
Fターム[4F212VK02]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤの成形操作 (1,775) | タイヤの組立て操作 (1,641) | 層の装着、引張り (740)
Fターム[4F212VK02]の下位に属するFターム
Fターム[4F212VK02]に分類される特許
1 - 20 / 664
タイヤ構成材料のセンターライン印字装置およびタイヤ構成材料の成形方法
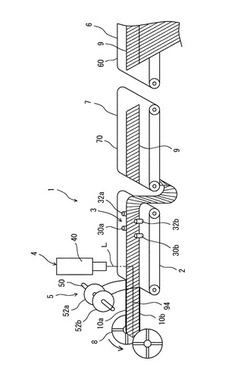
【課題】タイヤ構成材料の両端部にカバリングシートを貼付する場合でも、貼付ドラムへの貼付時のオフセンターを抑制できるタイヤ構成材料のセンターライン印字装置および成形方法を提供する。
【解決手段】タイヤ構成材料の搬送手段と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字機と、タイヤ構成材料のセンター位置を印字機の印字位置に一致させるセンタリング機構を備え、印字機がカバリングシート貼付装置の上流側に配設されたタイヤ構成材料のセンターライン印字装置。また、タイヤ構成材料のセンタリング工程と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字工程と、カバリングシート貼付工程と、カバリングシートが貼り付けられたタイヤ構成材料のセンターラインと貼付ドラムのセンターとを一致させてタイヤ構成材料を貼付ドラムに貼り付ける成形工程とを備えたタイヤ構成材料の成形方法。
(もっと読む)
タイヤの製造方法

【課題】低熱収縮性のコードを用いた周方向ベルトのテンションを確保して、製品タイヤに致命的な欠陥が発生することを防止する。
【解決手段】
湾曲したBTセグメント12aを備えたBTドラム12上に、低熱収縮性のコード10aを備えたベルトレイヤー10を、テンションを付与しつつ貼り付けて周方向ベルトを形成し、その後、前記ベルトを備えた未加硫タイヤを加硫するタイヤの製造方法であって、テンションTによる前記コードの伸び量をt、前記BTセグメント12aの径差に基づく前記コードのベルト圧縮量をc、加硫時の前記ベルトレイヤーの拡張量をa及び前記ベルトレイヤーの拡張減量をb、としたとき、前記ベルトレイヤーに、t≧b+c−aで表される前記コードの伸び量tを生じるテンションTを付与する。
(もっと読む)
タイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法
【課題】手動式ローラーによる再度の押圧作業が不要になって作業者の負担を軽減することができ、また、ジョイント部のエア残りやジョイント離れが発生することがなく、ゴム材料にシワが発生することもないタイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法を提供する。
【解決手段】フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部を押圧して圧着させるためのタイヤ成形用押えローラーであって、ローラー軸方向の中央部の径が、両端部の径よりも小さな逆クラウン形状に形成されているタイヤ成形用押えローラー、および前記タイヤ成形用押えローラーを用いて、フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部に対して390〜590Nの押圧力で押圧することにより、ジョイント部を圧着させるタイヤ成形用ゴム材料の押圧方法。
(もっと読む)
空気入りタイヤ
【課題】軽量で、かつ操縦安定性に優れた空気入りタイヤの提供。
【解決手段】このタイヤは、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤは、トレッドの半径方向内側においてカーカスと積層されるベルト12を備えている。このベルト12は、並列された多数のスチールコード38とトッピングゴム40とを有している。このスチールコード38は、第一コード38aと、この第一コード38aの外径D1よりも小さな外径D2を有する第二コード38bとを含んでいる。この第二コード38bは、この第一コード38aに隣接している。このトッピングゴム40は、基材ゴム及び短繊維を含むゴム組成物が架橋されたものからなる。
(もっと読む)
タイヤの製造方法、それに用いる押圧装置およびタイヤ成型機
【課題】生タイヤ成型時におけるタイヤ構成部材の接合部の凹凸を低減または消失させることで、製品不良の発生を抑制することができるタイヤの製造方法、それに用いる押圧装置およびタイヤ成型機を提供する。
【解決手段】成型ドラム10上に、タイヤ構成部材11を順次巻き付けて生タイヤを成型する工程を含むタイヤの製造方法である。タイヤ構成部材の成型ドラム上への巻付け後に、タイヤ構成部材の接合部11Aを、成型ドラムの外周面に相対して配置された押圧装置を用いて押圧するにあたり、押圧装置として、タイヤ幅方向に分割された複数の押圧部21を有するものを用いて、複数の押圧部によりタイヤ構成部材の接合部を押圧する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤサイズに合わせてインナーライナーの円周をコントロールすることが容易であり、しかもインナーライナーの接合部における強度を高めてタイヤ成形性を確保し、かつインナーライナーとしての気密性を向上する。
【解決手段】熱可塑性の耐空気透過性フィルム10の両端11,12を重ね合わせ、重ね合わせ部を超音波ウェルダー法で溶着することにより円筒状の耐空気透過性フィルムを作製する。その際、耐空気透過性フィルムの接合部13内に、超音波ウェルダー法により溶着されていない非溶着部14を設け、かつ該非溶着部14が接合部13を周方向Cの一端13Aから他端13Bまで貫通しない非貫通状に設けられるように、超音波ウェルダー法による溶着を行う。得られた円筒状の耐空気透過性フィルム10をインナーライナー8として用いて空気入りタイヤを加硫成形する。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】ストリップに耳部を形成することで成形されたインナーライナーの厚さを均一し、カーカスプライの接着性を改善し、タイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を抑制する。
【解決手段】円筒ドラム上で螺旋状に巻回させることによりタイヤ用インナーライナーを形成するためのポリマー組成物のストリップ10であって、前記ストリップ10は、スチレン−イソブチレン−スチレントリブロック共重合体を5質量%以上40質量%以下と、天然ゴム、イソプレンゴム及びブチルゴムよりなる群から選択される少なくとも1種のゴム成分を60質量%以上95質量%以下含むポリマー成分100部に対して、硫黄を0.1部以上5部以下含むポリマー組成物のポリマーシートよりなり、前記ストリップ10本体の厚さは0.05mm〜1.0mmで耳部の厚さは本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmである。
(もっと読む)
タイヤ構成部材の成型方法及び成型装置
【課題】タイヤ構成部材の成型を精度高く行うことである。
【解決手段】
回転する成型ドラム20に帯状材料15を巻き付け、巻き付けた帯状材料15の端部同士を接合してタイヤ構成部材を成型する成型方法であって、帯状材料15をコンベアベルト30で成型ドラム20に向けて搬送する搬送工程と、コンベアベルト30を成型ドラム20に接近させて帯状材料15を成型ドラム20に巻き付ける第1の巻き付け工程と、成型ドラム20上で所定量帯状材料15を巻き付けたとき、コンベアベルト30を成型ドラム20から離隔させ、空けた領域で帯状材料15を切断する切断工程と、切断した帯状材料15を保持して成型ドラム20に移送して巻き付ける第2の巻き付け工程と、を有する。
(もっと読む)
空気入りタイヤ
【課題】軽量で、かつ耐カット性能に優れた空気入りタイヤ2の提供。
【解決手段】このタイヤ2は、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤ2は、トレッド4と、それぞれがこのトレッド4の端から半径方向略内向きに延びる一対のサイドウォール6と、それぞれがサイドウォール6よりも半径方向略内側に位置する一対のビード8と、トレッド4及びサイドウォール6の内側に沿って一方のビード8と他方のビード8との間に架け渡されたカーカス10と、それぞれがそのバットレス領域に位置する一対の補強層14とを備える。軸方向において、補強層14はカーカス10とサイドウォール6との間に位置する。補強層14は、周方向に延在するコードとトッピングゴムとを有する。
(もっと読む)
空気入りタイヤの製造方法、及びそれによって形成された空気入りタイヤ
【課題】剛性中子を用いた製造方法において、高速耐久性能を向上させる空気入りタイヤの製造方法、及びそれによって形成された空気入りタイヤを提供する。
【解決手段】剛性中子20上にタイヤ構成部材を順次貼り付けることにより生タイヤを形成する生タイヤ形成工程を具え、生タイヤ形成工程は、バンドコード、又はバンドコードをトッピングゴムで被覆した小巾帯状のストリップからなるバンド形成部材15を、剛性中子20上で螺旋状に巻き付けることによりバンドプライ9Aを形成するバンドプライ9A形成ステップを含む。バンドプライ9A形成ステップでは、バンド形成部材15を、100℃以上に加熱しながら0.5%以上伸張させた状態にて螺旋状に巻き付ける。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとカーカスプライなどの接合部での厚さの均一性を高め、エアーの残留を防止する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50〜500mmずらして貼り合わるアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は有機化処理粘土鉱物0.1〜50質量%を含む熱可塑性エラストマー組成物であり、厚さが0.05〜0.6mmである第1層と、未加硫ゴムシート側に配置され熱可塑性エラストマー組成物よりなる厚さが0.01〜0.3mmである第2層の積層体である。
(もっと読む)
インナーライナーおよび空気入りタイヤの製造方法
【課題】インナーライナーの厚さを均一にするリボン状のストリップ及びその製造方法を提供する。
【解決手段】タイヤ用インナーライナーを形成するためのストリップ10は、スチレン−イソブチレン−スチレントリブロック共重合体(SIBS)60〜99.9質量%と、スチレン−無水マレイン酸共重合体0.5〜40質量%を含む熱可塑性エラストマー組成物からなる第1層と、スチレン−イソプレン−スチレントリブロック共重合体(SIS)およびスチレン−イソブチレン−スチレントリブロック共重合体(SIB)のいずれかを含む熱可塑性エラストマー組成物からなる第2層の積層体で構成されており、ストリップ10はストリップ本体とその両側に配置される耳部10Bを有し、ストリップ本体の厚さT1は0.05mm〜1.0mmであり、耳部の厚さT2はストリップ本体の厚さT1より薄く、耳部の幅W2は0.5mm〜5.0mmである。
(もっと読む)
空気入りタイヤ
【課題】高速耐久性及び静粛性に優れた空気入りタイヤ12の提供。
【解決手段】このタイヤ12は、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤ12は、ベルト22、バンド24及び一対の補強層58を備える。バンド24は、螺旋状に巻かれたコード54を含んでいる。コード54は有機繊維からなり、その2%モジュラスは10000N/mm2以上である。ベルト22は、内側層48a及び外側層48bを備える。補強層58は、基材ゴム及び短繊維を含むゴム組成物が架橋されたものからなる。補強層58における短繊維の配合量は、基材ゴム100質量部に対して10質量部以上60質量部以下である。補強層58は、内側層48a又は外側層48bの半径方向外側において軸方向内向きに延びる外側片を備える。
(もっと読む)
振動騒音吸収構造を有するタイヤおよびその製造方法
【課題】路面走行中のタイヤが受ける変形により、タイヤに発生する振動や音は、乗り心地性能を損なう問題である。しかし従来のタイヤにおいて、タイヤトレッド部を振動しにくくするため、マスダンパーとなる構造や装置を配置し、その制振効果を高くすると、その分タイヤの運動性能の悪化が現れるという問題がある。また、タイヤ内の吸音部材においては高速走行時などに効果をあらわすことが難しかった。以上より安全かつ効果的にタイヤのロードノイズを低減し、自動車の乗り心地性能を向上させることを課題とする。
【解決手段】 上記課題を解決するために、本発明はダイラタントとして振る舞うように粒子とその結合材が配置された層からなる薄層構造部を有するタイヤを提案する。
(もっと読む)
ゴム押出成形装置
【課題】エアー溜まりの形成が抑制された高品質なタイヤが得られうる、ゴムシートを成形するゴム押出成形装置1の提供。
【解決手段】このゴム押出成形装置1は、その吐出部にダイプレート8を備えており、このダイプレート8の口金14のゴム吐出流路12の内面に、ゴムの吐出方向に延びる4本以上16本以下の凸条15が形成されており、この凸条15が、ゴム吐出流路12の幅方向に間隔をおいて並んでおり、これらの凸条15の配列ピッチWPが、5mm以上20mm以下であり、凸条15の断面形状が半円であって、その半径Rが、0.5mm以上0.8mm以下である。このゴム押出成形装置1によって押出成形されたゴムシートの面には、押出方向に延びる複数本の溝が形成される。
(もっと読む)
帯状部材のガイド装置
【課題】端末部を柔軟なエッジテープでフレアー貼りされたエッジテープ付き帯状部材を精度良く位置決めできるガイド装置を提供する。
【解決手段】本発明のガイド装置は、帯状部材の端部にエッジテープを上下から挟むようにして被せて貼り合わせたエッジテープ付き帯状部材において、帯状部材の端部を被うエッジテープの貼り合わせ部の段差部で、エッジテープ同士の貼り合わせ部をエッジテープの上下に配置したガイドローラーで挟みこむとともに、段差部の端部を帯状部材の中心側幅方向に押さえることにより位置決めすることができる。また、エッジテープの上下に配置したガイドローラーは、帯状部材の移動方向に複数配置されるとともに帯状部材の移動方向に回転自在であり、上下のガイドローラーの間の隙間および傾斜角度をエッジテープ付帯状部材の段差部に合わせて調整することができることを特徴とする。
(もっと読む)
タイヤの製造方法
【課題】ユニフォミティ及び操縦安定性に優れる空気入りタイヤの提供。
【解決手段】このタイヤの製造方法は、(1)コードをトッピングゴムとともに押し出しして、リボン44が得られる工程、(2)ドラムにシートが巻回され、ベルト22が得られる工程、(3)リボン44が上記ヘッドから送り出され、このリボン44の先端50がベルト22に積層される工程、(4)ヘッドをベルト22の端42bに向かって軸方向に移動させつつドラムを回転させることにより、リボン44が螺旋状に巻回される工程及び(5)ドラムの回転を維持しつつベルト22の端42bにおいてヘッドの移動を停止させることにより、リボン44が周方向に巻回される工程を含む。このリボン44が周方向に巻回される工程における、ドラムの回転角θsは、360°以上である。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】積層体シートから形成されたインナーライナー層又は補強シート層を有する空気入りタイヤの製造において、空気入りタイヤの走行開始後、スプライス部分付近においてクラックや剥離が発生しない空気入りタイヤの製造法と空気入りタイヤを提供する。
【解決手段】熱可塑性樹脂または熱可塑性樹脂とエラストマーをブレンドした熱可塑性樹脂組成物からなるシート2と、該熱可塑性樹脂または熱可塑性樹脂組成物と加硫接着するゴムを積層した積層体シートの端部をオーバーラップによるラップスプライスSをした後、タイヤの加硫成形を行って熱可塑性樹脂または熱可塑性樹脂組成物からなるシートとゴムを加硫接着させる工程を有する空気入りタイヤの製造方法において、該加硫接着の後、熱可塑性樹脂または熱可塑性樹脂組成物からなるシートの先端にバフィングをしてシート先端を削る尖鋭化処理5をする。
(もっと読む)
空気入りタイヤの製造方法
【課題】ユニフォミティ及び耐久性に優れる空気入りタイヤ2の製造方法の提供。
【解決手段】このタイヤ2の製造方法は、ドラムと、第一ヘッドと、第二ヘッドとを備えたフォーマーで実施される。この製造方法は、第一コードを含む第一リボンが第一ヘッドから送り出され、ベルト12の第一端36aより軸方向内側においてこの第一リボンの先端がこのベルト12に積層され、第二コードを含む第二リボンが第二ヘッドから送り出され、このベルト12の第二端36bより軸方向内側においてこの第二リボンの先端がこのベルト12に積層される工程、ベルト12の第一端36aにおいて第一リボンが周方向に巻回され、このベルト12の第二端36bにおいて第二リボンが周方向に巻回される工程及びタイヤ2の赤道面に相当する位置において、第一リボンと第二リボンとが交差して巻回される工程を含む。
(もっと読む)
ベルト成形治具
【課題】タイヤの生産性を向上することのできるベルト成形治具を提供する。
【解決手段】本発明のベルト成形治具12は、回転可能な成形ドラムの外周面に装着可能であると共に、外周面に少なくとも補強コードが巻き付けられて形成される補強層を保持可能である。補強コードにより構成された補強層をベルト成形治具に保持した状態を形成して貯留することができ、必要に応じて、補強層をベルト形成治具から外して使用することができ、タイヤ成形作業を連続して効率良く行うことで、タイヤの生産性を向上することができる。
(もっと読む)
1 - 20 / 664
[ Back to top ]