
Fターム[4K029BC02]の内容
Fターム[4K029BC02]に分類される特許
61 - 80 / 939
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
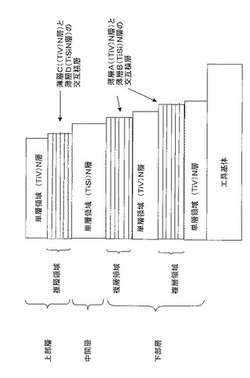
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Ti1−xVx]N(xは原子比で0.25〜0.75)層、薄層Bは、[Ti1−ySiy]N(yは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
仕上げ面粗さに優れたCBNインサート

【課題】長期の使用に亘って、すぐれた仕上げ面精度を維持しつつ、同時にすぐれた耐摩耗性を発揮し得るCBNインサートを提供する。
【解決手段】逃げ面に溝と被膜が形成されたCBNインサートにおいて、
(a)その被膜後の溝形状が溝の凹凸を含む断面を見た時、溝幅W1とテラス幅W2はW1が1〜25μm、W2が3〜25μm、表面から溝の最も低い位置までの高さHが1.5〜15μmであり、1つのテラスと溝の組み合わせを1周期とした時、2周期以上で構成される形状であり、
(b)溝が形成される逃げ面内の領域が、チャンファーホーニング面と逃げ面の交線から逃げ面側に5〜300μmの範囲であり、
(c)溝を形成する方向が、刃先稜線と平行な線と溝形成方向の成す角θ(刃先先端と反対方向)が
−10°≦θ≦10°の範囲であることを特徴とするCBNインサート。
(もっと読む)
切削工具
【課題】 連続加工におけるクレータ摩耗の抑制と断続加工における耐チッピング性の向上を両立する切削工具を提供する。
【解決手段】 立方晶窒化硼素質焼結体の基体6からなり、切刃4にはすくい面2側からチャンファホーニング9およびRホーニング10が順に形成されており、すくい面2およびチャンファホーニング9の表面には被覆層7が形成されており、Rホーニング10の表面では基体6が露出している切削工具1である。
(もっと読む)
表面構造
【課題】剥離の進展が抑制された状態のDLC膜より構成される硬質層がより簡便に形成できるようにする。
【解決手段】基材101の粗面とされた表面102と、表面102に形成されたダイアモンドライクカーボンからなる硬質層103とを備える。また、表面102の算術表面粗さが0.2から0.4の範囲とされ、硬質層103は、層厚1〜3μmの範囲とされている。粗面は、例えば、サンドブラストなどのブラスト処理による加工や、バフ研磨などの粗研磨により形成することができる。硬質層103は、基材101の表面102の上に、よく知られたPVD法によりDLC膜を形成すればよい。例えば、DLC膜は、黒鉛をターゲットとしたイオンプレーティング法やスパッタリング法により形成できる。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、Tiの窒化物層、薄層Bは、[Ti1−XSiX]N(Xは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、TiN層、薄層Bは、[Al1−X−YTiXSiY]N(Xは原子比で0.15〜0.94、Yは原子比で0.01〜0.15)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Al1−XTiX]N(Xは原子比で0.30〜0.80)層、薄層Bは、[Al1−Y−ZTiYSiZ]N(Yは原子比で0.15〜0.94、Zは原子比で0.01〜0.15)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
被覆部材
【課題】被削材の高硬度化などの厳しい切削加工条件において長寿命を実現できる被覆部材の提供を目的とする。
【解決手段】基材と基材の表面に被覆された被膜とからなり、被膜の少なくとも1層はPVD法により被覆された(MALD)XR(但し、MはCr,Al,Ti,Hf,V,Zr,Ta,Mo,W,Y,Nbの中から選ばれた2種以上の金属元素を表し、LはMn,Cu,Ni,Co,B,Si,Sの中から選ばれた少なくとも1種の添加元素を表し、XはC,N,Oの中から選ばれた少なくとも1種の非金属元素を表し、AはMとLの合計に対するMの原子比を表し、DはMとLの合計に対するLの原子比を表し、RはMとLの合計に対するXの原子比を表し、0.90≦A≦0.99、0.01≦D≦0.10、A+D=1、0.95≦R≦1.10を満足する。)で表される硬質膜であり、硬質膜はX線回折における最高ピーク強度を(220)面に示す被覆部材。
(もっと読む)
耐摩耗性および耐酸化性に優れた硬質皮膜、並びに該硬質皮膜形成用ターゲット
【課題】従来の皮膜よりも耐酸化性および耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】(Ala,Mb,Sic,Bd,Ti1−a−b−c−d)(C1−eNe)からなる硬質皮膜(但し、MはW及び/又はMo)であって、
0.25≦a≦0.6、
0.05≦b≦0.3、
0.01≦c+d≦0.15、
0.5≦e≦1
(a,b,c,d,eはそれぞれAl,M,Si,B,Nの原子比を示す。)
であることを特徴とする硬質皮膜。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高送り・乾式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ドリル基体の上に直接または中間層を介して、最表面に、(Ti1−xAlx)N(x=0〜0.6)の成分系からなる粒径制御層が存在する表面被覆ドリルであって、前記ドリルの切屑排出溝のうち、先端からドリル基体の長さに沿って直径の5倍の長さまでの領域において、被膜断面の結晶粒形状を観察した際、粒径制御層を構成する結晶粒の平均アスペクト比が、ドリル先端から後方に向けて、1〜100の範囲で漸次減少している。
(もっと読む)
成膜速度が速いアーク式蒸発源、このアーク式蒸発源を用いた皮膜の製造方法及び成膜装置
【課題】アーク式蒸発源において、磁力線を基材方向に誘導して成膜速度を速くする。
【解決手段】本発明に係るアーク式蒸発源1は、ターゲット2の外周を取り囲んでいて磁化方向がターゲット2表面と直交する方向に沿うように配置された1又は複数の外周磁石3と、ターゲット2の背面側に配置された背面磁石4とを備え、背面磁石4は、極性が外周磁石3と同方向で且つ磁化方向がターゲット2表面と直交する方向に沿うように配置されている非リング状の第1の永久磁石4Aを有し、第1の永久磁石4Aとターゲット2との間、又は、第1の永久磁石4Aの背面側に、第1の永久磁石4Aと間隔をあけて配置された非リング状の第2の永久磁石4Bを有し、第2の永久磁石4Bは、極性が外周磁石3と同方向で且つ磁化方向がターゲット2表面と直交する方向に沿うように配置されており、第1の永久磁石4Aと第2の永久磁石4Bとの間に磁性体5が配置されている。
(もっと読む)
表面被覆切削工具
【課題】低炭素鋼、軟鋼等の軟質被削材の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、下部層に(Al,Cr)N層または(Al,Cr,M)N層を形成し、上部層に立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する層を形成した表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】低炭素鋼、軟鋼等の軟質被削材の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、薄層A:(AlTi)N層または(AlTiM)N層と薄層B:立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する層との交互積層構造からなる層を形成した表面被覆切削工具。
(もっと読む)
真空アーク蒸着装置
【課題】 真空チャンバ内のメンテナンスが容易で、電磁コイル等の磁気コイルの劣化が小さく、ランニングコストが安い装置を提供することを目的とする。
【解決手段】 プラズマ輸送室2を広くすることを可能にするため、誘導磁場発生部8の少なくとも一部を真空チャンバ1内に取り込むとともに、該誘導磁場発生部8を構成する磁気コイル7をプラズマ輸送室2内に設けた大気空間部6a内に配置するようにした。
(もっと読む)
クロム系硬質被膜、クロム系硬質被膜が表面に形成された金型、及びクロム系硬質被膜の製造方法
【課題】離型性の低下が抑制されたクロム系硬質被膜をPVD法で製造する。
【解決手段】真空チャンバ10a内の被成膜物21,22にバイアス電圧を印加しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより被成膜物21,22の表面にクロム層を形成する。真空チャンバ10a内に窒素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることによりクロム層の上に窒化クロム層を形成する。真空チャンバ10a内に窒素及び炭素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより窒化クロム層の上に炭窒化クロム層を形成する。真空チャンバ10a内に炭素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより炭窒化クロム層の上に非晶質の炭化クロム層を形成する。
(もっと読む)
TiAlN膜およびTiAlN膜形成体
【課題】安定して高い耐摩耗性を有するTiAlN膜、および、それを表面に設けたTiAlN膜形成体を提供する。
【解決手段】TiAlN膜形成体1は、表面粗さが0.005〜0.010μmRaである金属製基材2の表面にTiAlN膜3を形成してなり、上記TiAlN膜3は、(1)少なくとも、押し込み硬さが30GPa以上または押し込み弾性率が500GPa以上であり、かつ、(2)該TiAlN膜3の表面粗さが0.050μmRa以下である。また、必要に応じて、金属製基材2とTiAlN膜3との間に、TiAl合金を含む所定の中間層を設けてなる。
(もっと読む)
硬質装飾部材
【課題】耐傷性、耐腐食性に優れ、かつ高級感のある硬質装飾部材を提供することにある。
【解決手段】本発明の硬質装飾部材は基材上に密着効果の高い密着層と、反応ガス含有量が傾斜的に増加した傾斜密着層と、複数の異なる種類の薄膜硬化層が積層された薄膜複合構造を有する耐磨耗層と、反応ガス含有量が傾斜的に減少した色上げ傾斜層からなることを特徴とする。基材と膜間および積層される膜同士間の密着性が著しく向上することで耐傷性が向上すると共に、密着性が高いことから耐磨耗層を厚く形成でき、さらに耐磨耗層を薄膜複合構造にすることで膜硬度が上昇し耐傷性が著しく向上する。また耐磨耗層を薄膜複合構造にする事で光の散乱増加を抑止し、さらに色上げ傾斜層を形成することにより、輝度が高く高級感のある硬質装飾部材を提供できる。
(もっと読む)
耐熱性および耐溶着性に優れた表面被覆切削工具
【課題】Ti合金、ステンレス鋼等の難削材の高速切削加工で硬質被覆層がすぐれた耐熱性及び耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、該硬質被覆層は、組成式:(Nb1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するNbとYの複合窒化物層の単層から構成するか、または、組成式:(Ti1−αAlα)Nで表されるTiとAlの複合窒化物層からなる下部層、あるいは、組成式:(Ti1−α−βAlαMβ)Nで表されるTiとAlとMの複合窒化物層からなる下部層(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)と前記(Nb1−γYγ)N層からなる上部層との2層構造として構成する。
(もっと読む)
耐熱性および耐溶着性にすぐれた表面被覆切削工具
【課題】高硬度難削材の高速切削加工で硬質被覆層がすぐれた耐熱性および耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)組成式:(Al1−α−βCrαMβ)N(但し、Mは、Alを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)を満足するAlとCr(とM)の複合窒化物層からなる下部層、(b)組成式:(Nb1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するNbとYの複合窒化物層からなる上部層、以上(a)、(b)で構成された硬質被覆層を形成してなる表面被覆切削工具。
(もっと読む)
転動装置
【課題】接触応力の大きい用途に用いてもDLC膜が剥離することなく該DLC膜の優れた潤滑特性を長期にわたって確保することができる転がり摺動部材を提供することを目的とするものである。
【解決手段】外面に軌道面を有する内側部材と、該内側部材の軌道面に対向する軌道面を有して前記内側部材の外側に配置された外側部材と、前記両軌道面間に転動自在に配置された転動体とを備え、前記内側部材の軌道面、前記外側部材の軌道面および前記転動体の内の少なくとも一つの母材表面が鋼で形成され、且つ、該母材表面上にダイヤモンドライクカーボン膜が形成された転がり摺動部材であって、前記ダイヤモンドライクカーボン膜は、中間層と炭素層とを備えるとともに、前記ダイヤモンドライクカーボン膜の残留応力が、−300MPa〜300MPaの範囲内になるよう成膜する。
(もっと読む)
61 - 80 / 939
[ Back to top ]