
Fターム[4F211TN27]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | エネルギー線加熱 (461) | レーザー (409)
Fターム[4F211TN27]に分類される特許
61 - 80 / 409
レーザー光を用いた接合方法
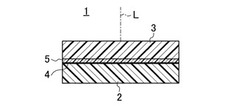
【課題】互いに溶着しにくい材料からなる部材同士を、レーザー光を用いた接合方法によって十分な接合強度を持たせて接合できるようにする。
【解決手段】第1部材2には、中間材5との融着力を向上させるプライマー層4を形成する。その後、プライマー層の樹脂との融着性を有する第1樹脂と、第2部材3との融着性を有する第2樹脂とを含むポリマーアロイからなる中間材5を、プライマー層4と第2部材3との間に配置する。次いで、第1部材2、ポリマーアロイ及び第2部材3を重ねた状態で、レーザー光を照射して中間材5を加熱し、ポリマーアロイ中の第1樹脂とプライマー層4の樹脂とを融着するとともに、ポリマーアロイ中の第2樹脂と第2部材3とを融着する。
(もっと読む)
樹脂溶着方法

【課題】 溶着予定ラインの所定の部分で剥離性及び密封性を有する溶着を実現し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2においては、溶着予定ライン5の第2の部分52での光吸収部22の幅が、溶着予定ライン5の第1の部分51での光吸収部21の幅よりも大きい。これにより、レーザ光Lの照射によって上昇する温度は、第1の部分51に比べ第2の部分52で低くなる。従って、第2の部分52で剥離性を有するように溶着し得る。更に、レーザ光Lの照射によって溶着された溶着領域13の幅は、第1の部分51に比べ第2の部分52で大きくなる。従って、第2の部分52で密封性を有するように溶着し得る。
(もっと読む)
レーザー光を用いた接合方法
【課題】互いに融着しにくい材料からなる部材同士を、レーザー光を用いた接合方法によって十分な接合強度を持たせて接合できるようにする。
【解決手段】第1部材2と第2部材3との間に、ポリマーアロイからなる中間材5を配置する。ポリマーアロイは、第1部材2を構成する樹脂との融着性を有する第1樹脂と、第2部材3を構成する樹脂との融着性を有する第2樹脂とを含む。第1部材2を構成する樹脂の溶解性パラメータと第1樹脂の溶解性パラメータとの差を1.0以下に設定し、第2部材3を構成する樹脂の溶解性パラメータと第2樹脂の溶解性パラメータとの差を1.0以下に設定する。ポリマーアロイの第1樹脂と第2樹脂との溶解性パラメータの差を、第1部材2を構成する樹脂と第2部材3を構成する樹脂との溶解性パラメータの差よりも小さくする。レーザー光を照射して中間材5を加熱し、ポリマーアロイ中の第1樹脂と第1部材2とを融着するとともに、ポリマーアロイ中の第2樹脂と第2部材3とを融着する。
(もっと読む)
金属体と樹脂体を接合した部材およびその製造方法
【課題】金属体の変形および変色を抑制でき、かつ金属体と樹脂体との間に強い接合力が作用している、金属体と樹脂体を接合した部材およびその製造方法を提供する。
【解決手段】金属より成る金属体1と樹脂より成る樹脂体4とが接合された接合部材100であって、前記金属体1と前記樹脂体4との接合部に、前記金属体1側から順に水酸化物、水和酸化物、アンモニウム塩、アミン化合物、カルボン酸塩、リン酸塩、炭酸塩、硫酸塩、ケイ酸塩およびフッ化物より成る群から選ばれる少なくとも1つを含む金属化合物皮膜と、脱水シラノール含有トリアジンチオール誘導体を含んで成る分子接着剤と、を有し、前記樹脂体4が前記分子接着剤と接する部分に前記樹脂体4が局部的に溶融した後硬化して形成される局部再硬化部4aを有することを特徴とする部材である。
(もっと読む)
熱硬化性樹脂接合方法
【課題】 レーザ光の照射によって熱硬化性樹脂剤を良好に硬化させ得る熱硬化性樹脂接合方法を提供する。
【解決手段】 熱硬化性樹脂剤13には、その光吸収率が最高となる波長よりも長い波長を有するレーザ光Lが照射される。これにより、レーザ光Lが入射する表面部13sで吸収されるレーザ光Lの光量が減少し、内部13iに到達するレーザ光Lの光量が増加する。加えて、熱硬化性樹脂剤13でのレーザ光Lの散乱が抑制され、内部13iにレーザ光Lが進行し易くなる。従って、表面部13sだけでなく内部13iも十分に加熱されて、熱硬化性樹脂剤13の全体が硬化する。更に、レーザ光Lは、表面部13sから内部13iに収束するように表面部13sから内部13iに入射させられる。このことと、表面部13sで吸収されるレーザ光Lの光量が減少することが相俟って、表面部13sでの損傷の発生が防止される。
(もっと読む)
複合体の製造方法
【課題】熱可塑性樹脂成形体およびガラス基材からなる複合体において、その接合強度を高める。
【解決手段】この複合体の製造方法には、熱可塑性樹脂成形体2とガラス基材3とを接触させる接触工程と、熱可塑性樹脂成形体2におけるガラス基材3との接触部2aの温度が所定の温度になるようにガラス基材3を通じてレーザー光Bを照射して加熱する加熱工程とが含まれる。熱可塑性樹脂成形体2におけるガラス基材3との接触部2aの温度をT1、熱可塑性樹脂成形体2を構成する熱可塑性樹脂の流動開始温度および分解開始温度をそれぞれT2、T3としたとき、加熱工程において、関係式(1)を満たすように制御する。これにより、熱可塑性樹脂の分解を防ぎつつ、熱可塑性樹脂成形体2とガラス基材3との接合強度を高めることができる。
(1)T2≦T1≦T3+400℃
(もっと読む)
筐体組立構造及び筐体組立方法
【課題】筐体を小型化・高密度化する場合においても、必要な溶着強度を得る。
【解決手段】ケース2とカバー3との当接部分は、ケース2またはカバー3のいずれか一方の外壁3aを延設することにより、照射されるレーザ光に対して透過性を有する光透過溶着壁面31が形成されるとともに、他方の内壁2aを延設することにより、光透過溶着壁面31を介して照射されるレーザ光に対して吸収性を有し、レーザ光の照射により光透過溶着壁面31と溶着する光吸収溶着壁面21が形成される
(もっと読む)
3層接着体
【課題】半透過半吸収層および透過層を組み合わせた、1回のレーザー照射により得られる3層接着体を提供すること。
【解決手段】第1の層、第2の層、第3の層が順に積層される、3層接着体であって、前記第1の層〜第3の層が、(a)波長800〜1100nmで透過率50%以上であり反射率13%以上である熱可塑性樹脂、または(b)波長800〜1100nmで透過率50%以上であり反射率5%以上13%未満である熱可塑性樹脂からなり、前記(a)熱可塑性樹脂からなる層が連続して積層されていない、3層接着体。
(もっと読む)
多孔性樹脂部材のレーザ溶着方法および多孔性樹脂部材のレーザ溶着装置
【課題】無用な重複溶着を省きつつ、多孔性樹脂部材の溶着確実性を確保することのできる多孔性樹脂部材のレーザ溶着方法を提供する。
【解決手段】ベース部材と多孔性部材を接合させる接合対象箇所に対してレーザ照射を行うことで溶着させるレーザ溶着方法であって、前記多孔性部材として、圧縮性多孔質部材を採用し、前記ベース部材の上に載置した前記圧縮性多孔質部材の接合対象箇所に対して5kgf/cm2より高い圧力を付与し、前記圧縮性多孔質部材における加圧部に変位を持たせた状態で、前記圧縮性多孔質部材の接合対象箇所にレーザを照射することを特徴とする。また、前記圧縮性多孔質部材における前記接合対象箇所と、前記圧縮性多孔質部材における非圧縮部との間の変位を測定し、前記変位と、予め定めた閾値とを比較し、前記変位が、前記閾値の範囲外であった場合に、前記閾値の範囲外となった前記接合対象箇所に対して再度レーザ溶着を実施する。
(もっと読む)
3層接着体
【課題】半透過半吸収層、透過層、吸収層の少なくとも2種類の材料を組み合わせた、1回のレーザー照射により得られる3層接着体を提供すること。
【解決手段】
第1の層、第2の層、第3の層が順に積層される、3層接着体であって、
第1の層および第2の層が、(a)波長800〜1100nmで透過率50%以上であり反射率13%以上である熱可塑性樹脂、または(b)波長800〜1100nmで透過率50%以上であり反射率5%以上13%未満である熱可塑性樹脂からなり、
第1の層と第2の層のいずれか一方は、(b)熱可塑性樹脂からなる層であり、
第3の層が、(c)波長400〜1200nmで透過率5%以下である熱可塑性樹脂からなる、3層接着体。
(もっと読む)
多孔性樹脂部材のレーザ溶着方法および多孔性樹脂部材のレーザ溶着装置
【課題】無用な重複溶着を省きつつ、多孔性樹脂部材の溶着確実性を確保することのできる多孔性樹脂部材のレーザ溶着方法を提供する。
【解決手段】ベース部材と多孔性部材を接合させる接合対象箇所に対してレーザ照射を行うことで、溶着を行うレーザ溶着方法であって、前記ベース部材と前記多孔性部材とを構成する部材の色彩を異ならせ、前記レーザの照射により前記ベース部材を溶融させ、溶融させた前記ベース部材の色彩を前記多孔性部材の表面に滲ませることを特徴とする。また、前記接合対象箇所において前記多孔性部材の表面に滲んだ色彩と、予め定めた溶着完了時の色彩における閾値とを比較し、前記多孔性部材の表面に滲んだ色彩が、前記閾値の範囲外であった場合に、前記閾値の範囲外となった前記接合対象箇所に対して再度レーザ溶着を実施することが望ましい。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】異種の熱可塑性樹脂のシート部材及びつなぎ部材を接合する場合や、一方が熱硬化性樹脂のように溶けない樹脂で構成されているシート部材及びつなぎ部材を接合する場合などにおいても、レーザーを用いて良好に接合することができるシート部材の接合方法及びシート接合体を提供する。
【解決手段】シート部材10、20の端部11、12同士をつなぎ部材30を介して接合するシート部材10、20の接合方法であって、前記シート部材10、20又はつなぎ部材30の少なくとも何れか一方は、170℃での貯蔵弾性率(E’)が1.0×106 Pa未満である熱可塑性樹脂によって構成されてなり、前記シート部材10、20及びつなぎ部材30を当接させ当接部分にレーザー光Rを照射することにより互いに接合し、前記シート部材10、20及びつなぎ部材30のレーザー光Rが照射される部位の接触角は、100°未満であるシート部材10、20の接合方法。
(もっと読む)
樹脂部材のレーザー接合方法および樹脂部材のレーザー接合体
【課題】光吸収剤を介して樹脂部材のレーザー接合を行う際に、レーザー出力変動や集光密度変動といったプロセス変動が生じた際にも、樹脂部材の分解や炭化といった製品不良の発生を防止し、速やかにレーザー接合を実施しうる樹脂部材のレーザー接合方法、及び樹脂部材のレーザー接合体を提供する。
【解決手段】2以上の樹脂部材10a、10bを接触させ、その接触面の近傍に配置された光吸収剤20にレーザー光50を照射して樹脂部材10a、10bを溶着させて接合する樹脂部材10a、10bのレーザー接合方法であって、前記樹脂部材10a、10bの少なくとも何れか1つが、300℃未満のガラス転移点又は融点を有する熱可塑性樹脂であり、前記光吸収剤20が、示差熱天秤を用いて350℃まで加熱して測定された重量減少量が40%以上であることを特徴とする樹脂部材のレーザー接合方法。
(もっと読む)
樹脂部材のレーザー接合方法および樹脂部材のレーザー接合体
【課題】光吸収剤を用いて高耐熱性の樹脂部材をレーザー接合させるに際して、接合強度の高い接合構造を得ることのできる樹脂部材のレーザー接合方法、及び樹脂部材のレーザー接合体を提供することを目的とする。
【解決手段】 本発明は、2以上の樹脂部材を接触させ、その接触面の近傍に配置された光吸収剤にレーザー光を照射して樹脂部材を溶着させて接合する樹脂部材のレーザー接合方法であって、前記樹脂部材の少なくとも何れか1つが、300℃以上のガラス転移点又は融点を有する熱可塑性樹脂であり、前記光吸収剤が、示差熱天秤を用いて350℃まで加熱して測定された重量減少量が40%未満であることを特徴とする樹脂部材のレーザー接合方法を提供する。
(もっと読む)
樹脂成形品の製造方法
【課題】
レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法が望まれる。
【解決手段】
a)透光性樹脂部材裏面に形成された突出部の両側面が、前記突出部の先端面の法線に対して非対称な傾斜角を有する前記透光性樹脂部材を準備する工程と、b)前記透光性樹脂部材の溶着領域である前記突出部先端面と、対応する吸光性樹脂部材の溶着領域を対向圧接配置し、レーザ光源から発せられたレーザビームを前記透光性樹脂部材表面側から屈折を伴い入射する工程と、c)前記レーザビームにより前記溶着領域を繰り返し照射し、前記溶着領域全体を加熱溶融し、対向圧接配置された前記透光性樹脂部材と前記吸光性樹脂部材を溶着する工程と、を含み、前記突出部のレーザ光源側側面の傾斜角を、屈折した前記レーザビームの進行角度以上にする。
(もっと読む)
レーザー光を用いた接合方法
【課題】意匠層を接合品の表側から視認可能にする場合に、意匠層を溶融又は分解させることなく、第1及び第2部材をレーザー光を用いて接合できるようにすることで、外観見栄えを良好にする。
【解決手段】意匠層4はレーザー光非透過性を有する。意匠層4に隣接してレーザー接合用の中間部材5を設ける。意匠層4へ向けて、該意匠層4の溶融又は分解温度を越えない所定温度となるまで該意匠層4を加熱するためのレーザー光Lを照射する。意匠層4の熱によって中間部材5を加熱する。
(もっと読む)
回路基板収容ケース
【課題】合わせ面に対する収容部内の気密性を確保することができる回路基板収容ケースを提供する。
【解決手段】カバー部材2とベース部材3を接合し、グロープラグの制御基板10を収容部9内に収容したコントローラボックス1を形成する。グロープラグの接続ケーブルの末端のコネクタ(プラグ)を接続する機器側のコネクタ(レセプタクル4)内に、収容部9内に連通する連通孔45を設ける。連通孔45を介して収容部9内を減圧し、気密性試験を行う。接合部からの気密漏れがなければ、連通孔45の開口の周縁部44をレーザで溶かして形成した溶融部43で連通孔45を塞ぐ。
(もっと読む)
樹脂部材のレーザー接合方法
【課題】光吸収剤を介して樹脂部材のレーザー接合を行うに際して、照射するレーザー光の利用効率を高めつつ、しかも樹脂部材どうしの接合を良好に行いうる樹脂部材のレーザー接合方法を提供。
【解決手段】ステージ31上に2以上の樹脂部材10a、10bを載置し、該樹脂部材10a、10bを光吸収剤層20を介して接触させ、その接触面に対してステージ31と対向する方向からレーザー光50を照射して樹脂部材10a、10bを溶着させ、該樹脂部材10a、10bを接合する樹脂部材10a、10bのレーザー接合方法であって、前記ステージ31が、前記レーザー光50に対して70%以上の光反射率を有するレーザー光反射部材30を備えて構成されていることを特徴とする樹脂部材10a、10bのレーザー接合方法。
(もっと読む)
アルミニウム合金板と樹脂部材とのレーザー接合方法
【課題】アルミニウム合金部材としてその表面形状を複雑化したものを用いてレーザー接合することにより、樹脂部材との接合強度を高めた複合体を得る。
【解決手段】被接合アルミニウム合金板にエッチング処理を施して表面に凹凸を形成した後、当該アルミニウム合金板の一方の面と樹脂部材とを重ね合わせ、その後に、前記アルミニウム合金板の他方の面にレーザー光を照射させてアルミニウム合金板に接している樹脂部材を軟化させて当該樹脂で前記凹凸を充填する。
エッチング処理の前にブラスト処理を施してもよい。
(もっと読む)
シート接合体作製方法
【課題】接合品質の向上されたシート接合体を簡便に作製することのできるシート接合体作製方法の提供を課題としている。
【解決手段】厚みの異なる2枚のシート状部材の端面どうしを突き合わせ、該端面どうしが突き合わせられて前記厚みの差によって段差が生じている箇所をシート状の接合部材で被覆し、該シート状の接合部材を前記シート状部材のそれぞれの表面に接着させることにより前記シート状部材どうしの接合を行うシート接合体作製方法であって、前記シート状部材と前記接合部材との内の少なくとも一方に前記接着を行う表面がポリマーで形成されているものを用いてレーザー溶着によって前記接着を実施し、しかも、厚みが薄い側の前記シート状部材の表面にも圧力を作用させ得るように少なくとも表面が弾性変形可能な部材で前記接合部材を加圧しつつ前記レーザー溶着を実施することを特徴とするシート接合体作製方法。
(もっと読む)
61 - 80 / 409
[ Back to top ]