
Fターム[4K028AC03]の内容
金属質材料の表面への固相拡散 (3,561) | C又はNの拡散のためのプロセス・装置 (778) | 真空(減圧)中での処理 (112)
Fターム[4K028AC03]に分類される特許
1 - 20 / 112
耐ピッチング性に優れた歯車およびその製造方法
【課題】耐ピッチング性に優れた歯車およびその製造方法を提供する。
【解決手段】鍛造あるいは機械加工により歯車形状とした後、真空中で浸炭処理を行い、その後炉内で冷却後に焼入れする際、前記炉内での、浸炭後の炉内冷却から焼入れ前の加熱保持の間に、窒化処理を行い、前記焼入れ後に焼戻し処理される歯車であって、成分組成が質量%で、C:0.15〜0.35%、Si:0.70〜2.50%、Mn:0.20〜1.00%、Ni:0.01〜0.80%、Cr:0.10〜1.50%、Mo:0.01〜0.80%、Al:0.005〜0.200%、残部鉄および不可避不純物からなり、前記成分組成におけるSi、Crと前記窒化処理による表層最大侵入窒素量による焼戻し軟化抵抗パラメータHSiCrNが(1)式を満たす事を特徴とする耐ピッチング性に優れた歯車。
HSiCrN(=58Si+42×(Ns−Cr×14/52))≧80(1)、ここで、Si,Crは含有量(質量%)Ns:表層最大侵入窒素量(質量%)を示す。
(もっと読む)
熱処理設備および熱処理方法
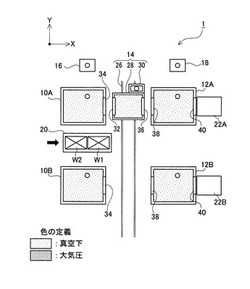
【課題】スペース効率が良くなる熱処理設備および熱処理方法を提供すること。
【解決手段】本発明の一態様は、第1加熱浸炭室10Aおよび第2加熱浸炭室10Bと、第1冷却室12Aおよび第2冷却室12Bと、搬送ユニット28とを有する熱処理設備1において、搬送ユニット28が移動するレール26を挟んで対向して配置される1対の第1加熱浸炭室10Aと第1冷却室12Aおよび1対の第2加熱浸炭室10Bと第2冷却室12Bがレール26に沿って複数配置されており、搬送ユニット28は、レール26を移動して第1加熱浸炭室10Aや第2加熱浸炭室10Bに各々被処理品W1〜W4を搬送可能で、かつ、第1加熱浸炭室10Aから第1冷却室12Aへおよび第2加熱浸炭室10Bから第2冷却室12Bへ被処理品W1〜W4を搬送可能である。
(もっと読む)
真空加熱炉の絶縁抵抗改善方法

【課題】バーンアウト工程に要する時間を短くし、真空浸炭処理の処理効率の向上を可能にする、真空加熱炉の絶縁抵抗改善方法を提供する。
【解決手段】加熱室3内にグラファイト製ヒーター5を有する真空加熱炉1の加熱室3内を予め設定した真空度に減圧するとともに、グラファイト製ヒーター5によって加熱室3内を予め設定した温度に加熱する減圧加熱工程と、減圧加熱工程後、加熱室3内に乾燥空気を導入するバーンアウト工程と、を備える真空加熱炉の絶縁抵抗改善方法。
(もっと読む)
チタン合金部材およびその製造方法
【課題】汎用性のある安価なα−β型チタン合金において、部材表層の高強度かつ高耐力化は勿論のこと、内部も高強度かつ高耐力化されたチタン合金部材およびその製造方法を提供する。
【解決手段】チタン合金からなる原材料の準備工程と、窒化処理により原材料の表層に窒素化合物層および/または窒素固溶層を形成して窒素含有原材料を作製する窒化工程と、原材料と窒素含有原材料とを混合して窒素含有混合材料を得る混合工程と、窒素含有混合材料の材料同士を接合すると共に窒素含有原材料に含まれる窒素を内部全体に亘って固溶した状態で均一に分散させて焼結チタン合金部材を得る焼結工程と、焼結チタン合金部材の熱間塑性加工工程とを備える。
(もっと読む)
複合鋼部品及びその製造方法
【課題】耐摩耗性が必要な部分の十分な表面硬度向上効果が得られると共に、溶接部の特性をこれまで以上に向上させることができ、かつ、製造時の防炭処理を完全に廃止することができる鋼部品の製造方法を提供すること。
【解決手段】第1の鋼部品8を製造する際に、その後の浸炭工程において形成される浸炭層の厚み以上の余剰部826を加えた中間品800を準備し、浸炭雰囲気中において浸炭層を形成する浸炭工程と、浸炭工程に引き続き、マルテンサイト変態する冷却速度よりも遅い冷却速度により冷却し、冷却による組織変態が完了する温度以下まで中間品800を冷却する冷却工程と、高密度エネルギーによって中間品800の円筒部81の所望部分を加熱した後に冷却して所望部分に浸炭焼入部を形成する焼き入れ工程と、中間品800の溶接予定部825を最終所望形状となるよう切削する切削工程とを有する。
(もっと読む)
複合鋼部品及びその製造方法
【課題】耐摩耗性が必要な部分の十分な表面硬度向上効果が得られると共に、溶接部の特性をこれまで以上に向上させることができ、かつ、製造時の防炭処理を完全に廃止することができる複合鋼部品の製造方法を提供すること。
【解決手段】第1の鋼部品を製造するに当たり、その後の浸炭工程において形成される浸炭層の厚み以上の余剰部826を溶接予定部825に加えた中間品800を準備し、その表面に浸炭層88を形成する浸炭工程と、マルテンサイト変態する冷却速度よりも遅い冷却速度により、冷却による組織変態が完了する温度以下まで中間品800を冷却する冷却工程と、高密度エネルギーによって浸炭焼入部にすべき部分をオーステナイト領域まで加熱した後にマルテンサイト変態する冷却速度以上の冷却速度により冷却する焼き入れ工程と、溶接予定部826を最終所望形状となるよう切削する切削工程とを行う。
(もっと読む)
機械部品の製造方法
【課題】表面硬化処理をした機械部品の製造方法において、浸炭と高周波焼入れとの併用を可能にし、全体として歪みが小さく、かつ表面強度が高い機械部品を製造する方法を提供する。
【解決手段】質量%で、C:0.10〜0.30%、Si:0.50〜3.00%、Mn:0.30〜3.00%、P:0.030%以下、S:0.030%以下、Cu:0.01〜1.00%、Ni:0.01〜3.00%、Cr:0.20〜1.00%、Al:0.20%以下およびN:0.05%以下を含有し、残部がFeおよび不可避な不純物からなり、かつ、[Si%]+[Ni%]+[Cu%]−[Cr%]>0.50 の条件を満たす合金組成を有する鋼を材料として使用し、これを部品形状に加工し、真空浸炭処理を施したのち徐冷し、ついで高周波焼入れにより表面を硬化させることからなり、高周波焼入れを、760〜900℃に加熱してこの範囲内の温度に保持した後、水冷却することにより実施する。
(もっと読む)
浸炭処理装置
【課題】 COガスと水素ガスとを主成分とするキャリアガスと、炭化水素ガスを主成分とするエンリッチガスとを浸炭処理室内に供給して、処理材を浸炭処理する場合に、浸炭処理室内の雰囲気ガス中における水素ガスの濃度が上昇するのを簡単な設備により適切に抑制する。
【解決手段】 COガスと水素ガスとを主成分とするキャリアガスと、炭化水素ガスを主成分とするエンリッチガスとを浸炭処理室3内に供給して処理材Aを浸炭処理するにあたり、浸炭処理室内の雰囲気ガス中におけるCOガスや水素ガスのガス濃度に応じて、水素ガス分離除去装置20により浸炭処理室内に供給する上記のキャリアガスから分離させて除去する水素ガスの量を制御する。
(もっと読む)
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
真空浸炭装置及び浸炭ガスの温度調節方法
【課題】ワークにおける浸炭むらや、スーティングの発生を抑制する真空浸炭装置及び浸炭ガスの温度調節方法を提供する。
【解決手段】真空浸炭装置1は、液体炭化水素を気化して真空浸炭炉30内に供給される浸炭ガスを予熱する予熱部40と、予熱部40により予熱された浸炭ガスの温度を測定する温度センサ50と、温度センサ50により測定された温度に基づいて予熱部40を制御して、浸炭ガスの温度を所定範囲に保持する制御部60とを備えている。
(もっと読む)
真空断熱二重容器の製造方法
【課題】本発明は、極めて商品価値の高い真空断熱二重容器の製造方法を提供する。
【解決手段】金属製の外筒1内に空間部Sを介して金属製の内筒2を配設し、前記外筒1と前記内筒2との間の空間部Sを真空断熱空間部とする真空断熱二重容器の製造方法であって、前記外筒1及び前記内筒2から成る被処理体3を真空加熱炉6で加熱しながら該被処理体3の前記空間部Sを脱気し且つ脱気孔を真空封止し、その後、前記真空加熱炉6内に窒素ガスTを導入して前記被処理体3の表面に窒化部10を形成し、続いて、前記窒化部10を加熱処理して変色せしめる真空断熱二重容器の製造方法である。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
真空浸炭の品質管理方法と装置及び真空浸炭炉
【課題】浸炭品質のバラつき度合の判定を容易にして浸炭品質の管理を容易に行うことができる真空浸炭の品質管理方法及び真空浸炭炉であり、また、浸炭品質の再現性を向上させ、浸炭品質のバラつきを少なくしてその均一性を確保できる真空浸炭炉を提供する。
【解決手段】処理品に要求される浸炭深さと表面炭素濃度に応じて、被処理品内部への炭素の拡散に基づいて、浸炭処理に必要な浸炭ガスの理論流量の時間変化を求め、該理論流量の時間変化に基づいて、この理論流量における浸炭反応により生じる水素の処理室内の全圧力に対する分圧比を理論水素分圧比とし、この理論水素分圧比の時間変化を求め、この理論水素分圧比の時間変化と、実際の浸炭処理時における処理室内の全圧力に対する水素分圧比の時間変化とを比較し、その近似度合に基づいて、同一操業バッチ内における浸炭品質のバラつき度合を判定する。
(もっと読む)
軸受部品の製造方法及び軸受部品
【課題】浸炭焼入れ処理によって表面に微細な炭化物を多量に生成させ得、表面高硬度,高強度の軸受部品を得ることのできる軸受部品の製造方法を提供する。
【解決手段】質量%でC:0.15〜0.25%,Si:0.90〜1.30%,Mn:0.70〜1.10%,P:0.030%以下,S:0.100%以下,Cu:0.01〜0.50%,Ni:0.01〜0.50%,Cr:0.20〜0.50%,Mo:0.50%以下,Al:0.30%以下,N:0.05%以下で且つ下記式(1)の条件を満たし、
[Si]+[Ni]+[Cu]−[Cr]>0.5・・・式(1)
残部Fe及び不可避的不純物の組成を有する鋼を表面炭素濃度が1.1超〜1.5%の範囲内となるように真空浸炭処理を行った後、空冷して表層の組織をパーライトとなし、しかる後高周波焼入れを行ってセメンタイトを分断させることで1μm以下の炭化物が95%以上を占める微細炭化物を生ぜしめて成る軸受部品を得る。
(もっと読む)
摺動部品の製造方法
【課題】電子機器や精密機器に使用される軸及び軸受けとして、寸法精度に優れ、耐摺動磨耗性・非磁性の優れた摺動部品の製造方法を提供する。
【解決手段】重量%で、C:0.05〜0.5%、Si:≦1.00%、Mn:9.0〜20.0%、Ni:0.3〜8.0%、Cr:16.0〜19.0%、N:0.04〜0.40%であり、残部が実質的にFe及び不可避的な不純物からなる組成のワークを作製する。ワークは1000℃〜1080℃においてアセチレンガスを導入して真空浸炭処理を行ない、その後、温度を保持したままガス供給を停止して真空中で拡散処理を行なう。処理後はワークに研削加工のみ又は研削加工後に研磨加工を施す。この製造方法により、Hv650以上の表面硬さを有する、寸法精度、耐摺動磨耗性及び非磁性に優れた摺動部品を提供できる。
(もっと読む)
鋼材の熱処理方法
【課題】鋼材の強度向上を実現する鋼材の熱処理方法を提供する。
【解決手段】真空浸炭窒化処理では浸窒ガスとしてアンモニアガスを使用するが、アンモニアガスの分解で生じた水素が鋼材中に浸入してその強度向上を阻害するので、真空浸炭処理の後、真空窒化処理を行う鋼材の熱処理方法において、真空窒化処理の終了後に雰囲気中の水素分圧を10Pa以下に減少させる脱水素処理を行う。該脱水素処理は雰囲気中に窒素ガスを供給することにより行なうので、真空窒化処理によって鋼材中に浸透させた窒素を放出させることなく、水素分圧を低下させて水素のみを鋼材中から放出させることができる。
(もっと読む)
炭化タンタル被覆炭素材料の製造方法
【課題】結晶粒界の少ない炭化タンタル被覆膜を有する炭化タンタル被覆炭素材料を得る。
【解決手段】炭素基材上に炭化タンタル被覆形成工程により炭化タンタル被覆膜を形成する炭化タンタル被覆炭素材料の製造方法であり、炭素基材の表面にタンタル被覆膜を形成するタンタル被覆膜形成工程とタンタル被覆膜を浸炭処理する浸炭処理工程とを経て第1炭化タンタル被覆膜を形成する第1炭化タンタル被覆膜形成工程と、前記第1炭化タンタル被覆膜上に新たな第2炭化タンタル被覆膜を形成する第2炭化タンタル被覆膜形成工程を有する。
(もっと読む)
炭化タンタル被覆炭素材料の製造方法
【課題】結晶粒界の少ない炭化タンタル被覆膜を有する炭化タンタル被覆炭素材料を得る。
【解決手段】炭素基材1上に炭化タンタル被覆膜2を形成する炭化タンタル被覆炭素材料の製造方法であり、炭素基材1表面にタンタル被覆膜を形成するタンタル被覆膜形成工程と、タンタル被覆膜を浸炭処理する浸炭処理工程とを含む。
(もっと読む)
真空浸炭装置
【課題】真空浸炭炉内に供給される浸炭ガスの量の変動を抑制し、ワークにおける浸炭むらや、スーティングの発生を抑制する真空浸炭装置を提供する。
【解決手段】真空浸炭装置1は、液体炭化水素を計量搬送する液体炭化水素流路部10と、所定量の液体炭化水素を気化して浸炭ガスを生成するとともに、生成した浸炭ガスを搬送する浸炭ガス流路部20と、浸炭ガスを含む浸炭ガス雰囲気中でワークに浸炭処理を施す真空浸炭炉30とを備えており、浸炭ガス流路部20が、液体炭化水素を気化する気化室21と、気化室21内の圧力および温度の少なくとも一方をモニタリングすることにより浸炭ガスの生成を検知して浸炭ガスの搬送を制御するセンサ部22とを有している。
(もっと読む)
肌焼鋼部品およびその製造方法
【課題】浸炭または浸炭窒化して得られる肌焼鋼部品であって、疲労特性(特に、耐ピッチング性)に優れた肌焼鋼部品、およびその製造方法を提供する。
【解決手段】C:0.1〜0.5%、Si:0.03〜2%、Mn:0.2〜1.8%、Al:0.1〜0.5%、B:0.0005〜0.008%、N:0.002〜0.015%を含有し、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、O:0.002%以下(0%を含まない)を満足し、残部が鉄および不可避不純物からなる鋼を浸炭または浸炭窒化した肌焼鋼部品について、部品表面に析出しているBNとAlNの質量比(BN/AlN)が0.01以下とする。
(もっと読む)
1 - 20 / 112
[ Back to top ]