
Fターム[4K029AA04]の内容
Fターム[4K029AA04]の下位に属するFターム
Fターム[4K029AA04]に分類される特許
161 - 180 / 1,103
表面被覆切削工具
【課題】低炭素鋼、軟鋼などを切削する場合において、硬質被覆層がすぐれた潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
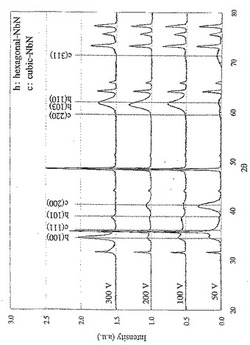
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する表面被覆切削工具。
(もっと読む)
光学素子成形用型の製造方法および光学素子成形用型

【課題】 光学素子成形用型の型母材にFCVA法によってtaC膜を成膜する工程において、開角の大きな凸形状の型の周辺の傾斜部の膜質が劣るのを防ぐ。
【解決手段】 光学素子成形用型の型母材10に、FCVA法によりtaC膜14を成膜する工程で、型母材10を保持する型母材保持部材10の外側にリング状磁石3を配置する。成膜源を構成するフィルターコイル22による磁力と同方向に、型母材10の成形面の法線方向にリング状磁石3の磁力を作用させることで、成膜されるtaC膜13の膜質を均一化する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Al1−xCrx]N(xは原子比で0.30〜0.80)層、薄層Bは、[Ti1−ySiy]N(yは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
ブランクマスク、フォトマスク及びその製造方法
【課題】 ブランクマスク、フォトマスク及びその製造方法を提供する。
【解決手段】 透明基板、金属膜、ハードマスク膜及びレジスト膜が順次に積層されてなるブランクマスク。ここで、金属膜及びハードマスク膜のうち少なくとも一つは、膜を構成する元素のうち少なくとも一つの元素の組成比が膜の深さ方向に連続的に変わる区間である成分変化区間を持つ。これにより、既存の深さ方向に元素の組成比が均一な薄膜と比較する時、光学密度の均一性、反射率の均一性、表面粗度、耐化学性、耐露光性などを向上させ、成長性欠陥と残留応力の問題を低減させることができる。
(もっと読む)
切削工具及びその製造方法
【課題】耐摩耗性に優れた切削工具を提供する。
【解決手段】切削工具の基材は、超硬合金、サーメット、又はセラミックで形成されており、この基材上にTi及びAlを含有するセラミック被膜が形成されている。この切削工具は、セラミック被膜の表面における結晶粒子の平均面積をSとし、セラミック被膜の膜厚をtとしたとき、S/t2≧0.03であることを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,M)N(但し、Mは、ZrまたはHf)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,M)Nからなる薄層Aと柱状晶(Ti,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,Si)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,Si)Nからなる薄層Aと柱状晶(Ti,Al,Si)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】合金鋼の高速強断続切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,M)N(但し、Mは、NbまたはTa)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,M)Nからなる薄層Aと柱状晶(Cr,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,M)N(但し、Mは、WまたはMo)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,M)Nからなる薄層Aと柱状晶(Cr,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】切刃に対して高負荷が作用する乾式断続重切削加工や乾式連続高送り切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金焼結体からなる切削工具基体表面にCrN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、CrN結晶粒の粒径幅が小さい領域Iと、粒径幅がこれより大きい領域IIとから硬質被覆層を構成し、かつ、領域Iの微細粒子と領域IIの粗大粒子の結晶方位のずれが15度以下となる縦区分の面積割合を60%以上とし、乾式断続重切削加工、乾式連続高送り切削加工において、すぐれた高温強度、耐欠損性、靭性を発揮させる。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,M)N(但し、Mは、WまたはMo)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,M)Nからなる薄層Aと柱状晶(Ti,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速高送り切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,B)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,B)Nからなる薄層Aと柱状晶(Ti,Al,B)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速断続切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Al,Ti)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Al,Ti)Nからなる薄層Aと柱状晶(Al,Ti)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】難削材の高速断続切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,M)N(但し、Mは、NbまたはTa)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,M)Nからなる薄層Aと柱状晶(Ti,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】難削材の高送り切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,V)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,V)Nからなる薄層Aと柱状晶(Ti,Al,V)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,Si)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,Si)Nからなる薄層Aと柱状晶(Cr,Al,Si)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】切刃に対して高負荷が作用する乾式断続重切削加工や乾式連続高送り切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金焼結体からなる切削工具基体表面にTiN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、TiN結晶粒の粒径幅が小さい領域Iと、粒径幅がこれより大きい領域IIとから硬質被覆層を構成し、かつ、領域Iの微細粒子と領域IIの粗大粒子の結晶方位のずれが15度以下となる縦区分の面積割合を60%以上とし、乾式断続重切削加工、乾式連続高送り切削加工において、すぐれた高温強度、耐欠損性、靭性を発揮させる。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】切刃に対して高負荷が作用する乾式断続重切削加工や乾式連続高送り切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金焼結体からなる切削工具基体表面にTiSiN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、TiSiN結晶粒の粒径幅が小さい領域Iと、粒径幅がこれより大きい領域IIとから硬質被覆層を構成し、かつ、領域Iの微細粒子と領域IIの粗大粒子の結晶方位のずれが15度以下となる縦区分の面積割合を60%以上とし、乾式断続重切削加工、乾式連続高送り切削加工において、すぐれた高温強度、耐欠損性、靭性を発揮させる。
(もっと読む)
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】 高硬度鋼の重断続切削加工において、硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,Ti)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,Ti)Nからなる薄層Aと柱状晶(Cr,Al,Ti)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
切削工具用硬質皮膜
【課題】従来のAlCrN皮膜に比し、焼入れ鋼を含む鉄鋼材料に対する耐摩耗性が向上する極めて実用性に秀れた切削工具用硬質皮膜の提供。
【解決手段】基材上に形成された切削工具用硬質皮膜であって、第一皮膜層と第二皮膜層とが交互に各5層以上積層して成る多層皮膜層を含み、第一皮膜層は金属及び半金属成分が原子%でAl(100−x−y−z)Cr(x)V(y)B(z)(ただし、20≦x≦40,2≦y≦15,2≦z≦15)と表され、非金属元素としてNを含み不可避不純物を含むものであり、第二皮膜層は金属及び半金属成分が原子%でAl(100−α−β−γ−δ)Cr(α)V(β)Ti(γ)B(δ)(ただし、20≦α≦40,2≦β≦15,0.5≦γ≦10,2≦δ≦15)と表され、非金属元素としてNを含み不可避不純物を含むものであり、この硬質皮膜全体の膜厚を1μm以上7μm以下とする。
(もっと読む)
161 - 180 / 1,103
[ Back to top ]