
Fターム[4F212VA01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形の区分 (2,899) | タイヤ及びその部品の成形 (1,312)
Fターム[4F212VA01]の下位に属するFターム
タイヤの組立て (1,047)
タイヤのモールド成形 (58)
Fターム[4F212VA01]に分類される特許
141 - 160 / 207
プライ形成装置及びプライの形成方法
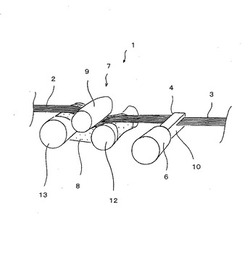
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、コード間隔が均一で適度な厚さかつ平滑なプライを得ることのできるプライ形成装置及びプライの形成方法の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8及び挟圧ローラ9を備える。エンドレスベルト8を掛巻するローラのうち、上流のローラを鼓状ローラ12とする。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。挟圧の際に広がる側縁部のスチールコード3が、予め、鼓状ローラ12の鼓形状に沿って中央側に寄る。エンドレスベルト8及び挟圧ローラ9の広い挟圧面で、ゴム被覆した複数本のスチールコード3を挟圧する。複数本のスチールコード3が一体化して、平滑かつ均一なコード間隔のプライ2になる。
(もっと読む)
タイヤ製造装置及び製造方法

【課題】複数本のゴム被覆コードを形成しつつタイヤ構成部材の支持体上の被貼付体に並行して配置するタイヤ製造装置を小型化及び単純化する。
【解決手段】ゴム被覆装置50に複数本のコードKを並列させて導入し、そのゴム被覆ヘッド60内で並列なコードKを挟んだ両側からゴムを供給して、口金のコード通路を通過する各コードKとともに、ゴムを互いに押出圧力が均一になるように押し出す。これにより、各コードKにゴムを被覆して、1つのゴム被覆装置50で複数本のゴム被覆コードCを同時に形成する。形成した各ゴム被覆コードCを、コード搬送手段45により剛性コア30に向かって搬送し、各々一定長に切断して複数のコード配置装置1のそれぞれに供給し、剛性コア30上の被貼付体の外面側に並行して同時に配置する。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
(もっと読む)
スティフナーの形成方法
【課題】空気入りタイヤのビード部にスティフナーを成形する際のコストを抑制しつつ、様々な要求品質に対応したスティフナーを容易に成形できるようにすることを目的とする。
【解決手段】ゴムリボン22,52を、ビード部44に配置されるビードコア12の半径方向外側において該ビードコア12の周方向に巻き付けて積層することで、空気入りタイヤ42のビード部44にスティフナー46を形成する。任意断面形状及び任意特性のゴムリボン22,52を用いることで、様々な要求品質に対応したスティフナー46を容易に形成することができる。
(もっと読む)
物体をタイヤ壁に取り付けるための装備付きのタイヤ及びそのためのファスナ
本発明のタイヤは、使用圧力までインフレートされるようになっていて、2部分構成型ファスナ(10)、特に自己連結型ファスナを用いて機能物体(27)、例えば電子回路を受け入れるよう設けられたエンベロープを有し、2部分構成型ファスナは、エンベロープの壁(22)に連結された第1の部分及びタイヤを用いているときに機能物体をエンベロープに取り付けて維持するために第1の部分に接触させると第1の部分と結合できる第2の部分を有する。ファスナ(10)の第1の部分は、エンベロープ(20)の壁(22)に連結された薄手の支持体(12)を有し、この支持体は、これが連結されている壁の構造的延伸能力に少なくとも等しい構造的延伸能力を有し、この支持体の存在によっては、タイヤの使用中又はオプションとしてタイヤの製造中に加わる応力の影響を受けてエンベロープの壁のその寸法方向における延伸が実質的に妨げられないようになっている。第1の部分と第2の部分との結合部材(13,18)が、或る特定の相互離脱能力をこれら部分に与え、その結果、ファスナの第2の部分によって保持された機能物体(27)が作動中においてタイヤの壁に生じる応力のうちの何割か又は全てを受けないようになっている。  (もっと読む)
(もっと読む)
ビードフォーマ及びビードの製造方法
【課題】ビードのバラケを抑制する。
【解決手段】ビードの最内周のビードワイヤ20を巻き回す際に、ビードワイヤ20の位置がずれたとしても、ビードフォーマ16の表面に形成された溝28が、最内周のビードワイヤ20を案内して等間隔に整列させる。これにより、最内周のビードワイヤ20の外側に巻き回されたビードワイヤ20に乱れにくく、ビードにバラケが抑制される。
(もっと読む)
ウェーブドベルトの製造方法
【課題】ウェーブドベルトを構成するコードの波形を予め設定された形状に調整することで空気入りタイヤの製品性能を維持することができるウェーブドベルトの製造方法を得る。
【解決手段】供給ロール14から送出される長尺部材12の上方に配置されたレーザー計測器22は、長尺部材12に設けられたコードの波形を計測し、測定した情報を波形調整装置18へ送信する。波形が大きいときは、波形調整装置18は、供給ロール14の回転軸部16に作用する回転トルクを大きくし、供給ロール14から送出された長尺部材12によりおおきな張力を負荷する。これにより、長尺部材12に備えられた波状に延びるコードを伸ばして波形を予め設定された形状に調整する。
(もっと読む)
タイヤの製造方法およびその装置
【課題】吸音材をタイヤのトレッド部内周面に取り付けるにあたり、吸音材をタイヤ周方向に均一かつ精度よく、しかも高い生産性の下で、固定する方法およびその装置を与えることによって、高品質の吸音材入りタイヤを安定して提供する。
【解決手段】帯状の吸音材を、少なくともタイヤのトレッド部内周面に取り付けるにあたり、前記帯状の吸音材を、最大径が前記タイヤのリム穴を通過可能な大きさになるように、円周に沿って蛇行させながら曲げて環状に折りたたみ、該折りたたみ形状の吸音材をタイヤのリム穴からタイヤ内部に挿入し、次いで、タイヤ内部において折りたたみ形状の吸音材を拡径して、トレッド部内周面に接触させ、接着剤を介して前記トレッド部内周面に前記吸音材を固定する。
(もっと読む)
ワイヤ接続部材、ビードコード、車両用タイヤ及びワイヤの接続方法
【課題】強度低下、バランスの悪化及び接続作業の煩雑化を防止しつつ、ワイヤのずれ動きを防止することができるワイヤ接続部材、ビードコード、車両用タイヤ及びワイヤの接続方法を提供する。
【解決手段】ワイヤ50の始端部51と終端部51aとを内側に収容し対向状態で接続するワイヤ接続部材10であって、ワイヤ50の直径D未満のスリーブ内径diを有するコイルばね状スリーブからなるものである。ワイヤ50によって押し広げられることでワイヤ50に圧縮抵抗が働き、この圧縮抵抗でワイヤ50のずれ動きを防止する。
(もっと読む)
タイヤの製造方法
【課題】キャップ状突起およびカバーゴムをバフすることなく、表面の所定部分だけが、タイヤ内腔部に連通する穴に直接接するよう配置された電子部品を有するタイヤ製造方法の提供。
【解決手段】グリーンタイヤ10を形成するに際し、インナーライナゴム11の内側表面側に、電子部品4を、所定表面部分がタイヤ内側表面側に向くように貼り付ける工程と、前記電子部品貼付工程のあと、ゴムシート15を、電子部品4を被覆するようにインナーライナゴム11の表面側に貼り付ける工程と、ゴムシート15の、電子部品4の所定表面部分に対応する位置に貫通穴9を形成する工程と、前記ゴムシート貼付工程のあと、ゴムシート15の表面側に、タイヤ加硫時において流動しないシート14をゴムシート15のタイヤ内側表面側に、貫通穴9を塞ぐようにして貼り付ける工程と、タイヤを加硫したあと、非流動性シート14をゴムシート15から剥がす工程とを具えてなる。
(もっと読む)
タイヤ構成部材の製造方法
【課題】 ゴムストリップ部片を順次隙間を形成することなく貼り付けていくことができるタイヤ構成部材の製造方法を供する。
【解決手段】 両側部より中央部が膨らんだ曲面ドラム5の外周曲面に長尺平行四辺形状のゴムストリップ部片1を斜め方向に指向させて周方向に順次貼り付けてタイヤ構成部材を製造する方法において、ゴムストリップ部片1を周面に回転しながら吸着することができる吸着ドラム11が、曲面ドラム5に対して所定角度傾いた姿勢でゴムストリップ部片1を先端から順次吸着しつつ、曲面ドラム5の回転中心軸方向に所定範囲移動しながら吸着したゴムストリップ部片1を先端から連続して回転する曲面ドラム5の外周曲面に圧接して転写するタイヤ構成部材の製造方法。
(もっと読む)
プライ、プライ製造方法、及び、空気入りタイヤ製造方法
【課題】製品タイヤにおけるプライ間でのプライコードのテンション差を解消することができるプライ、プライ製造方法、及び、空気入りタイヤ製造方法を提供することを課題とする。
【解決手段】平板状のプライの両面側に丸棒20を千鳥配置となるように当接させて、プライ両面側から丸棒20で挟み込むことにより波打ち形状のカーカスプライ14Uを製造する。このようにして製造されたカーカスプライ14Uでは、波状のコードがコード長手方向に延びるように配列されている。このカーカスプライ14Uがコード長手方向への引張力を受けた場合、コードの波が緩やかになるように或いは波がなくなるようにコードが変形することによって、コードに大きな張力を生じさせなくてもカーカスプライ14Uをコード長手方向に伸ばすことができる。
(もっと読む)
ケーブルビード成形機
【課題】繰り出し装置に複雑な機構を用いることなく繰り出し点と巻き付け点との間でたるまないよう側線を芯リングに巻き付けることができ、ケーブルビードを高速で成形することができるケーブルビード成形機を提供する。
【解決手段】リール8側の繰り出し点Aが描く回転円の回転中心線が芯リングLの巻き付け位置Bにおける略芯線中心を通り、繰り出し点Aと巻き付け点Bとの間の側線Wの長さを常時略一定に保ちつつ側線Wを繰り出すよう繰り出し装置を構成する
(もっと読む)
タイヤの製造方法及びホーリング装置
【課題】高品質なタイヤ製造方法及びその製造方法の提供。
【解決手段】本発明に係るホーリング装置10は、錐30と、錐の根元部を保持しうる錐支持体28と、複数の錐支持体を保持しうるホルダー24と、錐支持体28を介してホルダー24に保持された錐30をタイヤ用のゴム部材12に向けて前進及び後退させうる移動手段と、このゴム部材12を載置しうる載置面39とを備える。更にホーリング装置10は、当接部材19を有する。ホーリング装置10により、ゴム部材に孔が形成される。当接部材19は、当接面42を有する。錐30は、遊びにより揺動しうるように構成されている。錐30の後退により引っ張られたゴム部材12は、当接面42に当接しうる。この当接により、錐30がゴム部材から確実に引き抜かれる。錐30の揺動により、コードの損傷が抑制される。
(もっと読む)
タイヤインナーライナ
グリーンタイヤのインナーライナを調製する方法は、1種類またはそれ以上の加硫可能なゴム状ポリマーに、ゴム重量100部あたり、0.75重量部以下の酸化亜鉛、0.75重量部以下の酸化マグネシウム、0.75重量部以下の硫黄を混合し、加硫可能な混合物を形成するステップと、この混合物を押し出してグリーンタイヤのインナーライナを形成するステップと、を含む。  (もっと読む)
(もっと読む)
プライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法及びその製造方法により製造された空気入りタイヤ
【課題】この発明の目的は、ビードコアとの間の係止力を向上することのできるプライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法と、その製造方法により製造されるビード部の耐久性に優れる空気入りタイヤを提供することにある。
【解決手段】空気入りタイヤを構成するプライコード(3)の加工方法であって、金属コードをゴムで被覆する工程と、ゴム被覆したコードを所定の長さに切断する工程と、切断したコードの両端部を成形ダイ(1)内に配置する工程と、成形ダイ(1)内に配設された押圧部材(2)によりコードの外周面の一部を押圧しつつコードを成形ダイから引き抜くことで、コードの両端部を所定の形状に塑性変形する工程を含むプライコード(3)の加工方法、その加工方法により加工されたプライコード(3)を用いた空気入りタイヤの製造方法及びその製造方法により製造された空気入りタイヤである。
(もっと読む)
偏平重荷重用タイヤのベルト成形方法および装置
【課題】省力化を図りながらリボン状体14に対し任意の張力を容易に高精度で付与する。
【解決手段】誘導電動機20に連結されたローラ22にリボン状体14を掛け回すとともに、該誘導電動機20の出力トルクを制御手段33により制御することで、ローラ22からリボン状体14に供給方向と逆方向の抵抗を付与するようにしたが、該誘導電動機20の出力トルクは制御手段33によって自由に制御することができるため、省力化を図りながら螺旋の任意の位置においてリボン状体14に任意の張力を容易に高精度で付与することができる。
(もっと読む)
ビード部材の成形型
【課題】型内でビードコアを確実に固定することができ、成形されたビード部材の取り出しも容易に行なえるビード部材の成形型を提供する。
【解決手段】環状のビードコア1aが配設されると共に、ビードフィラー1bを成形するための未加硫ゴム組成物がビードコア1aの径方向外側に供給される環状凹部9が形成された下型7と、環状凹部9を閉じてキャビティ11を形成する型締め位置と、環状凹部を開放する型開き位置との間で、下型7に対して相対変位可能に構成された上型8と、を備え、下型7と上型8の少なくとも一方のビードコア1aを支持する領域に、ビードコア1aを固定するための固定爪7a,8aが形成されている。固定爪7a,8aは、下型7と上型8の両方に形成される。
(もっと読む)
空気入りタイヤ、及びその製造方法
【課題】高いビード耐久性を確保しながら操縦安定性を向上する。
【解決手段】ビードエーペックスゴム8は、底辺12a、エーペックス主部10、およびエーペックス副部11からなる。又エーペックス副部11は、前記第1の頂点Pから半径方向外方にのびる分割線Xによりタイヤ軸方向内外のエーペックス副部分11i、11oに区分される。エーペックス主部10のゴム硬度は80〜95°かつ複素弾性率は15〜30MPa、エーペックス副部分11i、11oのゴム硬度は50〜80°かつ複素弾性率は3〜15MPaである。ビードベースラインBLからの各頂点P、Qまでの高さh1、h2の比h1/h2は0.3〜0.9である。
(もっと読む)
製造工程における中間製品であるチッパとエイペックスの部分組立品
【課題】タイヤの製造工程における中間製品として用いられる新規な部分組立品と、それを製造するための方法を提供する。
【解決手段】空気入りタイヤの製造工程における中間製品として、チッパ40とエイペックス30からなる部分組立品100を製造する。エイペックス30は、基底部31と、狭い外側の先端部32に向けて延びている互いに対向する2つの側部33,34とを有しており、未加硫材料の連続するエラストマストリップとして形成されている。チッパ40は、その長さ方向に対してあるバイアス角度に方向付けられている平行な複数のコード42によって補強されている。チッパ40は、未加硫のエイペックス30の一方の側部の外側表面上に、長さ方向に沿って接合されており、基底部31から離れており、外側の先端部32に向かって幅方向に延びている。
(もっと読む)
141 - 160 / 207
[ Back to top ]