
Fターム[4K018KA18]の内容
粉末冶金 (46,959) | 製造された合金、製品の用途、性質 (5,491) | 工具 (459) | 金型 (76)
Fターム[4K018KA18]に分類される特許
1 - 20 / 76
積層構造型超硬合金とその製造方法および前記超硬合金により形成された工具
【課題】超硬合金スクラップを活用しても、強度と靭性の両特性がバランスよく両立できる超硬合金とその製造方法およびそれで形成された工具を提供する。
【解決手段】表面層および内層の少なくとも二層のWC基超硬合金層が積層された積層構造型超硬合金であって、内層のAl含有率が表面層のAl含有率よりも高く、前記表面層の厚さが50μm以上1500μm以下であることを特徴とする積層構造型超硬合金、それを用いた切削用工具、金型用工具などの工具、超硬合金スクラップから得られる超硬のリサイクル粉末を用いて超硬合金を製造する方法である。
(もっと読む)
Ni基耐食耐摩耗合金
【課題】耐食性および耐摩耗性に優れたNi基耐食耐摩耗合金を提供する。
【解決手段】第1原料粒子と、前記第1原料粒子と別個に作成された第2原料粒子とを含む原料を焼結することにより製造されたNi基耐食耐摩耗合金であって、前記Ni基耐食耐摩耗合金は、焼結後において、集合体内結合相中に金属硼化物が分散した金属組織を有する球状または塊状の硬質粒子集合体と、前記硬質粒子集合体の間にあって前記硬質粒子集合体同士を結合する集合体間結合相とを有してなる金属組織を有し、前記第1原料粒子は、重量%で、B:0.6〜3.2%、Si:0.5〜8%、Mo:5〜24%を含み残部Niおよび不可避的不純物である組成の溶湯から溶湯噴霧法によって粉末を作成し、この粉末から30〜300μmの粒径のものを選別したものからなり、結合相中に金属硼化物が分散した金属組織を有しており、前記第2原料粒子は、硬質金属炭化物粒子または耐食性向上に寄与する金属の粒子からなる。
(もっと読む)
ダイキャスト金型およびその周辺部材
【課題】 長寿命のダイキャスト金型およびその周辺部材を提供する。
【解決手段】 アルミニウム合金溶湯用の、ダイキャスト金型、またはその周辺部材の材料を、W−Ni(−Fe−Co)系合金にCrを添加した合金とすることにより耐酸化性を向上させた焼結合金として、長寿命かつ加熱・冷却による寸法変化の小さい製品にする。
(もっと読む)
耐食性、耐焼付き性に優れた高靭性窒化粉末高速度鋼
【課題】 耐食性、耐焼付き性に優れた高硬度、高靭性を有する、粉末から成形の高速度鋼で、この全体が窒化されている鋼材を提供する。
【解決手段】 質量%で、C:0.85〜1.20%、Si:≦0.5%、Mn:≦0.5%、Cr:3.8〜6.0%、Mo:5.6〜8.0%、W:5.1〜8.0%、V:3.0〜6.0%、N:0.4〜1.5%を含有し、これらはC+N:1.25〜2.50%、Mo+W/2:8.3〜11.0%、および耐食性指数の4.7(Mo+W/2)+1.4N−Cr−2.1Mn:≧32.5%を満足し、残部がFeおよび不可避不純物からなる鋼合金で、析出する窒化物がバナジウム系窒化物(VNまたは一部炭化物を含むVCN)からなり、その窒化物の平均粒径が1μm以下で、かつ、鋼材の断面積中に占める面積率が5%以上で、硬さが65HRC以上である高靱性で、耐食性、耐焼付き性に優れた窒化粉末高速度鋼。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法
【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
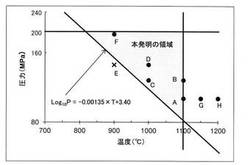
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
発熱体を埋設した硬質材料とその作製方法

【課題】発熱体を埋設した硬質材料とその作製方法を提供する。
【解決手段】導電性を有するセラミックス粒子を、鉄とアルミニウムからなる金属間化合物の結合相で結合させた硬質材料中に、炭素のバルク体を埋設した複合体の焼結体から構成されることからなる複合硬質材料、上記導電性を有するセラミックス粒子が、タングステンおよび/またはチタンを含むこと、埋設した炭素の体積割合が5%を超えること、硬質材料中における鉄とアルミニウムからなる結合相の割合が、40質量%以下であること、で特徴付けられる上記複合硬質材料、当該複合硬質材料からなる通電焼結用の金型材料、及びその金型。
【効果】高温で加圧力を上げた焼結が可能になり、これまで焼結が困難であった材料に対する型材料として適用でき、新規特性を有した材料の焼結が可能となる。
(もっと読む)
通電加熱に適した硬質金型およびその材料
【課題】通電加熱に適した硬質金型およびその材料を提供する。
【解決手段】導電性のセラミックス粒子と鉄およびアルミニウムの金属間化合物からなる複合材料に、球状の炭素を分散させた当該硬質複合材料の焼結体からなる複合硬質材料であって、上記鉄とアルミニウムで構成される金属間化合物の結合金属相に炭素粒子が分散した複合構造を有することからなる複合硬質材料、導電性のセラミックス粒子が、タングステンおよび/またはチタンを含有し、分散した炭素が、10質量%以下であり、通電焼結に適したものであり、分散させた炭素の粒子径が、20μm以下であり、鉄とアルミニウムで構成される結合金属相が、40質量%以下である複合硬質材料、および、上記複合硬質材料から構成される通電焼結用の金型。
【効果】新しい複合硬質材料および通電焼結用の金型を提供できる。
(もっと読む)
二硼化チタン系焼結体及びその製造方法
【課題】構造部材等の用途において必要な高密度、高硬度の二硼化チタン焼結体を製造するに際し、焼結温度をより低くして製造コストをより低くする。
【解決手段】Al3Tiまたは、MをNi,Cr,Fe,Mo,Cuの1種類または2種類以上の組み合わせとして、(Al,M)3Tiを主成分とした焼結助剤を用い、焼結助剤の重量割合を10%以上50%以下とし、TiB2を主成分とした金属硼化物基本成分との混合粉末とした焼結材料を1000℃で焼結しビッカース硬度500以上、曲げ強度200MPa以上の高緻密性、高硬度の二硼化チタン系焼結体を製造することができる。(Al,M)3Tiを主成分とした焼結助剤の重量割合を20%以上40%以下とすることにより、1000℃の温度の焼結温度でビッカース硬度800以上、曲げ強度300MPa以上の高緻密性、高硬度、高強度の二硼化チタン系焼結体とすることができる。
(もっと読む)
超硬合金およびその製造方法、並びにそれを用いた回転工具
【課題】 バラツキが少なく高い抗折強度を備えた超硬合金と、これを用いて小径孔あけ加工や高送り切削に対しても優れた耐折損性を有する回転工具を提供する。
【解決手段】 平均粒径が0.1〜0.4μmの炭化タングステン粒子2、2間を3〜13質量%のコバルトを主体とする結合相3にて結合した超硬合金1の透過型電子顕微鏡観察において、粒径0.05μm以下の炭化タングステン粒子4の数が炭化タングステン粒子2全体の数に対して10%以下、抗磁力34,000〜56,000A/m、コバルト1質量%当りの換算で飽和磁化率1.35〜1.65μTm3、かつ超硬合金を粉砕し、#20メッシュを通した粉砕粉末を50℃の希塩酸(HCl:H2O=1:1)中で24時間溶解してろ過したろ液中に、ろ液中の総金属量に対してタングステンを8〜24質量%、クロムを3〜6質量%、バナジウムを0.6〜1.5質量%の割合で含有する。
(もっと読む)
三次元形状造形物の製造方法、得られる三次元形状造形物および成形品の製造方法
【課題】金型として用いることができ、ヒケ発生を防止するのに好適な三次元形状造形物を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物100の製造方法であって、三次元形状造形物100の表面領域の一部を低密度固化領域として形成し、低密度固化領域を通過するガスによって加圧が行えるように低密度固化領域の固化密度を50%〜90%にすることを特徴とする製造方法。
(もっと読む)
三次元形状造形物の製造方法およびそれから得られる三次元形状造形物
【課題】金型として用いることができ、ウェルド発生を防止するのに好適な三次元形状造形物を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームLを照射して、その所定箇所の粉末を焼結又は溶融固化させて固化層24を形成する工程、および、(ii)得られた固化層24の上に新たな粉末層を形成し、その新たな粉末層の所定箇所に光ビームLを照射して更なる固化層24を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、工程(i)と工程(ii)との反復実施に際して、固化層にヒータ要素70を配置し、それによって、三次元形状造形物の内部にヒータ要素70を設けることを特徴とする三次元形状造形物の製造方法。
(もっと読む)
精密ホットプレス用金型とその製造方法
【課題】 本発明は、金属粉末を金型内に充填して300℃以上の高温に保持しつつ、ギアや部品などの形状に精密ホットプレス加工する際に用いる金型およびその製造方法を提供する。
【解決手段】 300℃以上の温度に保持して金属粉末の固化成形を行う際に用いる精密金型において、金型素材中に析出している炭化物の最大円換算粒径が該金型を放電加工する際に用いるワイヤ直径の1/5以下であることを特徴とする精密ホットプレス用金型、およびその製造方法。
(もっと読む)
超硬合金接合体及びその製造方法
【課題】接合強度が大きく、接合の位置精度が高い超硬合金接合体及びその製造方法を提供する。
【解決手段】炭化タングステン基超硬合金を含有し、第1の接合面5を有する第1の金属部材2と、第1の金属部材2の第1の接合面5に接合された、鉄を主成分とし炭素を含むとともに銅が拡散している接合層4と、第2の接合面6を有し、第2の接合面6が、接合層4の第1の金属部材2が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材3とを備える超硬合金接合体1。
(もっと読む)
金型材料
【課題】金型材料自体を潤滑特性の良い材料とすることを目的とする。
【解決手段】炭素粉末が1〜10vol%混入された工具鋼粉末が固化されてなる金型材料であって、ビッカース硬さが800〜1100であり、相手材を電気亜鉛めっき鋼とし、負荷応力0.4MPa、すべり速度30mm/min、すべり距離12mmとした摩擦試験の場合における摩擦係数が0.1〜0.15である。
(もっと読む)
三次元形状造形物の製造装置および製造方法
【課題】複数の三次元形状造形物を製造するのに好適な装置を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成し、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成することを繰り返して行う三次元形状造形物の製造装置であって、粉末層および固化層が形成される積層形成ユニットとレーザ照射装置とを有して成り、積層形成ユニットがレーザ照射装置に対して着脱可能となっていることを特徴とする三次元形状造形物の製造装置。
(もっと読む)
三次元形状造形物の製造方法およびその製造装置
【課題】材料粉末をより好適な態様で均すことができる三次元造形物の製造方法を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、材料粉末を均すことによって粉末層を形成し、均される材料粉末量を検知することを特徴とする三次元形状造形物の製造方法。
(もっと読む)
超硬合金
【課題】高硬度で強度及び靭性にも優れる超硬合金を提供する。
【解決手段】硬質相が主としてWCの粒子から構成され、結合相が主としてCoxWyCzから構成される超硬合金であり、Co:0.2〜0.9質量%、Cr:0.2〜1.5質量%含有し、残部がWとCとの二元化合物及び不純物からなる。WCの平均粒度が0.2μm以上0.7μm以下であり、WCの粒度の標準偏差σがσ≦0.25である。Coを上記範囲で含有することで靭性を高められる。Coを上記範囲で含有することで焼結性を高められ、焼結温度を低めにできる上に、Crを含有することで、WCの成長を効果的に抑制して、微細で均一的な粒度のWCが存在する超硬合金とすることができる。Crが金属成分として存在することで、Cr炭化物の存在による強度の低下を抑制することができる。
(もっと読む)
超硬合金
【課題】高硬度で強度及び靭性にも優れる超硬合金を提供する。
【解決手段】硬質相が主としてWCの粒子から構成され、結合相が主として金属Coから構成されるWC-Co系超硬合金であり、Co:0.2〜0.9質量%、Cr:0.2〜1.5質量%含有し、残部がWとCとの二元化合物及び不純物からなる。Coは、主として金属成分として存在する。WCの平均粒度が0.2μm以上0.7μm以下であり、WCの粒度の標準偏差σがσ≦0.2である。Coを上記範囲で含有することで靭性を高められる。Coを上記範囲で含有することで焼結性を高められ、焼結温度を低めにできる上に、Crを含有することで、WCの成長を効果的に抑制して、微細で均一的な粒度のWCが存在する超硬合金とすることができる。Crが金属成分として存在することで、Cr炭化物の存在による強度の低下を抑制することができる。
(もっと読む)
鉄系合金の表面改質材料、鉄系合金の表面改質方法および鋳造用金型
【課題】 比較的低い温度で鉄系合金の表面の改質ができる表面改質材と表面改質方法を提供する。
【解決手段】 以下の成分割合の表面改質材料をエポキシ樹脂及びシンナーに溶かしてペースト状にし、これを軟窒化処理を施した金型表面に塗布し、熱処理する。
Fe(鉄):6質量%以上10質量%以下
ニッケル(Ni):24質量%以上40質量%以下
コバルト(Co):5質量%以上10質量%以下
クロム(Cr):5質量%以上10質量%以下
アルミニウム(Al):1.3質量%以上10質量%以下
シリコン(Si):3質量%以上10質量%以下
マンガン(Mn):15質量%以上25質量%以下
タングステン(W):15質量%以下
ホウ素(B):0.1質量%以上2質量%以下
炭素(C):2質量%以下
モリブデン(Mo):3.2質量%以下
チタン(Ti):1質量%以下
(もっと読む)
三次元造形物及びその製造方法
【課題】金型といった三次元造形物及びその三次元造形物の製造方法において、造形物の構造が簡易で、ヒータ発熱等の方法によらず溶融樹脂等の冷却プロセスにおける温度調節を可能とする。
【解決手段】三次元造形物の製造方法は、粉末材料2を供給して粉末層21を形成する粉末層形成工程と、粉末層21を焼結又は溶融させて硬化層22を形成する硬化層形成工程とを繰り返して硬化層22を積層一体化した三次元造形物5を造形するものであり、この造形物内部の熱伝導率に分布を持たせる。これにより、造形物(例えば金型)内部の熱伝導率を制御することにより、樹脂の冷却温度を最適化することができ、成形品の反り等の発生を抑制できる造形物(金型)が得られる。また、この方法により製造された金型は、その内部にダクトや流動路等を設けることなく、簡易な構造により金型内部の温度調節を可能とする。
(もっと読む)
1 - 20 / 76
[ Back to top ]