
Fターム[4G054AA05]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体を構成する材料 (833) | 焼成(焼結)する材料 (433)
Fターム[4G054AA05]の下位に属するFターム
材料が特定されているもの (105)
Fターム[4G054AA05]に分類される特許
101 - 120 / 328
ダイの清浄方法
押出ダイからバッチ材料を除去清浄する方法は、バッチ材料をダイからパージするのに差し支えない方法で、少なくとも1種類のゲル組成物を前記ダイに導入する工程を有してなる。ダイからバッチ材料をパージした後、ゲル組成物が液化してダイから流出するように、ダイをさらに処理することができる。  (もっと読む)
(もっと読む)
セラミック製フェルールとその製造方法
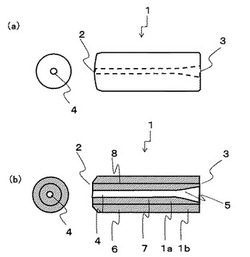
【課題】内孔の研磨加工の生産性向上が図れ、機械的強度も確保されたセラミック製フェルールを提供する。
【解決手段】セラミック製フェルール1は、筒状であって、一端2から他端3にかけて光ファイバが保持される内孔4が形成されている。そして、外周面6側のセラミック密度が内孔4の内周面7側のセラミック密度より大きくなるように一体焼結されている。緻密な外周面6側セラミックスによって機械的強度が確保されるとともに、内孔4の内周面7の研磨加工が容易なセラミック製フェルール1を得ることができる。
(もっと読む)
セラミックスハニカム構造体

【課題】耐熱衝撃性及び耐熱性に優れたハニカム構造体を提供すること。
【解決手段】本発明のセラミックスハニカム構造体は、隔壁24により区画された多数のセル22,23と、セル22,23を一方または他方の端部で目封止する封止材40と、を有するセラミックスハニカム構造体1において、それぞれが複数のセルを区画している少なくとも二つのセグメント部20,20と、隣接する少なくとも二つのセグメント部20,20のそれぞれと一体に形成され、隣接する少なくとも二つの各セグメント部20,20を架橋して連結する連結部3と、を有し、軸方向の一方の端部における開口率が、他方の端部における開口率よりも高いことを特徴とする。
(もっと読む)
ハニカム構造体成形用口金及びハニカム構造体成形用口金の製造方法
【課題】耐摩耗性が高いハニカム構造体成形用口金を提供する。
【解決手段】成形原料を導入するための裏孔4と、成形原料を格子状に押出成形するためのスリット5が形成されたハニカム構造成形用口金1であって、炭化タングステンと結合材とを含有する超硬合金からなり、厚さ方向に貫通する裏孔4が形成された第1の板状部材2と、第1の板状部材2と接合し、炭化タングステンと結合材とを含有する超硬合金からなり、裏孔4と連通するスリット5が形成された第2の板状部材2と、を備え、結合材が、第1の板状部材2と第2の板状部材3との接合部6において、第1の板状部材2及び第2の板状部材3の他の部分と比較して少なく分散している、ハニカム構造体成形用口金1とする。
(もっと読む)
セラミック成形体の連続成形装置
【課題】セラミックの混練から成形までを一連して行えるように構成し、寸法精度のよいセラミック成形体を連続して製造できる縦押出型のセラミック成形装置を提供する。
【解決手段】縦型シリンダ1aと、その上方部に設けたセラミック坏土供給口と、金型を装着する金型ケース1cと、供給口に供給されたセラミック坏土を縦送りするためシリンダ内に縦設したスクリュー1dとでなる縦型押出機1と、セラミック原料を混練、脱気してセラミック坏土を調製し縦型押出機に供給するスクリュー式混練機6と、金型から下方に押し出されるセラミック成形体の下面を支える支持板を載置し縦型押出機から押し出されるセラミック成形体の成形速度に同期して下降させ、セラミック成形体の自重による変形を防止する成形体保持機構4と、金型から押し出されるセラミック成形体が所定の長さに達した時に切断する切断機構5とで構成されたセラミック成形体の連続成形装置。
(もっと読む)
粘稠材料成形押出装置
【課題】
本発明は筒体に装填した粘土や練り食品等の粘稠材料塊を押出用ピストンで押圧し、任意断面形状の紐状粘稠材料を連続して押し出し成形する粘稠材料成形押出装置に関し、軽量小型で清掃しやすい装置を提供する。
【解決手段】
先端に頂部を有し基台上面に平行して伸縮するパンタグラフジャッキと、頂部の移動中心軸に同軸心に位置決め固定される筒体と、筒体の後方開口部より挿脱する押出用ピストンと、筒体の他端となる前方開口部に固定するノズル部とより構成され、押出用ピストンの先端または筒体の後端を基台上面から離間するよう回動あるいは取外すことにより筒体の後方開口部の後方に所定形状の粘稠材料を装填できる粘稠材料装填準備スペースを確保する。
(もっと読む)
セラミック前駆体押出成形バッチのデュアルループ制御
ダイに近接した押出成形機の構成要素の温度を測定し、温度データを、マスタコントローラ、少なくとも1つのスレーブコントローラおよび随意的な監視用コントローラを備えた押出制御システムに送信することによって直接的または間接的にバッチ材料の温度を測定することにより、セラミック前駆体バッチの温度をモニタリングする工程を有してなる、高品質の押出成形物を生産する制御戦略。監視用コントローラは、実時間温度の入力値および、バッチ組成、処理スループット、押出成形機の冷却容量などの保存パラメータに基づき、ある種のバッチ材料を押出成形するのに望ましい温度を達成するためのバッチ温度の設定値を決定する。マスタコントローラは、監視用コントローラからバッチ温度設定値を入手し、バッチ温度をモニタリングし、冷却剤の流れをバッチ材料と接触した押出成形機の一部へと制御する少なくとも1つのスレーブコントローラを同様に調整する。  (もっと読む)
(もっと読む)
ハニカム構造体成形用金型及びその製造方法
【課題】加工によって生じる幅広い範囲の大きさのバリ等を十分に除去することができるハニカム構造体成形用金型の製造方法及びそれによって得られるハニカム構造体成形用金型を提供すること。
【解決手段】材料を供給するための供給穴と、供給穴に連通して設けられ、材料をハニカム形状に成形するための格子状のスリット溝13とを有するハニカム構造体成形用金型の製造方法は、金型素材11の穴形成面に供給穴を形成する穴加工工程と、金型素材11の穴形成面とは反対側の面である溝形成面130にスリット溝13を形成する溝加工工程と、金型素材11をエッチング液3に浸漬させた後、エッチング液3を循環撹拌しながら超音波4を印加し、少なくとも、穴加工工程及び溝加工工程を行うことによって生じた供給穴とスリット溝13との交差部分のバリを除去するためのエッチングを行うエッチング工程とを有する。
(もっと読む)
セラミック製ハニカム支持体の製造方法
【課題】 周縁部を強化したセラミックハニカム支持体の強度を改良する。
【解決手段】 ハニカム押出金型40によって塑性化されたセラミック粉末バッチの押出しにより形成された、外側の拡幅された制御された深さのスロット部分48aを組み込む周縁部のスロットを持ったハニカム体を、押し出し、乾燥し、焼結することによって、強化された増厚周縁部のウェブ部分を有するセラミックハニカム製品を製造する。制御された深さは、周縁部のスロット48aを通るセラミック粉末バッチ流を、増厚ウェブ部を形成するのに十分であるが、増厚ウェブ部の形状の変形を起こすには不十分な程度まで増すように選択される。
(もっと読む)
押出成形機
【課題】坏土に十分なせん断力を付与できるとともに、坏土と羽根との磨耗によって混入する磨耗粉による不具合を抑制し、磨耗した羽根の部分的な交換が可能なセラミック製品の成形に用いられるスクリュー式の押出成形機を提供する。
【解決手段】坏土の押出部にスクリュー4を用いた押出成形機1であって、スクリュー4はシャフト4aの外周にセラミックス製の複数の羽根4bが押出側の面を斜めにして着脱可能に取り付けられている押出成形機1である。これによれば、羽根4b同士に間隔があり、上段スクリュー4が回転したときに、この螺旋の面を構成する羽根4b同士の間に坏土が入り込んでせん断されるので、高いせん断力を付与することができる。また、坏土との摩擦によって羽根4bが磨耗したとしても、磨耗した羽根4bのみを交換すればよいのでメンテナンスコストを抑えられ、短時間で交換することができるので従来よりも生産効率を高めることができる。
(もっと読む)
静水圧加圧成形型
【課題】加圧成形後の切削加工時に切削すべき範囲を、小さくすることにより切削時間を短縮し、更に、密度が均一な円筒状セラミック成形体を成形することができる静水圧加圧成形型を提供する。
【解決手段】円柱状の芯金1と、芯金1の一方の端部1aに配設された蓋部2と、芯金1の他方の端部1bに配設された底部3と、芯金1との間に空間を形成するように蓋部2から底部3に亘って配設された円筒状の成形用ゴム型4とを備え、蓋部2の芯金1側を向く面と、底部3の芯金1側を向く面とが、いずれも芯金1に直交する平面であり、底部3及び成形用ゴム型の内表面4aに接するように配置された円筒形状の底部側ゴムリング7と、蓋部2及び成形用ゴム型の内表面4aに接するように配置された円筒形状の蓋部側ゴムリング8とを更に備えた静水圧加圧成形型100。
(もっと読む)
ハニカム構造体成形用口金
【課題】製造過程において、裏孔及び格子状の溝部が形成される第1の板状部材と、ハニカム成形用のスリットが形成される第2の板状部材とを接合させたときの、第1の板状部材に形成された格子状の溝部の変形を抑制することが可能なハニカム構造体成形用口金を提供する。
【解決手段】少なくとも一方の面側に開口した複数の裏孔が形成された第1の板状部材2と、第1の板状部材2の他方の面側に配設されたセラミック原料を成形するためのスリット12が格子状に形成された第2の板状部材3とを備え、第1の板状部材2の、第2の板状部材3に接合される面側に、第2の板状部材3に形成されたスリット12に重なるように格子状に形成されると共に複数の裏孔の少なくとも一部と連通するスリット状の溝部が形成され、裏孔が、第1の板状部材2の中心を中心とした、第1の板状部材2の外周形状と相似形の領域に形成されたハニカム構造体成形用口金1。
(もっと読む)
表面に微細凹凸パターンを有したセラミックス焼成体及びその製造方法
【課題】低コストで微細構造の付与が可能であるとともに、微細構造を構成する粒子結晶体を所望の組成状態に制御できる、ナノセラミックス焼成体の製造方法を提供する。
【解決手段】表面に複数の凹凸部を備えた微細凹凸パターン転写用モールド11に離型剤12を塗布した上で(工程S1及びS2)、セラミックス粉末14と有機材料13とを混合させスラリー状の複合物15を生成する工程S3と、モールド11の該表面上に複合物15を塗布してモールド11の微細凹凸パターンを複合物15に転写するようにセラミックス基板16で押圧する工程S4と、押圧状態のモールド11、複合物15及びセラミックス基板16を乾燥させる工程S5と、複合物15が表面に結合したセラミックス基板16を剥離する工程S6と、複合物15及びセラミックス基板16を焼結する工程S7と、により表面に微細凹凸パターンが形成されたセラミックス焼成体17を製造する。
(もっと読む)
セラミックスの製造方法
【課題】 気孔率が50%以上のような高気孔率で、外径が150mmを超えるような大型のセラミックスの形成に用いられるセラミック坏土の特性を適正に評価するセラミックスの製造方法を提供する。
【解決手段】 セラミックス材料を含有する成形原料を混合、混練して坏土とした後、前記成形用杯土を成形機に充填して成形して成形体を得、前記成形体を焼成してセラミックスを得るセラミックスの製造方法であって、前記杯土のせん断速度とせん断応力を測定し、前記せん断速度の平方根を横軸に、前記せん断応力の平方根を縦軸にしてプロットした測定値に対して最小二乗法で一次回帰直線を導出し、前記一次回帰直線の傾きaおよび前記一次回帰直線と縦軸の交点の値bを求めて、杯土の品質管理を行うことを特徴とするセラミックスの製造方法。
(もっと読む)
工具ダイ用の耐摩耗性被覆
未焼成セラミック体を形成するための工具ダイが記載されている。この工具ダイは、基体上に堆積された耐摩耗性被覆を有し、約0.03μmから約0.8μmRqまでの範囲の平均粗さを与える形態を有する外面または自由面を有する。ある実施の形態において、この耐摩耗性被覆は、微細な粒状材料と粗い粒状材料の多数の交互の層を有する。工具ダイおよび耐摩耗性被覆を製造する方法も提供される。 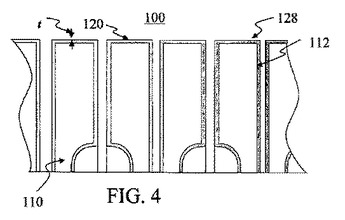 (もっと読む)
(もっと読む)
粘土系材料の圧縮成形装置、粘土系材料の圧縮成形方法
【課題】工程を簡略化し、作業時間の短縮を図ることができるとともに、粘土系材料を成形してなるブロックに欠けや割れが生じることのない粘土系材料の圧縮成形装置および粘土系材料の圧縮成形方法を提供する。
【解決手段】本発明の粘土系材料の圧縮成形装置10は、粘土系材料を投入するために用いられ、粘土系材料の圧縮方向に対して垂直方向に複数の枠部材15に分割可能な型枠11と、型枠11の外周に設けられた反力枠12と、反力枠12と型枠11との間に介在し、枠部材15のそれぞれの外側面15aに当着させた、枠部材15と同数の油圧ジャッキ13とを備え、油圧ジャッキ13は、前記の圧縮方向に対して垂直方向かつ型枠11の中心軸側に枠部材15を加圧し、また、前記の圧縮方向に対して垂直方向かつ型枠11の中心軸とは反対の方向にブロック20から枠部材15を脱型することを特徴する。
(もっと読む)
金型の製造方法及び金型
【課題】耐摩耗性に優れた金型及びその製造方法を提供すること。
【解決手段】炭化タングステン粒子21を結合相22によって結合した基体10と、主に銅23からなる充填材料が炭化タングステン粒子21の間に充填され、炭化タングステン粒子21同士を結合してなる改質表層113とを有する金型。改質表層113は、基体10の表面の少なくとも一部に形成される。改質表層113の深さは、炭化タングステン粒子の平均粒径以上であることが好ましい。改質表層113の深さは、1〜10μmであることが好ましい。改質表層113における基体側と反対側の表層に配された炭化タングステン粒子21は、基体側と反対側の表面を、主に銅からなる表面層によって覆われてなることが好ましい。
(もっと読む)
ハニカム構造体の製造方法
【課題】生産効率を向上させ、原料収率を向上させることが可能なハニカム構造体の製造方法を提供する。
【解決手段】成形原料を押出成形して、複数のハニカムセグメント1と、複数のハニカムセグメントの最外周全体を取り囲む外周部2とを備え、隣接するハニカムセグメント間に一方の端面11から他方の端面12まで延びるスリット状の空隙部3が形成されるとともに、隣接するハニカムセグメントが、一方の端面11から他方の端面12まで延びる厚さ0.1〜1.5mmの帯状の繋ぎリブ4により繋がれ、ハニカムセグメント1が、複数のセルを区画形成する隔壁を有するものである、セグメント連結型のハニカム成形体100を形成し、ハニカム成形体100を焼成してハニカム焼成体110を形成し、ハニカム焼成体110の繋ぎリブ4を破壊し、空隙部3に接合材を充填することにより緩衝部7を形成してハニカム構造体130を作製するハニカム構造体の製造方法。
(もっと読む)
セラミック造粒体用圧縮成形装置
【課題】設置する場所の湿度や温度を管理できない場合においても、成形ショット毎の製品バラツキを抑制できるセラミック造粒体用圧縮成形装置を提供する。
【解決手段】金型ダイス2から挿入された第一パンチ3及び第二パンチ4により、金型ダイス2内に充填されたセラミック造粒体100を圧縮するための圧縮成形機本体10と、圧縮成形機本体10の金型ダイス2内にセラミック造粒体100を充填するための充填器20と、供給ホッパ30とを備え、充填器20には、セラミック造粒体100の含水率WXを測定する水分率センサ21及び温度TXを測定する温度センサ22が備えられており、圧縮成形機本体10には圧縮成形時に生じる圧力Pxを測定する圧力センサ5が備えられており、含水率WX及び/又は温度TXに基づき、圧縮ピーク圧及び/又は、圧縮間隔を補正するような制御手段40を備えるセラミック造粒体用圧縮成形装置。
(もっと読む)
幾何学的酸化物成形体の製造方法
本発明は、鋳型のキャビティに導入される粉末状骨材を機械的に圧密化して幾何学的成形前駆体を得るステップと、幾何学的成形前駆体を熱処理するステップとを含む幾何学的酸化物成形体の製造方法であって、気体成分を製造する間に前記前駆体の成分が分解又は反応し、金属酸化物又は金属酸化物前駆体、例えば硝酸塩又はアンモニウム塩を含む粉末状骨材及び鋳型材料が、80質量%以上のWCと5質量%のニッケルとの硬質金属である鋳型ボアと接触する、方法に関する。 (もっと読む)
101 - 120 / 328
[ Back to top ]