
Fターム[4K027AA22]の内容
溶融金属による被覆 (10,875) | メッキ基材(被メッキ材) (2,997) | メッキ基材の材料、組成上の特徴 (1,223) | 鉄鋼材料からなるもの (1,168)
Fターム[4K027AA22]の下位に属するFターム
組成明記のもの (462)
Fターム[4K027AA22]に分類される特許
201 - 220 / 706
ガスワイピング装置
【課題】ラインの停止や鋼板の切断をすることなく、ワイピングノズルの交換を含めた保守を行えるようにして生産性の向上が図れるガスワイピング装置を提供する。
【解決手段】溶融めっき浴10から出て上方に向けて走行するストリップSの表,裏面にワイピングノズル12からガスを吹き付けてめっき付着量を調整するガスワイピング装置11において、ワイピングノズル12はストリップSの板幅方向にノズル幅以上に直線的に移動可能に支持されてなる。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦1000)の温度域を昇温速度:7℃/s以上とし、かつ、均熱過程では焼鈍炉内温度:800℃以上1000℃以下の温度域を雰囲気の露点:−45℃以下とし、さらに、冷却過程では650℃以上の温度域を雰囲気の露点:−45℃以下とする。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、焼鈍炉内温度:750℃以上の温度域を雰囲気中の露点:−40℃以下とする。
(もっと読む)
めっき施工方法

【課題】溶接により組立てられた鋼製の構造物に溶融亜鉛めっきを施すに際し、めっき施工時のめっき割れを防止し、構造物を高品質に製作し得るめっき施工方法を提供する。
【解決手段】このめっき施工方法は、鋼製の構造物30に溶融亜鉛めっきを施すに先立って酸洗するに際し、めっき割れの発生しやすい箇所近傍(符号Aの部分)に、酸への接触を防止するための塗料Aを塗布して酸洗を行った後、その塗料を剥離してからめっきを行う。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦900)の温度域を昇温速度:7℃/s以上、かつ、水素濃度:20vol%以上とする。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦900)の温度域を昇温速度:7℃/s以上、かつ、雰囲気の露点:−40℃以下とする。
(もっと読む)
溶融Zn系めっき鋼板
【課題】めっき層が優れた加工性(耐クラック性)を有するとともに、めっき下地の腐食が生じにくい溶融Zn系めっき鋼板を提供する。
【解決手段】鋼板の少なくとも一方の表面に、Al:1.0〜10質量%、Mg:0.2〜1.0質量%、Ni:0.005〜0.2質量%を含有し、残部がZnおよび不可避的不純物からなるめっき層を有する溶融Zn系めっき鋼板であって、前記めっき層と下地鋼板の界面にNi濃化層を有する。めっき層が優れた加工性を有し、加工部でのクラック発生が抑えられるとともに、めっき下地の腐食が抑制される優れた加工部耐食性を有する。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦1000)の温度域を昇温速度:7℃/s以上とし、かつ、均熱過程では焼鈍炉内温度:800℃以上1000℃以下の温度域を水素濃度:25vol%以上とし、さらに、冷却過程では650℃以上の温度域を水素濃度:25vol%以上とする。
(もっと読む)
合金化溶融亜鉛めっき鋼板
【課題】 本発明は合金化溶融亜鉛めっき鋼板に係り、さらに詳しくは耐溶接スパッタ付着性に格段に優れた合金化溶融亜鉛めっき鋼板を提供することを目的とするものである。
【解決手段】 鋼板の片面または両面にAl:0.05〜0.5質量%、Fe:5〜17質量%、残部がZnおよび不可避的不純物からなる合金化溶融亜鉛めっき層を有する合金化溶融亜鉛めっき鋼板の表面に、溶融鉄との接触角が90度以上、その表面積がめっき層の表面積の1.4〜100倍である皮膜を形成させる。
(もっと読む)
メッキ厚み制御装置
【課題】鋼板ストリップの幅方向に反りが発生していても、溶融金属のメッキ厚みを幅方向に均一化できるメッキ厚み制御装置を提供する。
【解決手段】鋼板ストリップ11に溶融金属12をメッキするメッキ鋼板製造設備13に設けられ、ワイピングノズル14、15を備えたメッキ厚み制御装置10において、ワイピングノズル14、15は鋼板ストリップ11の幅より大きな幅を有する一体物であって、ワイピングノズル14、15のチャンバー16内にはチャンバー16の基端から先端手前までをワイピングノズル14、15の幅方向に分割する仕切り板17が配置されて複数の小チャンバー18が形成され、小チャンバー18には圧力調整弁19を備えたガス配管20が接続され、仕切り板17の先端面から鋼板ストリップ11との間の距離Xが10mm以上200mm以下で、仕切り板17の厚さが0.05mm以上1mm以下である。
(もっと読む)
熱間プレス用めっき鋼板および熱間プレス成形品
【課題】熱間プレス用めっき鋼板を提供する。
【解決手段】鋼板表面にめっき層を有するめっき鋼板であって、前記めっき層を、Al:1〜50質量%を含む亜鉛−アルミニウム合金からなる亜鉛−アルミニウム合金めっき層とし、該めっき層の付着量が片面当たり30〜90g/m2とする。これにより、熱間プレス成形時のめっき割れや、めっきムラの発生を防止でき、しかも外観性状、化成処理性、耐食性に優れた高強度熱間プレス成形品を容易に、精度よく、しかも生産性高く製造できる。
(もっと読む)
有機複合Mg系めっき鋼板
【課題】本発明は、自動車用めっき鋼板に従来から存在する疵部の塗膜下腐食問題を解決する有機複合Mg系めっき鋼板を提供することを目的とする。
【解決手段】鋼板の表面の少なくとも片面に、Mgを30原子%以上、85原子%以下、Caを0.03原子%以上、10原子%以下含有し、残部がZn及び/又はAlと不可避不純物により構成されるMg系めっき皮膜が形成され、前記Mg系めっき皮膜の表面に0.3g/m2以上、10g/m2以下のりん酸Zn皮膜が形成され、さらに、前記りん酸Zn皮膜の少なくとも片面に有機皮膜が順次形成されている有機複合Mg系めっき鋼板であって、前記りん酸Zn皮膜は、Mgを20mg/m2以上、250mg/m2以下含有し、前記りん酸Zn皮膜中のMg/P(質量比)が0.15以上、0.35以下であることを特徴とする有機複合Mg系めっき鋼板。
(もっと読む)
溶融亜鉛めっき製品の接合面の修正方法
【課題】溶融亜鉛めっきしたマンホール製品の接合面の余分なめっきを取除き、接合面がピッタリ合う修正方法及びその方法を適用したマンホールを提供する。
【解決手段】溶融亜鉛めっきをしたマンホール製品のフタ及び本体の接合面のめっき層の表面のみをガスバーナーあるいは電熱器等の加熱装置を用いて熔かし、該めっき層表面が溶融状態にある間にワイヤーブラシ等のマンホール製品形状に沿って変形可能な研磨具を用いて余分なめっき層を取除き、めっき層厚みを調整する。
(もっと読む)
亜鉛系めっき鋼板
【課題】優れたプレス成形性を有する亜鉛系めっき鋼板を得る。
【解決手段】鋼板の表層には、平均膜厚が10nm〜2000nmである結晶性層状物を含有する皮膜を有する。結晶性層状物としては、例えば、[M2+1-XM3+X(OH)2][An-]x/n・zH2Oで示される層状複水酸化物であり、前記M2+はMg2+、Ca2+、Fe2+、Ni2+、亜鉛2+の1種または2種以上であり、前記M3+はAl3+、Fe3+、Cr3+の1種または2種以上であり、前記An-はOH-、 CO32-、Cl-、 (SO4)2-の1種または2種以上であることが好ましい。
(もっと読む)
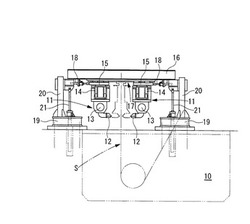
溶融金属めっき設備
【課題】下流側ガスワイピング装置との対向位置で、溶融金属がスプラッシュとなって鋼帯から飛散しても、そのスプラッシュが原因となって上流側ワイピング装置に不具合が生じることを防止する。
【解決手段】スプラッシュ付着防止板54は、ガスワイピング装置24における一対のガスワイピングノズル30からそれぞれ噴射されたガス流Gにより鋼帯20のエッジ部21E付近からスプラッシュSとして飛散した溶融亜鉛Mを堰き止め、スプラッシュSを保持する。これにより、スプラッシュSが電磁ワイピング装置22に付着すること、及びガスワイピング装置24の下方で鋼帯20に再付着することを効果的に阻止できるので、スプラッシュSが原因となって電磁ワイピング装置22に短絡等の不具合が生じることを効果的に防止できる。
(もっと読む)
溶融めっき金属帯の製造装置
【課題】溶融めっき金属浴から引上げられる金属帯に持上げられる溶融めっき金属の持上げ量を抑制する溶融金属絞り部材を備えた溶融めっき金属帯の製造装置を提供する。
【解決手段】溶融めっき金属浴11を保持するめっき槽12と、めっき槽12内に設けられ、溶融めっき金属浴11に進入した金属帯13の移動方向を上方向に変えるシンクロール14と、めっき槽12の上方に設けられ、溶融めっき金属浴11から引出された金属帯13の両面にガスを吹付けて一定厚みの溶融めっき金属層を形成するガスワイピングノズル15とを有する溶融めっき金属帯の製造装置10において、溶融めっき金属浴11の浴面直下に全体又は一部が配置され、シンクロール14を通過した金属帯13の両面を金属帯13の幅方向全体に亘って、溶融めっき金属浴11の上部の集積物及び溶融めっき金属から形成された析出層17を介して押圧する対となる絞り部材18、19が設けられている。
(もっと読む)
合金化溶融亜鉛めっき鋼板と合金化溶融亜鉛めっき鋼板の製造方法
【課題】高いMn量を含む鋼板であっても、合金化むらや不めっきの原因となるMn、Cr、Siを含有する酸化物層の生成を抑制することで、溶融亜鉛めっき鋼板の合金化を促進することができ、不めっきや合金化むらが少なく、表面外観に優れた合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】Mnを2.0〜3.5質量%含有する合金化溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層3と鋼板1の界面に、Mn、Cr、Siを合計で5質量%以上含有する、厚み:0.01〜1μmの複合酸化物層2が形成されており、溶融亜鉛めっき層3と鋼板1の界面の任意の直線上における複合酸化物層2の長さは、界面全長の10%未満の長さである。
(もっと読む)
伸線加工性の良好なAlめっき鋼線およびその製造方法
【課題】ワイヤーハーネス用素線に適した細径の溶融Alめっき鋼線において、伸線加工時に問題となる反応層のクラック発生を軽減させる。
【解決手段】鋼芯線の周囲に溶融Alめっき層を有しており、溶融Alめっき後にまだ伸線加工を受けていないAlめっき鋼線であって、長手方向に垂直な断面において、鋼素地とAlめっき層の間に介在するFe−Al系合金反応層の平均厚さを6μm以下に低減した伸線加工性の良好なAlめっき鋼線。このAlめっき鋼線は、長手方向に垂直な断面において、鋼素地の部分の円相当径が例えば0.1〜1mmであり、当該断面に占めるAlめっき層(反応層を除く)の面積率が例えば10%以上である。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】溶融金属浴における鋼帯立ち上げ部のドロスを手作業によらずに確実に除去することで、美麗な表面外観を有する溶融金属めっき鋼帯を製造する。
【解決手段】
鋼帯を溶融金属浴中に連続的に浸漬通板した後該溶融金属浴から引き上げ、ガスワイピングにより鋼帯のめっき付着量を調整する溶融金属めっき鋼帯の製造方法において、溶融金属浴面の鋼帯立ち上げ部の鋼帯面の両側に多数の粒状体を浮かべ、鋼帯立ち上げ部で発生したトップドロスを粒状体表面または粒状体同士の隙間に捕捉し、トップドロスを捕捉した粒状体を鋼帯幅方向端部側方に流動させ、鋼帯立ち上げ部で発生したトップドロスを鋼帯立ち上げ部から除去する。前記粒状体は鋼帯の一方の端部側方に供給し、供給した粒状体を鋼帯の他方の端部側方から取り出すことで、粒状体を鋼帯幅方向端部側方に流動させる。
(もっと読む)
溶融金属めっき鋼帯の製造装置、及び溶融金属めっき鋼帯の製造方法
【課題】スプラッシュに起因するめっき表面欠陥の発生を抑え、高品質の溶融金属めっき鋼帯をより安定して製造する技術を提供する。
【解決手段】鋼帯Xを挟んで副ノズル2a、2bをそなえたガスワイピングノズルAを対向配置する。そして、各ガスワイピングノズルAから噴射される合成噴流の衝突中心位置の鋼帯長手方向へのオフセット量Sおよび主ノズル1のスリットギャップbの比であるS/bを、2.5≦S/b≦6.5の範囲内となるように、相対的に、一方のガスワイピングノズルAにおける主ノズル1のガス噴射方向に対し、他方のガスワイピングノズルAにおける主ノズル1のガス噴射方向を鋼帯長手方向に傾ける。
(もっと読む)
201 - 220 / 706
[ Back to top ]