザ溶着される部位である溶着部122は、波長800nm以上のレーザ光に対する透過率が15%以上となるように形成されている。
(もっと読む)
プラスチック容器用の蓋及びプラスチック容器の密封方法
【課題】本発明の目的は、レーザー吸収剤と中身との接触を阻止できるプラスチック容器用の蓋を提供することを目的とする。また本発明は、その蓋を用いた容器の密封方法を提案することを目的とする。
【解決手段】本発明プラスチック容器用の蓋は、容器の口部に装着され、レーザー照射によって前記口部に溶着されるプラスチック容器用の蓋において、レーザーを吸収しない樹脂で形成された蓋形状の外層と、レーザー吸収層と、レーザーを吸収しない樹脂で形成され、厚さが12〜113μmの接着兼カバー層とが外側から順に重ねられた積層構造を有し、少なくとも前記容器の口部の縁部と当接する箇所に前記積層構造が配置されており、かつ、前記接着兼カバー層を形成する樹脂と前記プラスチック容器を形成する樹脂とが溶着特性を有していることを特徴とする。
(もっと読む)
熱可塑性樹脂組成物からなる成形体と金属の複合体の製造方法
【課題】レーザ光を熱源として、金属と熱可塑性樹脂組成物からなる成形体の異種材同士を強固に接合し、熱可塑性樹脂組成物からなる成形体がレーザ光を透過しない場合であっても、形状の自由度が大きく、信頼性の高い複合体を提供する。
【解決手段】(A)熱可塑性樹脂組成物からなる成形体と12(B)金属11を重ね合わせ、前記(B)金属側からレーザ光9を照射し、熱可塑性樹脂組成物からなる成形体の少なくとも一部を軟化および/または溶融することによって接合することを特徴とする熱可塑性樹脂組成物からなる成形体と金属の複合体の製造方法。
(もっと読む)
樹脂材の溶着方法
【課題】安定したレーザ光による溶着を行うことができる樹脂材の溶着方法を提供する。
【解決手段】複数の樹脂材1、2のそれぞれにテーパー面3、4を形成し、テーパー面3、4同士を接合した後、その接合面にレーザ光Lを照射することにより樹脂材1、2を溶融して複数の樹脂材1、2をテーパー面3、4で溶着する。
(もっと読む)
物品および物品を形成する方法
【課題】延伸ポリテトラフルオロエチレン(ePTFE)ラミネートをプラスチック材料に結合することによって形成される物品を提供すること。
【解決手段】物品が提供される。この物品は、プラスチック材料と、そのプラスチック材料に結合された延伸ポリテトラフルオロエチレン(ePTFE)ラミネート(16)とを含み、ePTFEラミネートは、そのプラスチック材料にレーザ溶接される。
(もっと読む)
レーザを用いた部材の接合方法
【課題】レーザ光を透過する樹脂材料で形成された3つ以上の部材について、互いに重ね合わされた境界面にレーザ光を一回照射することにより部材間を接合させる接合方法を提供する。
【解決手段】互いに積層された第1、第2及び第3部材11,12,13は、第2部材12の第1部材11との境界面が研磨された第1凹凸面12aにされ、第3部材13の第2部材12との境界面が同様に第2凹凸面13aにされている。レーザ光15が照射され、第2部材12の第1凹凸面12aでレーザ光が吸収され、凹凸面12a周囲のアクリル材料を局所的に溶融させることにより、両部材11,12間に接合を形成することができる。透明にされた接合部分12bを透過したレーザ光は、第2及び第3部材12,13の境界面付近に照射され、第2凹凸面13a周囲のアクリル材料を局所的に溶融させることにより、両部材12,13間に接合を形成することができる。
(もっと読む)
121 - 140 / 409
[ Back to top ]