
Fターム[4K018AA30]の内容
粉末冶金 (46,959) | 製造目的金属、金属基合金 (5,030) | Fe、Fe基合金 (2,155) | Fe−C系 (603) | Fe−Ni系 (97)
Fターム[4K018AA30]に分類される特許
1 - 20 / 97
電磁波吸収性熱伝導シート及び電磁波吸収性熱伝導シートの製造方法
射出成形用組成物、焼結体および焼結体の製造方法
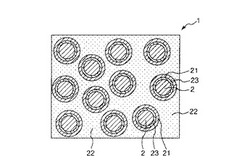
【課題】脱脂時における保形性の高い成形体を製造可能であり、変形や欠損等が少ない高品質な焼結体を製造可能な射出成形用組成物、かかる射出成形用組成物を用いて製造された寸法精度の高い焼結体、およびかかる焼結体を効率よく製造可能な焼結体の製造方法を提供すること。
【解決手段】本発明の射出成形用組成物は、金属材料およびセラミックス材料の少なくとも一方で構成された無機粉末と、成分Aとしてポリアセタール系樹脂、成分Bとして不飽和グリシジル基含有重合体、および成分Cとして潤滑剤、を含むバインダーと、を含有することを特徴とする。また、これらを成形してなる混練物1では、無機粉末の粒子2を覆うように設けられ、主として成分Bで構成された内層21と、内層21の外側に位置し、主として成分Aで構成された外層22と、を有する。
(もっと読む)
圧粉磁心

【課題】高透磁率で低損失な圧粉磁心、及びその製造方法を提供する。
【解決手段】軟磁性粒子の表面に絶縁被膜を有する複数の被覆粒子から構成される圧粉磁心であり、軟磁性粒子がFe-Si-Al合金粒子とFe-Ni合金粒子とで構成されている。Fe-Si-Al合金粒子の平均粒径が25μm〜100μm、Fe-Ni合金粒子の平均粒径が25μm未満である。複数のFe-Si-Al合金粒子がつくる隙間に、相対的に圧縮性に優れる上に保磁力が小さい微粒のFe-Ni合金粒子を充填させることで、成形性に優れる上に、透磁率の向上及び低損失を図ることができる。原料粉末を圧縮成形した後、加熱温度:550℃〜900℃の熱処理を施すことで、成形時の歪を除去してヒステリシス損を低減でき、かつ絶縁被膜の熱的損傷を防止して渦電流損を低減できることからも、低損失な圧粉磁心が得られる。
(もっと読む)
軟磁性粉末、圧粉磁芯、及び磁気デバイス
【課題】コアロス及びその周波数依存性が小さく、1MHz以上の高周波で駆動してもコアロスが小さい圧粉磁芯を作製し得る、軟磁性粉末、及びコアロス及びその周波数依存性が小さな圧粉磁芯、並びに、磁気デバイスを提供することにある。
【解決手段】FeまたはFe−Ni系合金の軟磁性粉末であって、前記軟磁性粉末の一次粒子径が0.01〜5μmであり、アスペクト比と面積比の積の平均値が1.0〜4.0であることを特徴とする軟磁性粉末。
(もっと読む)
圧粉成形体の成形方法
【課題】圧粉成形体を均一な品質で生産性良く成形可能な圧粉成形体の成形方法を提供する。
【解決手段】原料粉末3を用意する(準備工程)。第一パンチ(下パンチ12)の外周面12sとダイ10の内周面10sとの間に金型用潤滑剤を存在させ、この状態でこれら下パンチ12とダイ10とを相対的に移動させて、ダイ10の内周面10sに金型用潤滑剤を塗布する(塗布工程)。キャビティに、原料粉末3を充填し、当該原料粉末3を加圧して圧粉成形体100を成形する(成形工程)。ここで、塗布工程では、下パンチ12に設けられた供給口12iから金型用潤滑剤を吐出し、かつ下パンチ12に設けられた排出口12oからその吐出された金型用潤滑剤を回収しつつ、ダイ10の内周面10sに金型用潤滑剤を塗布する。
(もっと読む)
焼結部品の製造方法
【課題】ニッケル高含有量の焼結部品と同程度の強度を有する焼結部品を安価に製造することができる焼結部品の製造方法を提供する。
【解決手段】成形用金型内に、少なくともニッケル粉体とモリブデン粉体と鉄粉体との単純混合により得られ、かつニッケル0.5〜3.5質量%、モリブデン0.3〜0.7質量%および残部鉄を含有する混合物を含有する原料粉体を充填した後、当該原料粉体を加圧して成形し、得られた成形体を1200〜1350℃の焼結温度で焼結する。
(もっと読む)
粉末金属摩擦撹拌溶着工具およびその製造方法
【課題】長寿命だが、非常に効果的な摩擦撹拌工具を実現する。
【解決手段】摩擦撹拌溶着工具は、粉末金属材料から製造される溶着チップを備える摩擦撹拌溶着工具であって、前記粉末金属材料は鉄系であり、前記溶着チップの少なくとも一部は、(1)樹脂、(2)前記鉄系の材料よりも融点が低い別の材料、ならびに(3)CaF2、MnS、MoS2、BN、CaCO3、SiO2、Al2O3、セラミック、炭化化合物、フェロニッケル、クロム、およびCrとNiとCoの合金からなる群より選択される少なくとも1つの添加剤、のうち少なくとも1つを含む。
(もっと読む)
圧粉磁心の製造方法、および該製造方法によって得られた圧粉磁心
【課題】機械的強度のみならず比抵抗(絶縁性)にも優れる圧粉磁心を提供すること。
【解決手段】本発明の圧粉磁心の製造方法は、鉄基軟磁性粉末表面に絶縁皮膜を有する圧粉成形体用鉄基軟磁性粉末と酸素源放出化合物とを混合した混合物を、圧縮成形して、圧粉成形体を得る成形工程と、前記圧粉成形体を加熱することにより前記酸素源放出化合物によって前記鉄基軟磁性粉末の少なくとも表面を酸化させる熱処理工程と、を含むことを特徴とする。
(もっと読む)
熱伝導性に優れたバルブシート
【課題】耐摩耗性と熱伝導性とに優れた内燃機関用バルブシートを提供する。
【解決手段】フェイス面側層が、基地相中に硬質粒子が分散した基地部を有し、該基地部が、質量%で、C:0.2〜2.0%を含み、Co、Mo、Si、Cr、Ni、Mn、W、V、Sのうちから選ばれた1種または2種以上を合計で40%以下を含有する組成と、基地相中に硬質粒子をフェイス面側層全量に対する質量%で、5〜40%分散させてなる組織とを有する鉄系焼結合金製とし、着座面側層が、質量%で、C:0.2〜2.0%を含み、残部Feおよび不可避的不純物からなる組成を有する鉄系焼結合金製とし、着座面側層を、バルブシート全量に対する体積%で、55〜90%とする。そして、上記した鉄基焼結体の空孔にカーボン粉を体積%で0.5〜15%含浸させる。これにより、優れた耐摩耗性と、高い熱伝導性とを兼備したバルブシートとすることができる。
(もっと読む)
三次元形状造形物の製造方法
【課題】造形物の反り変形に好適な対処した三次元形状造形物の製造方法を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して当該所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、その新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、固化層の表面領域のうち三次元形状造形物の外表面を構成する表面領域に対して、光ビームを再照射して加熱処理することを特徴とする製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】造形物の反り変形に好適な対処した新たな三次元形状造形物の製造方法を提供すること。
【解決手段】(i)造形プレート21上に設けた粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、造形プレートが支持テーブル20上に固定された状態となっており、造形プレートを支持テーブルに固定するに際しては、(a)支持テーブル上に固定された対を成す固定手段60によって挟み込まれるように造形プレートを支持テーブル上に配置し、(b)造形プレートを熱処理して反りを発生させ、(c)反りによって変形した造形プレートと固定手段との相互の当接によって造形プレートを支持テーブルに固定する。
(もっと読む)
磁性体及びその製造方法
【課題】磁気特性に優れる磁石に利用できる磁性体及びその製造方法を提供する。
【解決手段】磁性体4は、磁性相13と、磁性相13間に磁気相互作用が生じないように介在される無機相12とにより実質的に構成される。磁性相13は、α”Fe16N2相を80体積%以上含有する。無機相12は、例えば、AlNi成分により構成される。素材としてFeAlNi系合金からなる粉末を成形した粉末成形体2を準備し、粉末成形体2に熱処理を施して、Fe相11と、AlNi成分を主体とする無機相12とに分離する。相分離処理材3に加圧状態で窒素雰囲気中で熱処理を施して、Fe相11中のFeを窒化してα”Fe16N2相を生成することで磁性体4が得られる。磁性相の主成分が磁気特性に優れるα”Fe16N2相であるため、磁性体4は、磁気特性に優れる。磁性体4は、Coを実質的に含有しないことで、製造コストを低減できる。
(もっと読む)
圧粉成形体およびその製造方法
【課題】軟磁性金属材料を用いた圧粉成形体は、形状によって充分な強度を得られず、歪取りのための熱処理の際に寸法形状が変化したり、磁気特性が低下する場合があった。
【解決手段】本発明による圧粉成形体の製造方法は、3つまたは4つの官能基を持つエポキシ樹脂を結合剤として用い、軟磁性金属粒子を含む金属粒子を加圧して所定の形状に成形することにより成形体を得るステップと、得られた成形体を焼鈍して残留応力を除去するステップとを具えるが、脂環式化合物を含む硬化剤を結合剤に添加するステップや、結合剤を加熱してこれを硬化させるステップをさらに具えることもできる。これによって製造された圧粉成形体は、例えば磁気センサーの磁気シールドとして好適である。
(もっと読む)
圧粉磁心の製造方法、および該製造方法によって得られた圧粉磁心
【課題】磁束密度、鉄損、及び機械的強度に優れた圧粉磁心を提供すること。
【解決手段】本発明の圧粉磁心の製造方法は、鉄基軟磁性粉末表面にりん酸系化成皮膜を有する圧粉成形体用鉄基軟磁性粉末と潤滑剤とを混合した混合物を、圧縮成形して、圧粉成形体を得る成形工程と、前記圧粉成形体を、不活性雰囲気中、550℃以上650℃以下で加熱する熱処理工程1と、さらに、酸化性雰囲気中、420℃以上530℃以下で加熱する熱処理工程2と、を含むことを特徴とする。
(もっと読む)
圧粉磁心の製造方法
【課題】金属磁性粒子を含む軟磁性材料を圧縮成形して圧粉磁心を製造する方法であって、結晶粒の微細化を引き起こさない方法を提供すること。
【解決手段】圧粉磁心を製造するときに、圧縮成形工程を複数回にわたって実施し、かつそれぞれの圧縮成形工程の後に焼鈍工程を実施するように、また、圧縮成形工程で入るひずみを圧縮成形工程前後の密度変化率で表した場合、最終の圧縮成形工程での密度変化率は0.6〜25.5%の範囲であり、かつ最終の圧縮成形工程の1つ手前の圧縮成形工程での密度変化率は44.2〜58.5%の範囲であるように、構成する。
(もっと読む)
磁心用粉末及びその製造方法、並びにそれを用いた圧粉磁心及び電磁機器
【課題】圧粉磁心とした際の磁性特性を確保しながら、安価に製造可能な磁心用粉末、圧粉磁心及びこれらの製造方法を提供すること。
【解決手段】本発明の磁心用粉末は、凹部及び凸部を有する金属粉の表面に絶縁性粒子を備える磁心用粉末であって、凹部には粒子径が50nm以上200nm以下の絶縁性粒子が配置されており、凸部には粒子径が5nm以上50nm未満の絶縁性粒子が配置されている、磁心用粉末。
(もっと読む)
圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法
【課題】圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法を提供する。
【解決手段】タービンロータ(10)ディスク用の鍛造プリフォーム(200)を開示する。本プリフォーム(200)は、約5000ポンド以上の質量を有する超合金材料(8)の本体を含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。鍛造タービンロータ(10)ディスクも開示する。本ディスクは、約5000ポンド以上の質量を有する超合金材料のほぼ円筒形ディスクを含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。タービンロータの製造方法(100)も開示する。本方法(100)は、超合金粉末材料を準備するステップ(110)と、超合金粉末材料を圧縮成形して(120)タービンロータディスク用の鍛造プリフォームを形成するステップとを含む。
(もっと読む)
粉末冶金用バインダー組成物、粉末冶金用コンパウンドおよび焼結体
【課題】低温で焼成しても、焼結密度が高く、かつ延性および寸法精度に優れた金属焼結体を製造可能な粉末冶金用バインダー組成物および粉末冶金用コンパウンド、およびかかる粉末冶金用コンパウンドを用いて得られる高密度で延性に優れた焼結体を提供すること。
【解決手段】本発明の粉末冶金用コンパウンドは、粉末冶金用バインダー組成物と金属粉末とを含むものである。このうち、粉末冶金用バインダー組成物は、炭化水素系樹脂とワックスとを含むものであり、炭化水素系樹脂の含有量が、質量比で、前記ワックスの含有量の1倍以上2倍以下であること、および、酸素含有量が20質量%以下であること、という特徴を有するものである。また、バインダー組成物は、さらに環状エーテル基を含む単量体と、この単量体と共重合可能なモノマーとを、共重合してなるコポリマーを含んでいるのが好ましい。
(もっと読む)
圧粉磁心及びその製造方法
【課題】高磁場下における恒透磁率特性の確保と鉄損の低減を両立した圧粉磁心、及びその製造方法を提供する。
【解決手段】圧粉磁心10は、金属粉1間に、粒子状金属酸化物3を含む絶縁層2を備えた圧粉磁心であって、絶縁層2は、元素としてCa、P、O、Si及びCを含む。
(もっと読む)
磁性ナノコンポジット及びその製造方法
【課題】高周波領域においても使用可能な高磁束密度・高透磁率および高電気抵抗を有した磁性ナノコンポジット、及びその製造方法を提供する。
【解決手段】本製法は、Mg(MnxFe1−x)2O4(0≦x≦0.4)となる量の、MgO微粒子、Fe2O3微粒子及びMnO微粒子を秤量し、これら微粒子をFe‐Ni合金粉末と混合して合金粉末の表面をコーティングし、コンポジット粉末を製造する工程Aと、該コンポジット粉末から得られた仮成形体に超高静水圧プレスにて圧力を加え、高密度成形体を製造する加圧工程Bと、前記工程Bで得られた成形体をパルス通電加圧焼結して、金属酸化物混合物をフェライト相とし、相対密度92%以上の焼結体を製造するパルス通電加圧焼結工程Cと、前記工程Cで得られた焼結体を熱間静水圧プレスで処理し、焼結体の相対密度94%以上とする熱間静水圧プレス工程Dを含む。
(もっと読む)
1 - 20 / 97
[ Back to top ]