
Fターム[4F212VD10]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ構成部材区分 (2,734) | カーカス(バンド) (336)
Fターム[4F212VD10]に分類される特許
1 - 20 / 336
タイヤ用プライ材料の製造装置
【課題】タイヤ用プライ材料を高精度でかつ効率よく形成する。
【解決手段】第1のロボットアームの先端に、搬入位置の切断片の第1の接続用端縁部を把持する第1の把持具を設けた第1の把持移動装置と、第2のロボットアームの先端に、第2の接続用端縁部を把持する第2の把持具を設けた第2の把持移動装置とを具える。前記第1の把持具は、第1の接続用端縁部におけるコード長さ方向一方側の端部分を把持する一方の把持手段と、他方側の端部分を把持する他方の把持手段とをコード長さ方向に沿って近離移動しうる張設手段を具える。
(もっと読む)
カーカスバンド成型システム及び該カーカスバンド成型システムを用いたカーカスバンドの成型方法

【課題】内外2層の円筒状カーカスプライ素材を備えてなるカーカスバンドの成型に係る時間を短縮するカーカスバンド成型システム、及びカーカスバンドの成型方法を提供する。
【解決手段】本発明のカーカスバンド成型システムは、第1及び第2の未加硫帯状カーカスプライ素材を供給する供給手段10と、第1及び第2の円筒状カーカスプライ素材を成型する、第1及び第2の、それぞれ少なくとも1個の成型ドラム20A、20Bを、各成型ドラムの中心軸線m1、m2の周りに回転可能に支持するとともに、供給手段10に隣接する位置と離隔する位置との間で変位させるドラム支持手段30と、各成型ドラム20A、20Bの周りに供給された未加硫帯状カーカスプライ素材の両端部を接合する外側接合手段40と、第1の成型ドラム20A上で円筒状に成型された第1の円筒状カーカスプライ素材を外周面側から保持する移載手段50を備える。
(もっと読む)
シート部材の接合装置及び製造方法
【課題】シート部材の傾斜に対応して、シート部材の端部同士を精度よく接合する。
【解決手段】接合装置1は、シート部材Sの端部同士を接合する。移動装置3は、一対の接合部材10をシート部材Sの端部に沿って移動させる。一対の接合部材10は、シート部材Sの端部上を転動する。一対の接合部材10は、シート部材Sの端部を、所定の噛み込み位置15で互いに噛み合う歯間に噛み込む。シート部材Sの端部は、歯間で噛み込まれて接合される。変更装置20は、一対の接合部材10の噛み込み位置15を変更する。位置調整手段40は、シート部材Sの傾斜に対応して、変更装置20により一対の接合部材10の噛み込み位置15をシート部材Sの端部上に調整する。
(もっと読む)
空気入りタイヤ
【課題】内圧保持性能を損なうことなく軽量化の達成された空気入りタイヤ34の提供。
【解決手段】このタイヤ34は、カーカス42の内側に位置するライナー46を備える。ライナー46は、カーカス42の内側に沿って一方のビードと他方のビードとの間に架け渡された第一インナーライナー66と、それぞれがベルト44の端62aから第一インナーライナー66に沿って半径方向略内向きに延びる一対の第二インナーライナー68とを備える。第二インナーライナー68は、第一インナーライナー66とカーカス42との間に位置している。第一インナーライナー66は、第一ゴム組成物が架橋されて形成される。第一ゴム組成物の基材ゴムは、ブチル系ゴムを含む。第二インナーライナー68は、第二ゴム組成物が架橋されて形成されている。第二ゴム組成物の基材ゴムは、ジエン系ゴムを含む。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとカーカスプライなどの接合部での厚さの均一性を高め、エアーの残留を防止する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50〜500mmずらして貼り合わるアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は有機化処理粘土鉱物0.1〜50質量%を含む熱可塑性エラストマー組成物であり、厚さが0.05〜0.6mmである第1層と、未加硫ゴムシート側に配置され熱可塑性エラストマー組成物よりなる厚さが0.01〜0.3mmである第2層の積層体である。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量としながらも、耐カット性及び操縦安定性を向上させる。
【解決手段】中子工法において、第1の短冊プライ片をタイヤ周方向に順次貼り付けて第1のカーカスプライ部を形成する第1ステップと、第2の短冊プライ片をタイヤ周方向に順次貼り付けて第2のカーカスプライ部を形成する第2ステップとからなるカーカス形成工程を含む。少なくともタイヤ上半分領域においては、周方向で隣り合う第1の短冊プライ片間、及び前記第2の短冊プライ片間に、第1、第2の間隙部が形成される。第2の短冊プライ片は、第1の間隙部を跨りその周方向側縁部が前記第1の短冊プライ片の周方向側縁部と重なり部を形成する。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量化と耐カット性とを両立させた空気入りタイヤを高精度かつ高品質で形成する。
【解決手段】サイドウォールゴムとカーカスとの間に配されるサイド保護層を具える空気入りタイヤの製造方法であって、剛性中子上にタイヤ構成部材を順次貼り付けて生タイヤを形成する生タイヤ形成工程と、生タイヤを前記剛性中子ごと加硫金型内に投入して加硫成形する加硫工程とを具える。生タイヤ形成工程は、縦糸と横糸とを織合わせた網状織物がトッピングゴムによって被覆された巾狭帯状の網状織物テープを、剛性中子上で、渦巻き状に巻回することによりサイド保護層を形成するサイド保護層形成行程を含む。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
タイヤおよびタイヤを製造する方法
【課題】より低コストでタイヤのユニフォーミティおよび性能を改善する。
【解決手段】
タイヤはクラウン領域204のところで半径方向に重なる相互の向きで配置されたプライ層206,208を含むコードプライ構成を備える。プライ層206,208はそれぞれ、ある間隔をおいた一連の単線のコード経路190A,190Bを備える。それぞれのコード経路190A,190Bは、各サイドウォール200からクラウン領域204を横切って反対側の各ショルダ領域202まで延びている。それぞれのコード経路190A,190Bは、完全なコードのプライ層206,208を形成するように連続しており、センターライン204に対するコード角α,βを形成している。コード角α,βはセンターライン204のところでは17度から27度までの間であり各サイドウォール200へ向かうにつれて82度から90度までの間まで増加している。
(もっと読む)
空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置
【課題】高効率且つ高精度の端面接合を実現し得る空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置を提供する。
【解決手段】本発明の空気入りタイヤ用のカーカスプライ素材の端面接合方法は、カーカスプライ素材3の巻付け始端側の端部分3aを、成型ドラム2の一方の吸着手段4aに吸着させて該成型ドラム2を回動変位させ、巻付け終端側の端部分3bを、他方の吸着手段4bに吸着させて、前記カーカスプライ素材3を巻き付け、成型ドラム2を縮径変形させて始終夫々の端部分3a,3bを相互に接近させるとともに、カーカスプライ素材3の各々の前記端部分3a,3bに撓み部8を形成した後、外側引寄せ爪6及び内側引寄せ爪5の夫々を作動させて始終の夫々の端面3c,3dを接合させる。
(もっと読む)
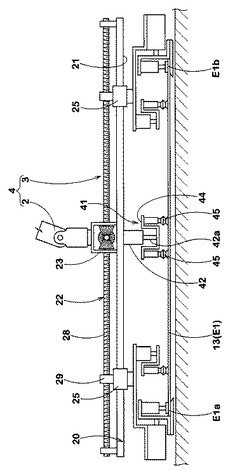
カーカスバンド部材の搬送装置
【課題】筒状のカーカスバンド部材を搬送機によってタイヤ成形ドラムへ搬送する際の必要スペースを小さくすることができるカーカスバンド部材の搬送装置を提供する。
【解決手段】筒状のカーカスバンド部材Bに内挿されて、このカーカスバンド部材Bを保持する複数のアーム3を備えた自走式の搬送機2と、搬送機2をタイヤ成形ドラム11に案内する案内溝8とを備え、案内溝8がタイヤ成形ドラム11のドラム軸方向端部近傍からドラム軸方向に延び、途中の1箇所で屈曲してドラム軸方向に対して0°〜150°の開き角度Aで延設され、搬送機2が、アーム3の長手方向を案内溝8の延設方向に向けて移動する。
(もっと読む)
シート部材の接合精度判定方法
【課題】バッドジョイントを行う前に自動でシート部材の接合精度の判定が可能なシート部材の接合精度判定方法を提供する。
【解決手段】転写ドラム3に貼り付けられたシート部材4の長さ方向の両端部からそれぞれ50mmの距離の2点の位置で、2次元変位センサ5、6によりシート部材4の高さを測定し、シート部材4の段差高さが所定の閾値より大きい場合は、接合精度が良好である判定し、シート部材4の段差高さが所定の閾値以下の場合は、接合精度が不良であると判定する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】内圧保持性能及び耐久性を維持しつつ、タイヤ質量及び製造コストを低減しうる。
【解決手段】空気入りタイヤ1及びその製造方法である。タイヤ1は、トレッド部2からサイドウォール部3をへてビード部4のビードコア5に至りかつ該ビードコア5で折り返されることなく終端するカーカスプライ6Aからなるカーカス6を具える。カーカスプライ6Aは、カーカスコードの配列体12と、該配列体12を被覆するトッピングゴム13とを含む。トッピングゴム13は、空気非透過性のブチル系ゴムからなる内側トッピングゴム13Aと、サイドウォール部3の外表面3Sをなす外側トッピングゴム13Bとからなる。外側トッピングゴム13Bは、サイドウォール部3の外表面3Sから配列体12までの最短ゴム厚さW2が1.5〜3.0mmである。
(もっと読む)
カーカスバンドの嵌合装置
【課題】グリーンタイヤの成型時に、カーカスバンドを、成型ドラム等の外周側に嵌め合わせるに当り、カーカスバンド端部分への局所的な歪の発生のおそれを確実に取り除いて、製品タイヤの品質の低下を有効に防止することのできるカーカスバンドの嵌合装置を提供する。
【解決手段】円筒状に成型したカーカスバンド10を拡径変形姿勢で、成型ドラムの軸線方向の一方側から嵌め合わせて、該カーカスバンド10を、成型ドラムの外周側に直接的もしくは間接的に嵌め合せるためのカーカスバンドの嵌合装置1であって、円筒状のカーカスバンド10を内周側から拡径変形させる拡径手段2と、該拡径手段2の外周側に配設されて、成型ドラムに向けてカーカスバンド10を外周側から押圧する押圧手段3とを具え、前記拡径手段2および押圧手段3のそれぞれが、カーカスバンド10の周方向に間隔をおいて配置される、半径方向に変位可能な複数本のアーム部材4,6を有するものとする。
(もっと読む)
タイヤ用プライ材料の製造装置
【課題】切断片の前端部及び後端部にカール状の変形がある場合にも、この前端部及び後端部の位置を認識して前端部と後端部とを正確に位置合わせして接合させる。
【解決手段】 ベルトコンベヤで搬送される一方の切断片の搬送方向前端部と、先行する他方の切断片の搬送方向後端部とを順次接合して長尺なタイヤ用プライ材料を、精度良くかつ効率よく形成する。一方の切断片の前端部と他方の切断片の後端部とを撮影して画像データとをうる撮影手段、画像データを処理して、前記前端部と後端部との各位置を認識する位置認識手段、及び位置認識手段によって得たデータに基づき、一方の切断片の前端部を他方の切断片の後端部との接合位置まで移動させる前端部把持移動手段を具える。
(もっと読む)
カーカスプライの製造装置
【課題】カーカスプライ片を精度良く安定して供給し、人手によるカーカスプライ材料の送出しが容易にできるカーカスプライの製造装置を提供する。
【解決手段】カーカスプライの製造装置は、長尺状のカーカスプライ材料Cpを切断するカッター11と、カーカスプライ材料Cpを把持して送出すチャック14、チャック14の送出しと連動してカーカスプライ材料Cpをカッター11に向けて送る駆動ローラ2およびピンチローラ3、チャック14をカッター11の方向に往復動させるエアシリンダ9、エアシリンダ9に取り付けられチャック14の往復動に合わせ往復動するラックギア4、ラックギア4に噛み合わされたピニオンギア5、ラックギア4の往動に合わせピニオンギア5を回転させるワンウエイクラッチ12、ピニオンギア5の回転を駆動ローラ2に伝達する伝達機構を備えた送出し機構とを備える。
(もっと読む)
埋め込まれたトランスポンダとタイヤの組立体およびその製造方法
【課題】トランスポンダまたはタイヤの性能を損なわない、トランスポンダとタイヤの組立体およびその製造方法を提供する。
【解決手段】タイヤカーカスが、環状のビード部材の周りをプライ折り返し部分へと延びる半径方向内側のプライ部品を有する。カーカスバリア部品が、プライ部品から軸方向内側に、かつプライ部品に隣接して位置し、電子タグ装置が、タイヤカーカスのサイドウォール下側の領域内で、バリア層部品とプライ部品との間のタイヤカーカス内に埋め込まれている。電子タグは、サイドウォール下側のトー位置から、タイヤの断面高さの10パーセントよりも大きい半径方向のタグ距離に位置している。半径方向のタグ距離は、サイドウォール下側のトー位置を基準として測ったとき、タイヤの断面高さの15パーセントから35パーセントの範囲にあるのが好ましい。タグは、生タイヤの製造中、タイヤカーカス内に埋め込まれたとき、通信動作が可能である。
(もっと読む)
空気入りラジアルタイヤの製造方法
【課題】操縦安定性能や耐久性能を確保しながら転がり抵抗を低減できる空気入りラジアルタイヤの製造方法を提供する。
【解決手段】有機繊維コードがタイヤ周方向に対して傾斜するように配置された内側ベルトプライ5を円筒状に成形し、その円筒状に成形した内側ベルトプライ5の径寸法を拡張する。続いて、カーカスプライ4を構成する一対の分割プライ片4a,4bを配設し、内側ベルトプライ5の両端領域を一対の分割プライ片4a,4bの端部で覆いつつ、内側ベルトプライ5の中央領域を開放する。次に、スチールコードがタイヤ周方向に対して傾斜するように且つ前記有機繊維コードとは逆向きに配置された外側ベルトプライ6を円筒状に成形し、分割プライ片4a,4bの端部を内側ベルトプライ5と外側ベルトプライ6とで挟み込む。
(もっと読む)
シート状部材の接合装置
【課題】転写ドラムの耐久性を向上させるとともに、ジョイント手段の揺動爪の摩耗を低減させることのできるシート状部材の接合装置を提供する。
【解決手段】ジョイント手段9は、ゴムシート3の長さに応じて、転写ドラム1の軸線方向に移動する。ジョイント手段9は、転写ドラム1の軸線方向に移動後に下降して、転写ドラム1上に整列された2枚のゴムシート3を外表面側から引き寄せて、それぞれの対向側部を突き合わせ接合する。
(もっと読む)
空気入りタイヤおよびその成型方法
【課題】重量を低減させた空気入りタイヤおよびその成型方法を提供する。
【解決手段】本発明の空気入りタイヤの成型方法は、成型ドラム上にカーカスプライを配置し、前記カーカスプライの両端部に、ビードコアを配置し、前記カーカスプライの両端部を、前記ビードコアの周面に沿って折り返し、前記ビードコアに巻き付け、前記ビードコアに巻き付けられたカーカスプライ上に第1ゴムチェーファーを配置し、前記第1ゴムチェーファーを覆い、前記成型ドラム上のカーカスプライまで延在する第2ゴムチェーファーを配置する。
(もっと読む)
1 - 20 / 336
[ Back to top ]