
Fターム[4F212AR15]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 調整制御量(制御の対象) (420) | 重量、密度、比重 (29)
Fターム[4F212AR15]に分類される特許
1 - 20 / 29
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
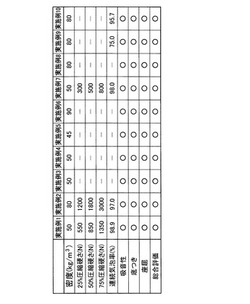
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
複合構造部材の製造方法および複合構造部材

【課題】外壁と発泡層とが十分に密着し、耐熱性および剛性に優れた複合構造部材の簡便な製造方法を提供することを課題とする。
【解決手段】外壁から構成される空間内に、芳香族ポリエステル系樹脂の1次発泡粒子を充填し、前記1次発泡粒子を加熱して2次発泡させることにより、前記1次発泡粒子に由来する発泡層と前記発泡層が密着した外壁とから構成される複合構造部材を得る工程を含み、前記外壁が前記2次発泡により生じる気体の通過可能な孔を有し、前記1次発泡粒子が3〜15%の第1結晶化度を有し、前記発泡層が10〜40%の第2結晶化度を有し、かつ、前記第1結晶化度と前記第2結晶化度とが式(1):第2結晶化度≧第1結晶化度+3%を満たすことを特徴とする複合構造部材の製造方法により課題を解決する。
(もっと読む)
炭素繊維強化熱可塑性樹脂サンドイッチ成形体、およびその製造方法
【課題】リサイクル性の優れた熱可塑性樹脂をマトリクスとした軽量で、且つ、高剛性の炭素繊維強化サンドイッチ成形体を提供する。
【解決手段】炭素繊維強化熱可塑性樹脂複合材料をスキン層とし、密度が0.1〜0.8g/cm3の熱可塑性発泡樹脂層をコア層とする炭素繊維強化熱可塑性樹脂サンドイッチ成形体であって、コア層が未発泡状態の発泡粒子を含んだ熱可塑性樹脂層を得た後、熱可塑性樹脂層中の発泡粒子を膨張させて得られる。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子およびその型内発泡成形体
【課題】融着性に優れ、低い成形蒸気圧でも成形が可能で、さらに成形サイクルの短縮が可能で、かつ寸法安定性に優れた型内発泡成形体の製造が可能なポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】石油樹脂及び/又はテルペン系樹脂を1〜8重量%を含有するエチレン−プロピレンランダム共重合体からなり、示差走査熱量測定においてその4〜10mgを40℃から200℃まで10℃/分の速度で昇温して、低温融解ピーク熱量をα(J/g)、高温融解ピーク熱量をβ(J/g)としたときに、高温融解ピーク熱量(β)の総融解ピーク熱量(α+β)に対する比(以下、DSC比)が18%〜32%、粒重量が0.7mg〜1.2mgであり、セル径が150μm〜220μmであるポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
発泡樹脂成形ブロックと発泡成形機およびその運転方法並びに軽量盛土構造体
【課題】土木工事において軽量盛土として用いられる直方体形状の発泡樹脂成形ブロックにおいて、内部密度分布のバラツキを小さい値のものとする。
【解決手段】土木工事において軽量盛土として用いられる、縦長さa、横長さb、高さcである直方体形状の発泡樹脂成形ブロック10において、そのブロックの密度がα(kg/m3)であるときに、発泡樹脂成形ブロック10を縦長さa方向でan等分、横長さb方向でbn等分、高さc方向でcn等分(但し、an、bn≧3、cn≧1)して得られるan×bn×cn個の分割ブロックの密度βはすべて(1±0.0x)α(kg/m3)の範囲内のものとする。
(もっと読む)
自動車用内装材
【課題】温度に関係なくほぼ一定の衝撃エネルギー吸収能力を有する自動車用内装材を提供する。
【解決手段】密度931〜950kg/m3の高密度ポリエチレン系樹脂100重量部とポリスチレン系樹脂100〜500重量部とを含む複合樹脂の発泡体であり、+23℃での破断点変位量Q1と−50℃での破断点変位量Q2との比Q1/Q2が1.5以下であることを特徴とする自動車用内装材により上記課題を解決する。
(もっと読む)
防蟻性を有する発泡樹脂成形体及びその製造方法
【課題】水をベースとする安定性の高い防蟻製剤を混入させた防蟻性の樹脂発泡体及びその製造方法を提供する。
【解決手段】予備発泡装置1で発泡スチロール樹脂を予備発泡させ、サイロ2、計量器3を経て被覆装置5に導入された予備発泡粒子に、撹拌しながら製剤攪拌機4から防蟻薬剤を含有する防蟻製剤を噴霧して、その粒子表面に防蟻製剤を均一に付着させた後、サイロ6にて熟成・乾燥させ、必要に応じ同様の操作を繰り返した後、防蟻薬剤で被覆された予備発泡粒子を成型機11で発泡成型して防蟻性を有する発泡樹脂成形体とする。
(もっと読む)
自動車用内装材及びその製造方法
【課題】石油由来原料以外の原料により、従来品と同程度以上の機能を有する自動車用内装材を提供する。
【解決手段】ポリ乳酸系樹脂発泡体を型内発泡成形したポリ乳酸系樹脂発泡成形体からなる自動車内装材であって、該ポリ乳酸系樹脂発泡体がポリ乳酸系樹脂を少なくとも含み、前記ポリ乳酸系樹脂が示差走査熱量計で測定した際に結晶化由来の発熱ピークを有し、前記発熱ピークは、それを温度の低い方から第1、第2、第3及び第4の区分に四等分した場合、(1)第1、第2、第3及び第4の区分の発熱量の合計が10J/g以上であり、(2)第1、第2、第3及び第4の区分の発熱量の合計に対して、第1、第3及び第4の区分の発熱量の合計が45%以上である形状を有するポリ乳酸系樹脂発泡体からなる。
(もっと読む)
発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックス
【課題】成形性、断熱性、耐薬品性、耐衝撃性等に優れ、高温における荷重下での寸法安定性に優れた、発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックスを提供することを課題とする。
【解決手段】ポリプロピレン系樹脂100重量部とポリスチレン系樹脂100〜400重量部とを含む発泡性改質ポリスチレン系樹脂粒子を予備発泡させ、次いで型内成形することにより得られ、JIS K 7135に準拠した80℃における寸法の変形係数が−7〜0%/時であることを特徴とする発泡成形体により課題を解決する。
(もっと読む)
空隙を有する発泡成形体の製造方法
【課題】断熱性、軽量性及び吸音性に優れ、向上した耐薬品性と曲げ強度とを有する空隙を有する発泡成形体を提供する。
【解決手段】嵩密度が0.012〜0.20g/cm3であると共に、ATR法赤外分光分析により測定された粒子表面の赤外線吸収スペクトルから得られる698cm-1及び2850cm-1での吸光度比(D698/D2850)が0.1〜2.5の範囲であり、粒子表面のポリオレフィン量が51〜90重量%であり、ポリオレフィン樹脂成分100重量部に対して、スチレン系樹脂成分を100〜1000重量部含有するスチレン改質ポリオレフィン系樹脂予備発泡粒子を発泡成形することにより5〜50%の空隙率を有する発泡成形体を得ることを特徴とする空隙を有する発泡成形体の製造方法による。
(もっと読む)
ブラダ又はブラダ成形物の外径制御装置、及びブラダ成形物の製造方法
【課題】複雑な制御によらずに、膨張したブラダにより成形されたブラダ成形物の外径を精度よく制御する。
【解決手段】外径制御装置50の圧力制御手段52により、ガス供給手段30から供給するガスの供給圧力を制御して、ブラダ20内に所定の封入圧力でガスを封入する。ブラダ20内に封入したガスの封入量を測定して、封入量の測定値と目標値とを比較し、封入量の比較結果に基づき、圧力制御手段52によるブラダ20内のガスの封入圧力を変更させる。封入圧力によりブラダ20内のガスの封入量を目標値に調整して、ガスの封入量により、膨張したブラダ20により成形されたブラダ成形物であるゴム成形物Gの外径を制御する。
(もっと読む)
型内発泡成形用ポリ乳酸系樹脂発泡粒子、二次発泡粒子及びポリ乳酸系樹脂発泡成形体
【課題】 本発明は、型内発泡成形によってポリ乳酸系樹脂発泡成形体を得ることができる型内発泡成形用ポリ乳酸系樹脂発泡粒子を提供する。
【解決手段】 本発明の型内発泡成形用ポリ乳酸系樹脂発泡粒子は、所定のポリ乳酸系樹脂を押出発泡させたポリ乳酸系樹脂押出物を粒子状に切断して得られた型内発泡成形用ポリ乳酸系樹脂発泡粒子であって、この型内発泡成形用ポリ乳酸系樹脂発泡粒子の熱流束示差走査熱量測定で得られたDSC曲線において、40〜120℃にて吸熱ピーク曲線とこの吸熱ピーク曲線に連続する発熱ピーク曲線とを有し且つ40〜120℃における吸熱量(ΔHe)が1〜20J/gであると共に、120〜200℃にて発熱ピーク曲線とこの発熱ピーク曲線に連続する吸熱ピーク曲線とを有し且つ120〜200℃における吸熱量(ΔHm)が25J/g以上であることを特徴とする。
(もっと読む)
軽量吸音ポリウレタン成型品
【課題】ポリウレタンのチップ状物から出来上がるウレタン成型品において、低密度を実現しつつ硬さ、撓み難さの両立を図り、しかも吸音性能も満足する軽量吸音ポリウレタン成型品を提供する。
【解決手段】ポリウレタン発泡材を粉砕してなるポリウレタンチップにおいて最小のチップ(C1)の最短の一辺は8mm以上であり、かつ最大のチップ(C2)の最長の一辺は25mm以下であることを満たすチップとする原料ポリウレタンチップ11、反毛材よりなる反毛糸状片12、ウレタン系接着剤13とを混合し水蒸気を導入しながらプレス成型してなり、原料ポリウレタンチップと反毛糸状片との重量混合割合が20:80ないし80:20を満たし、かつ、ポリウレタン成型品の密度が0.03〜0.07g/cm3であり、プッシュプルゲージを用いた計測において28N以上の荷重を満たすポリウレタン成型品10である。
(もっと読む)
軽量骨材用発泡性ポリスチレン系樹脂粒子
【課題】 粒子径の小さい軽量骨材用発泡粒子でも帯電防止剤の効果を阻害することなく、発泡時のブロッキング防止性能に関しても良好な軽量骨材用発泡性スチレン系樹脂粒子を提供する。
【解決手段】 平均粒子径300〜600μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.1〜1.0wt%のステアリン酸亜鉛が上記粒子表面に含まれている。
(もっと読む)
食品容器用発泡性ポリスチレン系樹脂粒子
【課題】発泡性ポリスチレン系樹脂粒子の帯電を抑えることが出来、且つ予備発泡時のブロッキングを防ぐことができる発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】平均粒子径300〜600μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.1〜1.0wt%のステアリン酸亜鉛で粒子表面を被覆する。
(もっと読む)
クッション材用発泡性ポリスチレン系樹脂粒子
【課題】粒子径の小さいクッション材用発泡性スチレン系樹脂粒子でも、帯電防止剤の効果を阻害することなく、流動性の良好なクッション材用発泡性スチレン系樹脂粒子を提供する。
【解決手段】平均粒子径200〜450μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.4〜1.0wt%のステアリン酸亜鉛が上記粒子の表面に含まれる。
(もっと読む)
カーボンネガティブなバイオプラスチック製家具
家具は、カーボンネガティブなバイオプラスチックと、バイオプラスチックを型内で発泡させて、カーボンフットプリントがマイナスの家具を製造するための無害な発泡剤とを含む。  (もっと読む)
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 本発明は、見かけ密度が相互に異なる部分を有する高品質のポリプロピレン系樹脂型内発泡成形体を容易に製造する方法を提供することをその課題とする。
【解決手段】 ポリプロピレン系樹脂型内発泡成形体の製造方法は、型内を2以上の区画に仕切って各区画にポリプロピレン系樹脂発泡粒子を充填し、次いで該ポリプロピレン系樹脂発泡粒子を型内成形することによって、見かけ密度が異なる2以上の単位成形体が隣接して一体的に成形された部分を持ち、該隣接する2つの単位成形体の一方の単位成形体が特定の見かけ密度の高密度単位成形体であり、他方の単位成形体が特定の見かけ密度であって且つ該高密度単位成形体の見かけ密度よりも低い見かけ密度を有する低密度単位成形体である、ポリプロピレン系樹脂型内発泡成形体の製造方法であり、該区画の全てに充填する発泡粒子が引張弾性率1200MPa以上のポリプロピレン系樹脂又はポリプロピレン系樹脂組成物からなると共に、見かけ密度D1(g/L)と、高温ピーク熱量E1(J/g)との関係が特定の式(1)及び(2)を満足する発泡粒子である。
(もっと読む)
厚みのある脂肪族ポリエステル系樹脂発泡成形体とその製造方法
【課題】 厚みのある脂肪族ポリエステル系樹脂発泡成形体とその製造方法を提供すること。
【解決手段】 クロロホルム不溶分が25%以上で、厚みが60mmを超え200mm以下である脂肪族ポリエステル系樹脂発泡成形体を、好ましくは、加熱工程が、予熱工程と本加熱工程を含んでなり、脂肪族ポリエステル系樹脂のガラス転移温度(Tg)としたときに、予熱工程時の成形空間中心温度が、Tg+30(℃)を超えTg+60(℃)以下、本加熱工程時の成形空間中心温度が、Tg+30(℃)以上Tg+60(℃)以下で型内発泡成形を行うことで得る。
(もっと読む)
ポリオレフィン系樹脂発泡粒子
【課題】表面が美麗で、均一な融着性を示し、更に変形やヒケの無いポリオレフィン系樹脂型内発泡成形体を得ることができるポリオレフィン系樹脂発泡粒子の提供。
【解決手段】0.18MPa以上0.22MPa以下の所定の内圧が付与されたポリオレフィン系樹脂発泡粒子を、型内発泡成形装置に備えてなる固定型と移動型から構成される成形空間に、該成形空間容積の80%充填し、(1)予備加熱工程、(2)一方加熱工程をそれぞれ3秒以上、且つ一方加熱工程時の前記成形空間内圧力が0.01MPa(G)以上となるように行った後、ポリオレフィン系樹脂発泡粒子を取り出し、乾燥後得られる該ポリオレフィン系樹脂発泡粒子の真空嵩密度と、該ポリオレフィン系樹脂発泡粒子の嵩密度で表される一方加熱終了後の前記ポリオレフィン系樹脂発泡粒子の二次発泡力が1.00より大きく1.25より小さいポリオレフィン系樹脂発泡粒子。
(もっと読む)
1 - 20 / 29
[ Back to top ]