
Fターム[4K024BA03]の内容
電気メッキ方法、物品 (25,708) | 被メッキ材料 (2,588) | 金属、合金 (1,899) | 鉄、鋼 (640) | 鋼板 (213)
Fターム[4K024BA03]に分類される特許
41 - 60 / 213
錫めっき鋼板の製造方法
【課題】PとSiを含有する化成処理液を用いてSnめっき層の形成された鋼板に連続的に化成皮膜を形成しても、クロメート処理皮膜に匹敵する優れた塗装後の耐食性が安定して得られる錫めっき鋼板の製造方法を提供する。
【解決手段】鋼板表面に、Snめっき層を形成した後、第一りん酸アルミニウムを0.5〜5g/L(L:リットル)、アミン系シランカップリング剤を0.5〜10g/L、および第一りん酸アルミニウムとアミン系シランカップリング剤とに親和性を有する添加剤を0.1〜10g/L含み、pHが2.0〜5.0である化成処理液を塗布し、乾燥することを特徴とする錫めっき鋼板の製造方法。
(もっと読む)
通電ロールの交換要否の判定方法
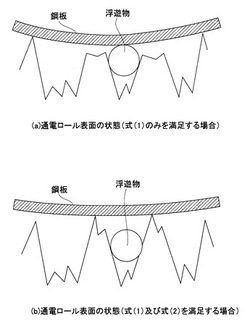
【課題】めっき液中の浮遊物が鋼板と通電ロールの間に挟み込まれ、浮遊物を起点として電流の放電が起こり、アークスポットが発生するのを防止できる電気めっきラインにおける通電ロールの交換要否の判定方法を提供する。
【解決手段】電気めっきラインにおいて、めっき液中に存在する浮遊物の粒径を測定して、浮遊物の平均粒径D(μm)及び浮遊物の粒径分布における標準偏差σ(μm)を求めておき、通電ロールの表面粗度を調査して最大高さRy(μm)及び十点平均粗さRz(μm)を求め、求めた最大高さRy(μm)及び十点平均粗さRz(μm)が、下記式(1)及び式(2)を満足するときは通電ロールの交換が不要であると判定し、下記式(1)及び式(2)の少なくとも一方を満足しないときは通電ロールの交換が必要であると判定する。Ry≧3×(D+3σ)…(1)、Rz/Ry>0.6…(2)
(もっと読む)
電気亜鉛めっき鋼板の製造方法
【課題】高電気伝導度と低動粘度を両立しためっき浴を用いることで製造コストが低減された電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】ZnをZnSO4・7H2O換算で100〜280g/L、硫酸をH2SO4換算で60〜140g/L含有し、電気伝導度20S/m以上、動粘度1.0mm2/s以下であり、浴温が50℃以上であるめっき浴を用いる。そして、鋼板を陰極として電気亜鉛めっき処理し、鋼板表面に片面当たり5〜30g/m2の電気亜鉛めっき層を形成する。
(もっと読む)
電気めっきにおける外観不良判別方法

【課題】経験則、試行錯誤による判断に伴う不具合箇所(不良発生めっきセル)の特定に替えて、電気めっきの際の実際の電流波形から、外観不良を判別することにより、かかる外観不良が発生しているめっきセルを迅速に特定することができる外観不良判別方法を提供する。
【解決手段】各めっきセル毎の通電電流の変化を、めっき整流器により測定し、該通電電流の波形変化により、めっき外観不良の発生箇所を特定する。
(もっと読む)
熱間プレス部材
【課題】スケールの生成がなく製造でき、優れた塗装密着性と塗装後耐食性を有するとともに、腐食に伴う鋼中への水素侵入を抑制可能な熱間プレス部材を提供する。
【解決手段】質量%で、C:0.15〜0.5%、Si:0.05〜2.0%、Mn:0.5〜3%、P:0.1%以下、S:0.05%以下、Al:0.1%以下、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する部材を構成する鋼板の表層に、Ni拡散領域が存在し、前記Ni拡散領域上に、順に、Zn-Ni合金の平衡状態図に存在するγ相に相当する金属間化合物層、およびZnO層を有し、かつ25℃±5℃の空気飽和した0.5MNaCl水溶液中で示す自然浸漬電位が標準水素電極基準で-600〜-360mVであることを特徴とする熱間プレス部材。
(もっと読む)
溶融Sn−Zn系めっき鋼板の製造方法および良好な耐食性を有する溶融Sn−Zn系めっき鋼板
【課題】耐食性、加工性、溶接性が優れた特性でバランス良く両立し、かつPbを使用しない溶融Sn-Zn系めっき鋼板を提供する。
【解決手段】この溶融Sn-Zn系めっき鋼板は、鋼板と、前記鋼板の表面に形成され、1〜8.8質量%のZnと残部がSn:91.2〜99.0質量%および不可避的不純物からなる溶融めっき層を有し、前記溶融めっき層のSn-Zn共晶の融解熱とSn初晶の融解熱のそれぞれの吸熱量比が以下の関係式を満たし、
(Sn初晶の融解に伴う吸熱量)/{(Sn初晶の融解に伴う吸熱量)+(Sn-Zn共晶の融解に伴う吸熱量)}≧0.3
Sn初晶の融解に伴う吸熱ピーク温度が200℃以上230℃以下であって、Sn-Zn共晶の融解に伴う吸熱ピーク温度が198℃以上200℃未満である。
(もっと読む)
表面処理鋼板及びその製造方法
【課題】美麗で耐食性の優れた表面処理鋼板及びその製造方法を提供することを目的とする。
【解決手段】鋼板側から順に、Zn−Ni合金層、Sn−Zn−Ni合金層、Sn層、Sn−Zn合金層からなる表面処理層、又は、鋼板側から順に、Zn−Ni合金層、Sn−Zn−Ni合金層、SnとSn−Zn合金の混合層のからなる表面処理層を有する鋼板であって、該表面処理層中の全Zn量が7〜20g/m2であり、かつ、全Zn量と全Ni量の質量比Zn/Niが4〜10であることを特徴とする表面処理鋼板。
(もっと読む)
熱間プレス部材およびその製造方法
【課題】スケールの生成がなく製造でき、優れた塗装密着性と塗装後耐食性を有するとともに、腐食に伴う鋼中への水素侵入を抑制可能な熱間プレス部材およびその製造方法を提供する。
【解決手段】部材を構成する鋼板表層にNi拡散領域が存在し、前記Ni拡散領域上に、順に、Zn-Ni合金の平衡状態図に存在するγ相に相当する金属間化合物層、およびZnO層を有し、かつ25℃±5℃の空気飽和した0.5MNaCl水溶液中で示す自然浸漬電位が標準水素電極基準で-600〜-360mVであることを特徴とする熱間プレス部材。
(もっと読む)
錫めっき鋼板の製造方法
【課題】有機皮膜の密着性、耐食性に優れた錫めっき鋼板の製造方法を提供する。
【解決手段】鋼帯に電気錫めっき法により錫めっきを施した後、鋼帯の錫めっき層の表面を溶存酸素濃度6ppm以下、pH1.5〜3.5のリン酸塩水溶液中で、3〜30A/dm2、0.15〜1秒の陰極電解処理を施し、前記処理液から出すことなくさらに0.2〜1.2秒間、浸漬することを特徴とする錫めっき鋼板の製造方法。
(もっと読む)
燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板、そのめっき鋼板を用いたパイプ及び給油パイプ
【課題】ガソリン、軽油、バイオエタノール、バイオディーゼル燃料などの燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板、パイプ及び給油パイプを提供する。
【解決手段】鋼板の表面にZn、Co及びMoを含有するめっき層を有しており、前記めっき層中におけるZnに対するCoの組成割合が、0.2〜4.0at%(原子濃度)とすることを特徴とする、燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板。
鋼板からなるパイプの内面に、Zn、Co及びMoを含有するめっき層を有していることを特徴とする、燃料蒸気に対する耐食性を有するパイプ。
燃料を燃料タンク23に給油するための給油パイプ20であって、燃料が通過する太径パイプ部21と、太径パイプ部の上部と下部とを通気する細径パイプ部22とを有し、少なくとも太径パイプ部の内面に、Znに対するCoの組成割合が、0.2〜4.0at%であるZn、Co及びMoを含有するめっき層を有している給油パイプ。
(もっと読む)
水平型流体支持めっき装置
【課題】電解槽のめっき液の流れを均一にし、スラッジ発生の多い電解液を使用する場合でも、電解槽内のスラッジ堆積を防止し、流速の影響を受けて、めっき品質の低下を生じさせない水平型流体支持めっき装置を提供する。
【解決手段】第1、第2の不溶性陽極12、13の間と第3、第4の不溶性陽極14、15の間に配置され、めっき液を供給するスリット37〜40をそれぞれ有する上静圧パッド16及び下静圧パッド17と、第1〜第4の不溶性陽極12〜15の入側及び出側に第1〜第4の不溶性陽極12〜15とは隙間を有して配置されてストリップ11を上下から挟持する第1、第2の上下対となる通電ロール21、23及びバックアップロール22、24とを有する水平型流体支持めっき装置10において、上静圧パッド16と下静圧パッド17に、ストリップ11と直交しその全幅に渡って直線状のスリット37〜40を少なくとも2本隙間を有して平行に配置した。
(もっと読む)
コンダクターロール
【課題】 ロール部とシャフト部とを着脱自在に構成し、コンダクターロールの交換時に腐食したロール部のみを交換し、交換作業の簡略化と交換部品を少なくし、経費の節減と共に製品コストを低くすることができるコンダクターロールを提供する。
【解決手段】 金属板・フィルムへのめっき、または金属箔・フィルムへの電解表面処理を行う電解表面処理装置1に使用されるコンダクターロール2において、金属板または箔、またはフィルムに当接するロール部10とシャフト部20とを着脱自在とした。
(もっと読む)
耐孔あき性に優れた電池缶用ニッケルめっき鋼板及びその製造方法
【課題】本発明は、耐孔あき性に優れた電池缶用ニッケルめっき鋼板及びその製造方法の提供を目的とする。
【解決手段】本発明の耐孔あき性に優れた電池缶用ニッケルめっき鋼板は、鋼板の少なくとも一方の面に、Ni付着量(以下A)が5g/m2以上のNiめっき層が形成され、前記めっき層の少なくとも一部は地鉄とFe−Ni拡散層を形成しており、前記めっき層の上層にZn−Ni合金めっき層を有し、その付着量(以下B)が1g/m2以上20g/m2以下であり、A/B比がすくなくとも2であることを特徴とする。
(もっと読む)
電気亜鉛めっき鋼板の製造方法
【課題】高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できる電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))の関係を満足する電解処理を、複数回実施する。
(もっと読む)
電気亜鉛めっき鋼板の製造方法
【課題】白色度の高い電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】硫酸マグネシウムを0.05 〜 0.3 mol/l含有し、亜鉛濃度が1.0mol/l以上である、硫酸酸性のめっき浴を用いて、150A/dm2以下の電流密度で電気亜鉛めっき処理する。めっき浴中に硫酸マグネシウムを含有することで、亜鉛めっきの特性を変化させることなく、白色度を上昇させることが可能となる。
(もっと読む)
電気めっき鋼板設備のクエンチタンクの温度制御方法
【課題】急冷処理過程に発生するクエンチステインを防止し、クエンチステインの発生をより減少させる電気めっき鋼板設備のクエンチタンクの温度制御方法を提供することを目的とする。
【解決手段】連続的に搬送される錫めっき鋼板11を電力によって錫の融点以上に所定時間加熱する工程と、加熱された錫めっき鋼板11を、調整バルブ33を介して流量制御される冷却水と熱交換器32で熱交換されて温度制御されているクエンチタンク12を通過させて急冷する工程とを有する電気めっき鋼板設備のクエンチタンクの温度制御方法において、錫めっき鋼板11によって搬入される熱量に対する、クエンチタンク12の温度が定常的に適正温度になる調整バルブ33の予測弁開度を予め求めておき、錫めっき鋼板11の通板条件が変わった場合には、直ちに錫めっき鋼板11が搬入される熱量に応じて、調整バルブ33の弁開度を、予測弁開度とする。
(もっと読む)
高張力冷延鋼板およびその製造方法
【課題】成形性に優れた高張力冷延鋼板およびその製造方法。
【解決手段】質量%で、C:0.0010〜0.0080%を含み、Si、Mn、P、Sを調整して含み、Al:0.05%以下、N:0.0060〜0.0200%、あるいはさらにNb:0.001〜0.050%及び/又はB:0.0020%以下を含有し、N/(Al+0.3Nb+2.5B)が0.2以上の鋼素材で、固溶Nが0.0040%以上で、フェライト相を主相とし、圧延方向の引張強さ600MPa以上、全伸びが6%以上、局部伸びが6%以上の、強度−延性バランスに優れた冷延鋼板とする。1000℃以上の加熱温度で粗圧延したシートバーに、800℃以上の出側温度で仕上圧延を施し、[700−10×{(Al+0.3Nb)/N}]℃以下の温度で巻取る熱延工程と、50〜95%の圧下率による冷延工程と、300〜650℃の範囲の温度に加熱したのち冷却する熱処理工程とを施す。
(もっと読む)
電気鍍金処理方法
【課題】工数を抑え且つ色調の良い再鍍金処理を可能とする。
【解決手段】酸洗処理部4、基準電流密度A0で通電を行う複数段の電気鍍金処理槽6を備えた電気鍍金部5、及びロールコーター7を備えるコーティング処理部の順に配置された連続処理ラインに通板することで、鋼板12に対し電気鍍金及びコーティングを連続して施す電気鍍金処理設備を使用する。そして、上記連続処理ラインで再鍍金処理を行う際に、一部の電気鍍金処理槽6a、6bだけを使用し、その電気鍍金処理槽6a、6bでの電流密度を、上記基準電流密度A0の上限値よりも高い高電流密度AMに設定する。
(もっと読む)
時効後の成形性及び形状凍結性に優れた冷延鋼板およびその製造方法
【課題】時効後の成形性及び形状凍結性に優れた冷延鋼板及びその製造方法を提供する。
【解決手段】C: 0.01〜0.05%、Si:0.05%以下、Mn: 0.1〜0.5%、P:0.05%以下、S:0.02%以下、Al:0.02〜0.10%、N:0.005%以下で、残部が鉄および不可避不純物であり、フェライト相主体の組織を有し、該フェライト相の平均粒径が10〜20μmで、個々のフェライト粒径を平均値で割った値の自然対数の標準偏差σAは0.30以上である。上記鋼板を得るためには、冷間圧延後焼鈍を行うに際し、600℃から均熱温度までの温度域を1〜30℃/sの平均加熱速度で加熱し、均熱温度を800〜900℃、均熱時間を30〜200sとして均熱処理し、均熱温度から550℃までの温度域を3〜30℃/sの平均冷却速度で冷却し、500〜300℃で30s以上保持し、室温で伸び率:0.5〜2.0%の歪みを加える。
(もっと読む)
溶接缶用錫めっき鋼板の溶接特性判定方法
【課題】溶接缶用錫めっき鋼板の溶接性を精度良く判定する方法を提供する。
【解決手段】溶接缶用錫めっき鋼板1の両側端部の1mm幅部を除く内側領域の板幅方向3ケ所以上の測定位置で、素材鋼板2の表裏両面2a、2bに付着した金属錫の付着量3をそれぞれ測定し、1対をなす表裏両面の測定値をそれぞれ合算して各測定位置の両面付着量を算出し、各測定位置における両面付着量が素材鋼板1m2あたり1.0〜2.0gの範囲内を満足すれば良好な溶接性が確保できると判定し、各測定位置における両面付着量が素材鋼板1m2あたり1.0〜2.0gの範囲内を外れた場合に溶接不良が発生する可能性が高いと判定する。
(もっと読む)
41 - 60 / 213
[ Back to top ]