
Fターム[4F211TN27]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | エネルギー線加熱 (461) | レーザー (409)
Fターム[4F211TN27]に分類される特許
141 - 160 / 409
レーザを用いた部材の接合方法
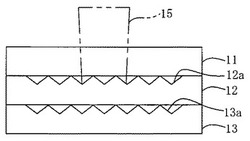
【課題】レーザ光を透過する樹脂材料で形成された3つ以上の部材について、互いに重ね合わされた境界面にレーザ光を一回照射することにより部材間を接合させる接合方法を提供する。
【解決手段】互いに積層された第1、第2及び第3部材11,12,13は、第2部材12の第1部材11との境界面が研磨された第1凹凸面12aにされ、第3部材13の第2部材12との境界面が同様に第2凹凸面13aにされている。レーザ光15が照射され、第2部材12の第1凹凸面12aでレーザ光が吸収され、凹凸面12a周囲のアクリル材料を局所的に溶融させることにより、両部材11,12間に接合を形成することができる。透明にされた接合部分12bを透過したレーザ光は、第2及び第3部材12,13の境界面付近に照射され、第2凹凸面13a周囲のアクリル材料を局所的に溶融させることにより、両部材12,13間に接合を形成することができる。
(もっと読む)
等速自在継手用ブーツの取付構造

【課題】安定したシール性能を低コストに確保し得る等速自在継手用ブーツの取付構造を提供する。
【解決手段】小径端部2の内周面はシャフト17のブーツ取付部18と衝合状態に保持され、外周面は、ブーツ1と環状アダプタ33の構成樹脂を溶着させることによって環状アダプタ33の大径段部の内周面に固定されている。環状アダプタ33の小径段部の内周面はシャフト17の構成金属との物理的相互作用によってブーツ取付部18に衝合状態で接合一体化されている。大径端部3の内周面はシャフト17のブーツ取付部19と衝合状態に保持され、外周面は、ブーツ1と環状アダプタ34の構成樹脂を溶着させることによって環状アダプタ34の大径段部の内周面に固定されている。環状アダプタ34の小径段部の内周面は外輪11の構成金属との物理的相互作用によって外輪11の円筒面36に衝合状態で接合一体化されている。
(もっと読む)
レーザヘッド及びレーザ照射による管状部品の接合方法
本発明は、レーザ照射によって管状部品同士1、3;12、13を溶接するためのレーザヘッド11並びにレーザヘッド11を用いて管状部品同士1、3;12、13を溶接する方法に関するものである。レーザヘッド11並びにレーザヘッド11を用いた方法は、接合部材又は分岐部材1と管3の端部2とを接合するのに適している。レーザヘッド11は、重なりあった管状部品同士の全周を同時に溶接可能であり、分割可能な2つのヘッド構成部材16を備えているので、連結部材4又は管状部品同士1、3;12、13を囲んで設置できる構成となっている。ヘッド構成部材16には複数のレーザ光源17が備えられ、該レーザ光源からのそれぞれのレーザビーム7が接合部4又は溶接される部分15に向け照射されて、そこで重なり合うように配置されている。  (もっと読む)
(もっと読む)
樹脂と金属との接合方法および装置
【課題】従来、樹脂部材を溶融温度または軟化温度まで加熱して樹脂部材と金属部材とを接合した場合、十分な接合強度が得られなかった。
【解決手段】樹脂部材4と金属部材3とを加熱により接合する接合方法であって、前記樹脂部材4と金属部材3との接合界面を、樹脂部材4の分解温度tb以上かつ樹脂部材4に気泡が発生する温度tc未満の範囲の温度に加熱するとともに、樹脂部材4の金属部材3との接合面5とは反対側の面を、樹脂部材4の融点ta未満の温度に冷却することにより、樹脂部材4と金属部材3との接合を行う。
(もっと読む)
樹脂部材どうしの接合体及び樹脂部材どうしの接合方法
【課題】互いに異なる種類の樹脂部材どうしをレーザを利用して簡単かつ強固に接合可能な樹脂部材どうしの接合体及び樹脂部材どうしの接合方法を得る。
【解決手段】第一の樹脂部材10と、該第一の樹脂部材とは異なる樹脂材料からなる第二の樹脂部材LSと、を接合した接合体において、上記第一の樹脂部材の第二の樹脂部材との接合部には、該第二の樹脂部材側に突出する複数の係合突部14が形成してあり、上記第二の樹脂部材の第一の樹脂部材との接合部には、対応する上記係合突部がそれぞれ密着状態で係合する複数の係合凹部LS2が形成してある。
(もっと読む)
透過レーザ溶接により複合材料を製造する方法
【課題】溶接により複合材料中のフィルムが薄くなったり、溶接継ぎ目に溶出が生じるのを防止し、寸法安定性のある溶接方法を提供する。
【解決手段】本発明は、a)結合層がレーザ光線に対する吸収体を有し、結合層が固いプラスチック部品(1)に隣接するように、固いプラスチック部品(1)上に結合層を有する多層フィルム(2)を平坦に配置する工程と、b)レーザ光線が透過するプレス工具(4)を使用して固いプラスチック部品(1)上に多層フィルム(2)をプレスする工程と、c)多層フィルム(2)側からレーザ光線で工程b)で得られた配置に放射する工程と、からなる透過レーザ溶接による複合材料の製造方法に関する。本発明はさらに当該方法により得られる複合材料及び当該方法に使用される複合材料の溶接配置にも関する。
(もっと読む)
レーザー光溶着方法及び装置
【課題】ハウジングとカバーとのレーザー光溶着の際に、ハウジングに対して殆ど同じ形状・構造に形成されているコネクタ部を利用して、簡単な構造の治具によってハウジングを保持することができる収納ケースのレーザー光溶着方法及び装置を提供する。
【解決手段】殆ど同じ形状・構造に形成されているコネクタ部7を治具20に備わる孔部22に挿入することで、ハウジング1は治具20に対して位置決めされる。吸引機構50によって孔部22を通じてハウジング1を吸引することで、ハウジング1は治具20に吸引支持される。治具20は収納ケースの形状や大きさが異なっても共通して用いられる。カバー2は、治具20によって保持されたハウジング1の開口部5に対して、レーザー光Lによって確実に溶着される。ハウジング1に形成した通気孔9を通じてカバー2をハウジング1に吸引保持させ、引き続いて溶着部の負圧漏れチェックをすることができる。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷の発生を確実に防止することができる樹脂溶着方法を提供する。
【解決手段】 光軸OAに対して垂直なレーザ光Lの断面形状が溶着予定領域Rのレーザ光入射側端部R1において円環形状であるため、溶着予定領域Rのレーザ光入射側端部R1及びその近傍におけるレーザ光Lの照射領域中心部に入熱過多による損傷(気泡、白濁、焼損等)が生じるのを防止することができる。しかも、レーザ光Lが溶着予定領域Rにおいて発散しているため、樹脂部材5,6が入熱過多の状態になるのを抑制して、溶着予定領域Rの全領域で樹脂部材5,6を適度に溶融させることができる。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷の発生を確実に防止することができる樹脂溶着方法を提供する。
【解決手段】 光軸OAに対して垂直な断面形状が溶着予定領域Rのレーザ光入射側端部R1において円環形状であるレーザ光Lを溶着予定領域Rに沿って照射する。これにより、溶着予定領域Rのレーザ光入射側端部R1及びその近傍におけるレーザ光Lの照射領域中心部に入熱過多による損傷(気泡、白濁、焼損等)が生じるのを防止することができる。しかも、レーザ光Lが溶着予定領域Rにおいて収束しているため、光吸収によって減衰するレーザ光の光密度が補われて、レーザ光入射側端部R1からレーザ光出射側端部R2に至る溶着予定領域Rの全領域で樹脂部材5,6を溶融させることができる。
(もっと読む)
繊維強化熱可塑性複合材構造体の製造方法および装置
繊維強化熱可塑性材料の第1層を、繊維強化熱可塑性材料の第2層の上に配置すること、局所的加熱源を準備し、そして熱可塑性複合材の少なくとも上層の一部を局所的に加熱すること、ならびに超音波振動子を準備し、そして超音波のエネルギー波を熱可塑性材料の加熱された部分に局所的に投入して、該繊維強化熱可塑性材料の超音波固結が起こるようにすること、を含む繊維強化熱可塑性複合材構造体の製造方法。 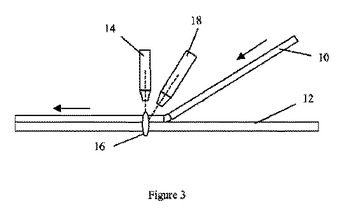 (もっと読む)
(もっと読む)
燃料配管用継手、燃料配管用クイックコネクター及び燃料配管部品
【課題】燃料の壁面透過量が低く、高温での高剛性・バリア性に優れ、成形可能温度幅が広く、溶融成形性に優れた燃料配管用継手であり、特に自動車用に使用される燃料配管用を提供する。
【解決手段】継手材料が、ジカルボン酸成分が蓚酸からなり、ジアミン成分が1,9−ノナンジアミン及び2−メチル−1,8−オクタンジアミンからなり、かつ1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンのモル比が1:99〜99:1であるポリアミド樹脂よりなる、燃料透過耐性に優れた燃料配管用継手。好ましくは継手材料がさらに強化材及び/又は導電性フィラーを含む。
(もっと読む)
シート接合体の製造方法及びシート接合体
【課題】粘着剤の使用を抑制しつつ優れた接合強度を有するシート接合体を提供する。
【解決手段】シート部材11、12の端部11、12どうしを突き合わせ、この突き合わせられた部分を熱可塑性樹脂が含有されてなる接合部材30で被覆し、前記接合部材で被覆されている箇所にレーザー光Rを照射して前記シート部材11、12と前記接合部材30とを溶着させることにより前記端部11、12どうしを接合させてシート接合体1を作製することを特徴とするシート接合体の製造方法などを提供する。
(もっと読む)
レーザー溶着用ポリエステル樹脂組成物及びレーザー溶着方法
【課題】
レーザー光透過性、成形性、機械的強度、難燃性に優れ、レーザー溶着により溶着強度の大きい成形品を与えるポリエステル樹脂組成物を提供する。
【解決手段】
(A)ポリエステル樹脂100重量部に対して、(B)ハロゲン原子を有するアクリル系化合物重合体2〜50重量部及び(C)強化充填材0〜100重量部を配合する。好ましいハロゲン原子を含有するアクリル系化合物重合体はポリ(ハロゲン化ベンジル(メタ)アクリレート)である。
(もっと読む)
シート接合体の製造方法
【課題】シート接合体の生産性を向上させうる、シート接合体の製造方法を提供することにある。
【解決手段】
シート部材(10、11)どうしを密着させて密着部(40)を形成するように前記シート部材にガス(G)を吹き付けつつ、前記密着部(40)にレーザー光(R)を照射することにより、前記シート部材(10、11)どうしを接合させてシート接合体(12)を作製することを特徴とするシート接合体の製造方法による。
(もっと読む)
レーザ樹脂融着方法及びレーザ樹脂融着装置
【課題】接合面に小さな凹凸が有る場合でも着体を被着体に確実に接合できるレーザ樹脂融着方法及びレーザ樹脂融着装置を提供すること。
【解決手段】レーザ吸収層4を被着体1に押圧した状態で、被着体1の凹み部1aの範囲P1より広い第1照射範囲P2にレーザ光Lを照射することにより、レーザ吸収層4を軟化開始温度と融着温度との間に加熱する。その後、第1照射範囲P2内に設けた第2照射範囲P3にレーザ光Lをレーザ吸収層4に照射することにより、レーザ吸収層4を融着温度以上に加熱する。
(もっと読む)
枠の接合構造体、枠の接合方法及びレーザ加工装置
【課題】枠の搬送機構や保管機構を簡略化できる、あるいは熱の影響による接合部材の損傷を低減できる枠の接合構造体、枠の接合方法及びレーザ加工装置を提供する。
【解決手段】少なくともいずれかがレーザ光に対して透過性を有する第1及び第2の基板と、前記第1の基板と前記第2の基板との間に挟持され、前記第1の基板と前記第2の基板とにレーザ光により接合された複数の辺体からなる枠と、を備えたことを特徴とする接合構造体が提供される。
(もっと読む)
中空状容器とその製造方法
【課題】金属体、レーザ光非透過性の樹脂体、及び、レーザ光透過性の樹脂体とを一体化させた凹状容器体を溶着して製造される中空状容器体とその製造方法の提供。
【解決手段】本発明の中空状容器の製造方法は、凹状の金属体と、レーザー光非透過性の第1樹脂体とからなる凹状形状体の第1樹脂体の側面に、レーザー光透過性の第2樹脂体を接合した凹状容器体10、20の当接面を溶着して中空状容器を製造する方法である。第1凹状容器体10の第2樹脂体の当接面と、レーザ光非透過性樹脂製の中間部材30の一方の当接面とを当接させ、レーザー光照射により第1凹状容器体10と中間部材30の一方とを溶着させる工程と、第2凹状容器体20の第2樹脂体の当接面と、中間部材30の他方の当接面とを当接させ、レーザー光照射により第2凹状容器体20と中間部材30の他方とを溶着させる工程とを備えている。
(もっと読む)
レーザ溶着装置及びその生成物
【課題】薄肉のシート部材と異素材の樹脂との安定した溶着を実現することができるレーザ溶着装置を提供する。
【解決手段】レーザ溶着装置は、レーザ光透過性樹脂シート5とレーザ光吸収性樹脂シート4をガラス2と受け台1の間に挟んで密着保持する。そして、ガラス2側からレーザヘッド3によりレーザ光を照射して、レーザ光透過性樹脂シート5とレーザ光吸収性樹脂シート4を溶着させる。ここで、ガラス2と受け台1は次の材料で製作される。レーザ光透過性樹脂シート4の融点をT1、レーザ光吸収性樹脂シート4の融点をT2、ガラス2の熱伝導率をTC1、受け台1の熱伝導率をTC2とすると、T1>T2のとき、TC1<TC2、T1<T2のとき、TC1>TC2となる材料である。
(もっと読む)
マイクロチップ基板の接合方法および汎用マイクロチップ
【課題】マイクロチャンネルを覆うマスクを必要とせずにレーザ光による接合の可能なマイクロチップの接合方法を提供する。
【解決手段】表面側にマイクロチャンネル11Aが形成された樹脂基板11のマイクロチャンネル11Aが形成された側の面と、樹脂基板12の平坦な面とを接触させて被接合面112とし、レーザ光LAを、樹脂基板12を介して被接合面112に、接合幅SH以上の長さのライン状に、長手方向に略均一な光強度で集光させ、ライン状の集光部LPにより、被接合面112を集光部LPの長手方向に交わる向きに走査して、レーザ光LAの光エネルギによる光融着により被接合面112において樹脂基板11、12の表面同志を接合し、ライン状に集光するレーザ光LAのエネルギが、マイクロチャンネル11A内部においては熱ストレスを生じない程度に分散するように、レーザ光LAのライン状の集光態様を設定する。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】シート部材を搬送しながら2つのシート部材を接合することができ、しかも製品不良の原因を可及的に低減させうるシート部材の接合方法を提供すること。
【解決手段】先行するシート部材(1)の表面に、粘着材を介して新たなシート部材(2)の先端部を貼り合わせて接合部(4)を形成し、該接合部(4)の後ろ側で前記先行するシート部材(1)を切断することにより、先行するシート部材(1)と新たなシート部材(2)とを繋ぎ合わせるシート部材の接合方法であって、前記接合部(4)よりも後ろ側において、前記先行するシート部材を前記新たなシート部材に固定することを特徴とするシート部材の接合方法による。また、レーザー(R)を用いた溶着で前記固定を行うことを特徴とするシート部材の接合方法による。
(もっと読む)
141 - 160 / 409
[ Back to top ]