
Fターム[4F211TN27]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | エネルギー線加熱 (461) | レーザー (409)
Fターム[4F211TN27]に分類される特許
41 - 60 / 409
レーザー光を用いた接合方法及びレーザー接合用中間部材
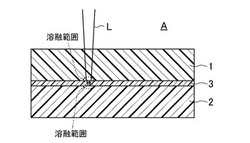
【課題】レーザー接合用中間部材の第1部材側、及びレーザー接合用中間部材を第2部材側の両方を確実に軟化又は溶融させることにより、第1部材及び第2部材の接合強度を十分に高める。
【解決手段】レーザー光透過性を有する第1部材1と、レーザー光吸収性を有する第2部材2との間に、レーザー光吸収性を有するレーザー接合用中間部材3を介在させ、第1部材1及び第2部材2をレーザー接合用中間部材3により接合するレーザー光を用いた接合方法において、第2部材2のレーザー光吸収率を60%以上に設定し、レーザー接合用中間部材3のレーザー光吸収率を40%以上60%以下に設定しておき、第1部材1及び第2部材2の間にレーザー接合用中間部材3を介在させた状態で、第1部材1、レーザー接合用中間部材3及び第2部材2を重ね合わせ、次いで、第1部材1側からレーザー光を照射する。
(もっと読む)
シート接合体の製造方法及びシート接合体の製造装置

【課題】接合に際して該処理領域への樹脂シート部材の搬送を停止せずに樹脂シート部材の接合が可能なシート接合体の製造装置を提供する。
【解決手段】先行して処理領域へと搬送される第1の樹脂シート部材1aと、次の第2の樹脂シート部材1bとを接合してシート接合体を作製するシート接合体の製造方法であって、前記第2の樹脂シート部材の先端部を保持する第1の工程と、該第1の工程で保持された前記先端部に光吸収剤を塗布する第2の工程と、前記第1の樹脂シート部材を保持する第3の工程と、保持された部分が末端部を構成するように切断する第4の工程と、前記先端部と前記末端部とを前記光吸収剤を挟んで重ね合わせる第5の工程と、レーザー溶着することによって接合する第6の工程と、前記第1の樹脂シート部材に続いて前記第2の樹脂シート部材を前記処理領域へと搬送する第7の工程と、を有することを特徴とするシート接合体の製造方法。
(もっと読む)
シート接合体の製造方法、シート接合体、ロール体、光学用フィルム、及び偏光フィルム
【課題】 本発明の課題は、少なくとも接合部分の段差を小さくでき、光吸収剤を用いずともシート部材どうしを接合してシート接合体を簡便に製造し得るシート接合体の製造方法を提供することにある。
【解決手段】 本発明は、シート部材の端面どうしを突き合わせ、用いるレーザー光の波長に対して光吸収性を有する光吸収部材に、突き合わせられた部分を当接させ、該光吸収部材にレーザー光を照射して発熱させることにより、前記シート部材の端面どうしを熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、シート接合体とすることを特徴とするシート接合体の製造方法を提供する。
(もっと読む)
レーザ接合方法
【課題】
レーザ接合方法において、熱可塑性樹脂と金属の界面の密着性を向上させることで、接合時の熱応力による剥離を抑止し、信頼性の高い熱可塑性樹脂と金属のレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、酸化層を形成した熱可塑性樹脂の表面エネルギーに比べ、接合面の金属の表面エネルギーを大きくした状態で、加圧し、レーザ照射して熱可塑性樹脂と金属を接合する。
(もっと読む)
生化学反応用チップ及びその作製方法
【課題】流路内の抗体の生理活性を失活させることなく、かつ、受光部の光学的特性を変化させることなく、2枚の樹脂基板を貼り付ける。
【解決手段】第1樹脂基板1と、第1樹脂基板1に貼り付けられる第2樹脂基板2とを備えている。第1樹脂基板1は、平板状であり、第2樹脂基板2との貼り付け面1bに形成された流路11を備えている。第2樹脂基板2は、流路11に対向する位置に設けられ、外部から照射された光Lを受光面21aで屈折させて流路11に導くプリズム(受光部の一例)21を備えている。第2樹脂基板2は、プリズム21をx方向で挟んで一対設けられた接合代23と、プリズム21及び接合代23間に設けられた貫通溝24とを備えている。
(もっと読む)
異種材料接合方法
【課題】 少なくとも一方が樹脂材料からなる部材同士を確実に接合することができる異種材料接合方法を提供する。
【解決手段】 接合予定領域13における樹脂部材11,12の温度は、レーザ光Lの照射によって各樹脂部材11,12の材料のガラス転移点以上かつ流動開始温度未満の温度に上昇させられる。樹脂部材11,12の温度がガラス転移点以上の温度に上昇させられるので、樹脂部材11,12が接合予定領域13において選択的に弾性に富みかつ膨張することになる。このとき、樹脂部材11,12の温度が流動開始温度未満の温度に上昇させられるので、樹脂部材11,12の溶融に起因して表面活性化処理の効果が失われることが防止される。従って、レーザ光Lが照射された際に、樹脂部材11の表面11aと樹脂部材12の表面12aとが接合予定領域13において密着し、分子間力によって接合される。
(もっと読む)
樹脂成形品の製造方法
【課題】溶着面に光反射膜が存在する場合にも、レーザビームにより溶着を行える樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、(a)溶着領域を有する吸光性樹脂部材21と、前記吸光性樹脂部材21の溶着領域に対応する溶着領域を有する透光性樹脂部材23とを準備する工程と、(b)前記吸光性樹脂部材に光反射膜を形成する工程と、(c)ビームスポット径が1.0mm以下となる第1の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、該溶着領域上に形成された光反射膜を除去する工程と、(d)前記吸光性樹脂部材の溶着領域と前記透光性樹脂部材の溶着領域とを加圧接触状態とし、ビームスポット径が1.5mm以上3.5mm以下となる第2の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、前記吸光性樹脂部材21と前記透光性樹脂部材23とを溶着する工程とを有する。
(もっと読む)
レーザー光を用いた接合方法
【課題】中間部材を介して管部材同士を接合する場合に、フランジ等を設けることなく、広い接合面積で接合できるようにするとともに、接合までの間に中間部材の位置ずれを抑制できるようにし、高い接合強度を得るとともに、シール性を確保できるようにする。
【解決手段】レーザー光Lを透過する樹脂製の第1管部材10の内側に、樹脂製の第2管部材20を挿入するとともに、第1管部材10の内周面と第2管部材20の外周面との間にレーザー光Lを吸収する樹脂製のレーザー光接合用中間部材30を配置する接合準備工程を行う。接合準備工程の後、第1管部材10の外側からレーザー光Lを照射して中間部材30を加熱することによって第1及び第2管部材10,20を中間部材30を介して接合する接合工程を行う。
(もっと読む)
レーザー光を用いた接合方法及びこの接合方法に用いられるレーザー接合剤
【課題】第1及び第2部材の接合面の形状が複雑な場合や、第1及び第2部材の接合面間の隙間が狭い場合であっても、レーザー接合剤を接合面の全体に付着させることができるようにして接合強度を向上させるとともに、シール性が必要な場合に確実にシールできるようにする。
【解決手段】レーザー光を透過させる第1部材1と、該第1部材1と同種又は異種材料からなる第2部材2とをレーザー光を用いて接合する接合方法である。流動性を有するレーザー接合剤3を第1部材1及び第2部材2の接合面1a,2aに付着させる。その後、第1部材1側からレーザー光Lを照射して第1部材1と第2部材2とをレーザー接合剤3を介して接合する。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷が発生するのを防止しつつ樹脂部材同士を確実に溶着する。
【解決手段】 樹脂部材3と樹脂部材4とを溶着する際に、レーザ光Lの照射領域を溶着予定領域Rに複数回通過させる。これにより、溶着予定領域Rの一部分に対してレーザ光Lが断続的に照射されることとなるので、レーザ光の1回の照射で分解温度を越えるような温度上昇を防止することができる。しかも、レーザ光Lの照射領域を溶着予定領域Rに複数回通過させる際に、領域R1における温度プロファイルのピーク値が、樹脂部材3,4の溶融温度と樹脂部材3,4の分解温度との間に複数回現れるようにする。これにより、溶着予定領域Rにおいて損傷が生じるのを防止しつつ樹脂部材3,4を十分に溶融させることができる。よって、溶着予定領域Rにおいて入熱過多による損傷が発生することを防止しつつ樹脂部材同士を確実に溶着することができる。
(もっと読む)
樹脂溶着方法及び樹脂溶着装置
【課題】 環状の溶着予定領域において入熱過多による損傷が発生するのを防止しつつ樹脂部材同士を確実に溶着することができる樹脂溶着方法及び樹脂溶着装置を提供する。
【解決手段】 溶着予定領域Rにおいて樹脂部材3,4を互いに接触させた状態で、環状の溶着予定領域Rの一部分である領域Raに対しレーザ光Lの照射領域を再び通過させるときに、樹脂部材3,4の表面温度Tsを樹脂部材3,4の溶融温度未満の温度に維持する。そのため、非溶融状態の表面部分Sによって溶融状態の内側部分Mが閉じ込められる。これにより、溶融した樹脂の発泡が防止されるので、当該領域Raにおいて、溶着後にレーザ光Lの入射面が滑らかに維持される。しかも、溶融状態の内側部分Mの圧力が高まるので、当該領域Raにおいて、溶融した樹脂の混ざり合いが促進され、樹脂部材3と樹脂部材4とが強固に溶着される。
(もっと読む)
レーザー溶着用光吸収樹脂組成物及び光吸収樹脂成形体、並びに光吸収樹脂成形体の製造方法
【課題】照射されたレーザー光を吸収し、均一な発熱を生じて安定したレーザー溶着をおこない、接合溶着部分が透明性を保持できるレーザー溶着用光吸収樹脂組成物、および、光吸収樹脂成形体を提供する。
【解決手段】30℃以上のガラス転移温度を持つ高分子分散剤と、レーザー光吸収微粒子とを含有するレーザー溶着用光吸収樹脂組成物であって、当該レーザー光吸収微粒子が、一般式SrVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸ストロンチウム、一般式Sr(Ti,Nb)O3−X(但し、0≦X≦1)で表記されるニオブチタン酸ストロンチウム、一般式CaVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸カルシウムの群から選択される1種以上の微粒子であることを特徴とするレーザー溶着用光吸収樹脂組成物。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、レーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズとレーザー光に対して吸収性を有する熱可塑性樹脂製部材とを当接させた状態で保持する装置と、熱可塑性樹脂製レンズを透過し、熱可塑性樹脂製レンズが当接した熱可塑性樹脂製部材を照射し、前記熱可塑性樹脂製部材とこれに当接した前記熱可塑性樹脂製レンズとを溶融するレーザー光を走査するガルバノミラーと、第2円弧に沿って任意の位置まで移動させられるガルバノスキャン光学系とを備えており、第2円弧は中心が第1円弧の中心又はその近傍に設定され、かつ半径が第1円弧の半径よりも大きく設定されていることを特徴とする。
(もっと読む)
レーザ溶着構造
【課題】樹脂製品のレーザ溶着部の外観品質を向上させるレーザ溶着構造を提供する。
【解決手段】樹脂製品を構成する、透光性の第1樹脂部材30とレーザ光を吸収して溶融する第2樹脂部材20がレーザ光により溶着されたレーザ溶着構造において、第1樹脂部材30側当接部32の少なくとも表層部又は第2樹脂部材20側当接部26の表層部の少なくともいずれか一方にレーザ光は透過し可視光を吸収する可視光遮断層34Aを形成した。レーザ光は第1樹脂部材30及び可視光遮断層34を透過し第2樹脂部材20側当接部26で吸収され、当接部26・32間が溶着される。この時、第1樹脂部材30・第2樹脂部材20間に隙間42があるとレーザ溶着部に白濁44が残るが、レーザ溶着部のレーザ光照射側(可視光入射側)には可視光遮断層34Aが延在し該溶着部を覆うので、第1樹脂部材30を介してレーザ溶着部(の白濁44)は透けて見えず、樹脂製品の外観不良は改善される。
(もっと読む)
樹脂部材の接合方法
【課題】接合される樹脂部材間に間隙がある場合にも、安定した接合を達成することができる樹脂部材の接合方法を提供する。
【解決手段】ブリーダケース1におけるケース本体3と前蓋5との接合方法は、前蓋5の筒状部5bの内側にケース本体3を嵌め合わせる嵌合工程と、前蓋5とケース本体3とにレーザ光Lを照射し、前蓋5とケース本体3とをレーザ溶着させる溶着工程と、を備える。溶着工程では、嵌合工程で嵌め合わされた前蓋5とケース本体3とを回転軸線A方向に互いに押し付けながら、前蓋5とケース本体3とを、レーザ光Lの照射中に回転軸線A周りに複数回転させる。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、同時にレーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズ20とレーザー光に対し吸収性を有する熱可塑性樹脂製部材30とをレーザー溶着するレーザー溶着装置10において、前記レーザー溶着に用いられるレーザー光を走査するガルバノミラーを含む第1ガルバノスキャン光学系40Aと、前記レーザー溶着に用いられるレーザー光を走査するガルバノミラーを含む第2ガルバノスキャン光学系40Bと、を備えている。第1ガルバノスキャン光学系40Aは、そのレーザー光が前記熱可塑性樹脂製レンズ20表面の外周部全周を走査する。第2ガルバノスキャン光学系40Bは、そのレーザー光が前記熱可塑性樹脂製レンズ20表面の外周部全周を走査する。
(もっと読む)
レーザー溶着を用いた車両用灯具製造方法
【課題】熱可塑性樹脂製レンズ表面の外周部全周を走査し、その全周にわたりレーザー溶着を行うことに起因する熱可塑性樹脂製部材に対する熱可塑性樹脂製レンズの沈み込み量を制御することが可能なレーザー溶着を用いた車両用灯具製造方法を提供する。
【解決手段】透過性を有する樹脂製レンズと吸収性を有する樹脂製部材とがレーザー溶着された車両用灯具を製造する方法において、樹脂製レンズと樹脂製部材とを加圧し互いに当接させて保持する保持工程と、樹脂製レンズを透過して樹脂製レンズ裏面の外周部が当接した樹脂製部材を照射し、樹脂製部材とこれに当接した樹脂製レンズとを接合するように、樹脂製レンズ表面の外周部全周にレーザー光を走査する走査工程とを含んでおり、樹脂製レンズ又は樹脂製部材のうち少なくとも一方には、前記一方が他方に対し沈み込んだ場合に、前記他方に当接するストッパが設けられている。
(もっと読む)
樹脂成形品の製造方法及びレーザビーム照射装置
【課題】
レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法が望まれる。
【解決手段】
吸光性樹脂部材の溶着領域と対応する透光性樹脂部材の溶着領域を対向圧接配置し、前記溶着領域の延在方向に複数の照射領域を設定するとともに、該照射領域各々に対応する複数のスキャンヘッドを前記透光性樹脂部材側に配置し、前記照射領域各々に対応するスキャンヘッドから単一の照射を受ける単一照射領域と、隣接するスキャンヘッドからの照射を受ける複合照射領域と、を設定するとともに、前記複数のスキャンヘッドから発せられた複数のレーザビーム各々を少なくとも前記単一照射領域の延在方向に沿って走査する第1種の軌道と、前記単一照射領域と前記複合照射領域の一部を延在方向に沿って走査する第2種の軌道と、に沿って繰り返し走査し、前記溶着領域全体をほぼ同時に加熱・溶融し、前記透光性樹脂部材と前記吸光性樹脂部材を溶着する。
(もっと読む)
高圧タンク用ライナーの製造装置、高圧タンク用ライナーの製造方法及び高圧タンク
【課題】2つの分割体の両溶着端部の間の隙間を無くすように接合する高圧タンク用ライナーの製造装置等を提供する。
【解決手段】高圧タンク用ライナーの製造装置は、第1及び第2の分割体10,20の両溶着端部を対向接触させてなるレーザー溶着部30を直接外周側から保持する押さえ治具40と、第1の分割体10の内部にレーザー光52を照射するレーザー源50と、照射されたレーザー光52をレーザー溶着部30の内周側に反射する反射鏡60が一方端に設けられた反射鏡付き回転軸62と、反射鏡付き回転軸62を回転させる回転手段64と、第2の分割体20を把持する把持具70と、把持具70に設けられ第2の分割体20に対し振動を加える振動発振機72を有する。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定ラインに沿って樹脂フィルム同士を良好に溶着し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2が溶着予定ライン5に沿っているので、光吸収領域2外への熱の拡散が抑制される。これにより、レーザ光Lが照射された際に、光吸収領域2の温度が効率良く上昇し、レーザ光Lの照射領域Rが通過した後も、光吸収領域2の温度が急激に低下し難くなる。更に、光吸収領域2では、幅方向における熱伝導率が厚さ方向における熱伝導率よりも大きくなっている。これにより、レーザ光Lが照射された際に、光吸収領域2の幅方向への熱の伝播が促進され、幅方向において光吸収領域2の温度が効率良く均一化される。
(もっと読む)
41 - 60 / 409
[ Back to top ]