
Fターム[4K042BA03]の内容
Fターム[4K042BA03]に分類される特許
141 - 160 / 799
ブレーキディスク用鋼板およびブレーキディスク
【課題】ブレーキディスク素材として用いた場合において、長時間使用しても安定した耐食性と耐熱安定性を有する鋼板、および、該鋼板より製造されたブレーキディスクを提供する。
【解決手段】質量%で、C:0.02%以上0.10%未満、Si:0.6%以下、Mn:0.5%超え2.0%以下、P:0.06%以下、S:0.01%以下、Al:0.05%以下、Cr:11.0%以上13.5%以下、Ni:0.01%以上0.30%以下、Nb:0.10%以上0.60%以下、N:0.03%以上0.10%未満およびB:0.0010%超え0.0060%以下を含有し、更に所望の関係式を満足し、残部がFeおよび不可避的不純物からなる組成を有し、焼入れ後の硬さがHRC(ロックウェル硬さのCスケール)で32HRC以上40HRC以下であることを特徴とするブレーキディスク用鋼板。
(もっと読む)
耐熱性に優れた低炭素マルテンサイト系Cr含有鋼

【課題】700℃で1時間の焼戻し処理を行った後でもHRC30以上の適正な硬さを保持することができる耐焼戻し軟化性を有するブレーキディスク用素材を提供する。
【解決手段】質量%で、C:0.02〜0.10%、N:0.02〜0.10%、C+N:0.08〜0.16%、Si:0.5%以下、Al:0.1%以下、Mn:0.3〜3.0%、Cr:10.5〜13.5%、Nb:0.05〜0.60%、V:0.15〜0.80%、Nb+V:0.25〜0.95%、Ni:0.02〜2.0%、を含有し、残部はFeおよび不可避的不純物からなり、Fp値の式が80.0〜96.0であり、鋼中の含有窒素量を[N]、臭素-メタノール混合溶液を用いて定量される析出状態の窒素量を[N']とした場合に、700℃で1時間の焼戻し後の[N]-[N']の値が0.057質量%以上耐熱性に優れた低炭素マルテンサイト系Cr含有鋼。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
転がり軸受用鋼球
【課題】
転がり軸受用鋼球として特殊な表面処理を行うことなく、耐異物性,耐圧痕性に優れ、軸受組み込みキズや扱いキズの低減した鋼球を提供する。
【解決手段】
SUJ2のコイル状の線材を所定長さに切断後、冷間鍛造、バリ取り、ずぶ焼処理および焼き戻し後、ピーニング,グライディングもしくはグライディング,ピーニングの工程で加工され、最後にラッピング処理された転がり軸受用鋼球であって、鋼球表面のビッカース硬さをビッカース痕深さが5μm以下になるような荷重にて測定し、その値が平面換算した値で870HV以上、表面から鋼球直径の5%までの硬さが830HVを超え、ラッピング後の鋼球表面の圧縮残留応力が900MPa以上である鋼球である。
(もっと読む)
混合硬化でのマルテンサイト系鋼の低温処理
本発明は、マルテンサイト系鋼が0.4%〜3%のAl含有量で、金属間化合物および炭化析出物によって硬化されることができるように、他の金属の含有量を含むマルテンサイト系鋼を製造する方法に関し、(a)鋼の全体をそのオーステナイト化温度よりも上に加熱するステップと、(b)前記鋼をおよそ周囲温度に冷却するステップと、(c)前記鋼を低温媒体中に配置するステップと、を含む。温度T1は、実質的にマルテンサイト変態温度Mf未満であり、鋼の最も熱い部品がマルテンサイト変態温度Mfより低い温度に達した瞬間から温度T1で前記鋼が前記低温媒体中に保持される時間tが、少なくともゼロ以外の時間t1に等しく、温度T1(℃で)および時間t1(時間で)は、式T1=f(t1)によって関連付けされており、t,f’(t)に関する関数fの一次導関数は、正であり、t,f”(t)に関するfの二次導関数は負である。  (もっと読む)
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】所望の品質を付与しつつ、浸炭処理または浸炭窒化処理におけるRXガスの流量を低減することによりCO2の排出量を抑制することを可能とする鋼の熱処理方法、機械部品の製造方法および機械部品を提供する。
【解決手段】バッチ式の熱処理炉を用いた鋼の熱処理方法は、熱処理炉の扉を開け、0.17質量%以上の炭素を含有する機械構造用合金鋼からなる被処理物を炉内に装入する工程と、扉を閉じる工程と、炉内にRXガスを供給しつつA1点以上の温度である熱処理温度に炉内の雰囲気を加熱して、雰囲気のカーボンポテンシャル値を予め決定された値に調整する工程と、被処理物が熱処理温度に加熱されることにより、被処理物が浸炭または浸炭窒化される工程とを備えている。そして、被処理物が浸炭または浸炭窒化される工程では、ガス置換回数が0.35以上0.78未満となるように、炉内にRXガスが供給される。
(もっと読む)
低サイクル曲げ疲労強度に優れた浸炭鋼部品
【課題】 従来よりも低サイクル曲げ疲労強度に優れた浸炭鋼部品を提供する
【解決手段】 化学成分が、質量%で、C:0.1〜0.6%、Si:0.01〜1.5%、Mn:0.3〜2.0%、P:0.02%以下、S:0.001〜0.15%、N:0.001〜0.03%、Al:0.001〜0.06%、O:0.005%以下を含有し、残部が実質的に鉄と不可避的不純物よりなる鋼からなり、浸炭焼入れ焼戻し処理を施した鋼部品であって、表面の硬さがHV550〜HV800であり、心部の硬さがHV400〜HV500であることを特徴とする低サイクル曲げ疲労強度に優れた浸炭鋼部品。
(もっと読む)
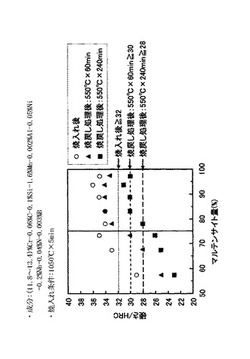
刃物およびその製造方法ならびにスライス装置
【課題】良好な切れ味を確保しながら高い耐食性を発揮する刃物を提供する。
【解決手段】母材23がオーステナイト系ステンレス鋼からなる刃物であって、刃物の表層部に、母材23のオーステナイト相に炭素が固溶することにより、最大硬度がHv600以上の母材23より硬度の高い炭素固溶硬化層24が形成され、上記炭素固溶硬化層24により刃先21が構成されている。したがって、脆性によって刃付けや再研磨ができないという問題が生じることがなく、高硬度でシャープな刃を立てて、食肉に使用した場合にも優れた切れ味を発揮し、ドリップによる商品価値の低下や食感の悪化という問題が生じにくい。また、従来のマルテンサイト系のものに比べて格段に高い耐食性を発揮する。
(もっと読む)
ラックシャフトの製造方法
【課題】ラックシャフトに焼入れを行う際の冷却に起因して生じるラックシャフトの変形を抑制することのできるラックシャフトの製造方法を提供する。
【解決手段】ステアリング装置に用いられるとともに、ピニオンシャフトと噛み合う歯面を有するラックシャフトの製造において、ラックシャフトを形成する第1工程と、ラックシャフトに焼入れを行う第2工程とを行う。また、第2工程では、ラックシャフトの歯面を加熱する第3工程と、歯面の冷却を行う第4工程と、歯面とは反対側の面である背面の冷却を行う第5工程とを行う。そして、第5工程の開始時は、前記第4工程の開始時よりも後に設定される。
(もっと読む)
一方向クラッチ内蔵型回転伝達装置
【課題】高温高速条件下での耐摩耗性,耐焼付き性に優れてた一方向クラッチ内蔵型回転伝達装置を提供する。
【解決手段】ローラクラッチ内蔵型プーリ装置1は、スリーブ2と、プーリ3と、転がり軸受4と、ローラクラッチ5とを備えている。ローラクラッチ5は、クラッチ内輪6と、クラッチ外輪9と、クラッチ内輪6の外周面とクラッチ外輪9の内周面との間に配されたローラ10と、を備え、プーリ3とスリーブ2とを接続することにより、プーリ3をスリーブ2に対して所定方向に相対回転させる回転力のみを、プーリ3からスリーブ2へ伝達する一方向クラッチである。そして、クラッチ内輪6が、クラッチ外輪9及びローラ10を構成する素材よりも100℃における硬さHvが高く且つ100℃における硬さHvが700以上である鋼材で構成されている。
(もっと読む)
熱間圧延用遠心鋳造製複合ロール
【課題】耐摩耗性、ロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0<(Mo+V)≦12.5および0.6≦(C−0.24V−0.13Nb)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、さらにB:0.01〜0.07%含み、残部Feおよび不可避的不純物からなる組成を有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れ、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
直接通電式焼入装置及び直接通電式焼入方法
【課題】簡便な構造でワークの曲がり変形を効果的に低減することができる直接通電焼入装置を提供すること。
【解決手段】ワーク1に対して高周波電流を直接通電して焼入れを施す直接通電式焼入装置100であって、ワーク長手方向に延在する焼入れ対象部位1aの両端部に接触して配置され、高周波電流を通電するための一対の電極10,11と、間隔を空けてワーク1の長手方向に配置され、ワーク1を一対の電極10,11に対して押圧して保持する一対の押圧部材と12,13を備え、一対の押圧部材12,13の間隔を調節することによって、焼入れにてワーク1に作用する曲げモーメントと逆方向の曲げモーメントをワーク1に付与しながら焼入れを施す。
(もっと読む)
電気鋳造用マスタ、高周波誘導加熱用コイル及び自動車用動力伝達部品
【課題】マスタを用いて金属を析出させた際に、その膜厚を均一なものとする。
【解決手段】円弧部5、7と直胴部4、6を順次連結した形状のマスタ1において、その間の角部8にR加工を施す。このR加工は、角部8aが凸状である場合はこの凸部を除去し、角部8b、8cが凹状である場合はこの凹部に肉盛するようになされる。このマスタ1を鋳型を用いて成形する場合は、この鋳型に、前記R加工の形状に対応するR加工形状を形成しておき、マスタ1に前記R形状が形成されるようにする。このR加工を施すことにより、凸部に電流集中が生じて析出した金属がこぶ9状となるのを防止するとともに、凹部において膜厚不足となるのを防止することができる。このため、こぶ9を除去したり、薄膜部10の肉厚を増すためにマスタ1への通電時間を延長したりする必要がなく、その作業を簡便なものとし得る。
(もっと読む)
ガイドレールの曲げ方法
【課題】従来のガイドレールの曲げ方法では、ガイドレールの全体を収容できる大きさの焼入れ炉が必要とされていたため、焼入れ装置全体が大型になり、小型の焼入れ装置によってガイドレールを簡単且つ確実に製造することができなかった。
【解決手段】幅よりも厚さの薄い断面形状を有すると共に幅よりも長さの長いガイドレール1の幅方向の一側又は両側に、長さ方向に連続して焼入れを行い、その後、焼入れした状態のままガイドレール1を厚さ方向に湾曲させる。
(もっと読む)
レーザ焼入れ方法、運動案内装置
【課題】鋼材表面の複数の箇所にレーザ焼入れを行う場合において、これら複数の被焼入れ対象箇所における形状や伝熱条件等がたとえ異なる場合であっても、すべての被焼入れ対象箇所で同一の焼入れ品質を有するようにレーザ焼入れを行う。
【解決手段】レーザ光を照射するためのレーザヘッド31a,31b,31c,31dを複数条の転動体転走面11a1,11a2,11a3,11a4のそれぞれに対して1つずつ設置し、複数条の転動体転走面に対して複数のレーザヘッドから同時にレーザ光を照射する。また、複数のレーザヘッド31a,31b,31c,31dのそれぞれから照射されるレーザ光の照射条件を各レーザヘッドごとに設定することで、焼入れされた複数条の転動体転走面11a1,11a2,11a3,11a4のすべてがほぼ同一の品質を有するようになる。
(もっと読む)
転動溝付き軸部品
【課題】密着力が高く、運転中にはがれても異音の問題が生じない程度に極めて薄いスケールとし、曲がりの発生を低減し、高周波焼入れされた転動溝の内面がそのまま転動面として使用可能で、生産性に優れ、コスト低下が図れる転動溝付き軸部品を提供する。
【解決手段】転動体が転動する転動溝を有し、少なくとも前記転動溝の内面が高周波焼入れされた軸部品であって、前記転動溝の高周波焼入れされたままの転動溝面の表面粗さRaを1.0未満とし、焼入れ硬化層の有効硬化深さ比を0.15以上で0.45以下とし、高周波焼入れされた転動溝の内面がそのまま転動面として使用されるものである。
(もっと読む)
高炭素鋼レールの製造方法
【課題】高炭素含有のレール鋼片において、仕上げ圧延後にレール頭部表面を加速冷却し、その後、オーステナイト域まで昇温・保持し、更に加速冷却することにより、海外の貨物鉄道で使用されるレール靭性を向上させ、使用寿命を向上させる。
【解決手段】質量%で、C:0.60〜1.20%、Si:0.05〜2.00%、Mn:0.05〜2.00%を含有し、残部がFe及び不可避的不純物からなるレール圧延用鋼片を粗圧延、中間圧延、引き続いて仕上圧延を行い、A3又はAcm線〜1000℃の温度を有したレール頭部表面を、冷却速度2〜20℃/secで450〜680℃まで急冷し、その後、A3又はAcm線〜950℃の温度域まで昇温速度2〜50℃/secで温度上昇させ、その後、当該温度範囲内で1.0〜900sec保持し、さらにその後、冷却速度5〜30℃/secで450〜650℃まで加速冷却することを特徴とする高炭素鋼レールの製造方法。
(もっと読む)
水素雰囲気用転がり軸受
【課題】水素雰囲気中で使用されても長寿命な転がり軸受を提供する。
【解決手段】深溝玉軸受の内輪1及び外輪2は、炭素,ケイ素,マンガン,クロム,モリブデン,イオウ,リン,及び酸素の含有量が所定の範囲内で且つ残部が鉄及び不可避的不純物である合金鋼で構成されている。また、組織変化抵抗値が10以上である。さらに、浸炭処理又は浸炭窒化処理に続いて焼入れ及び焼戻しが施されることにより、軌道面1a,2aに硬化層が形成されている。硬化層の炭素濃度と窒素濃度との和は0.9〜1.5質量%で、残留オーステナイト量は20〜45体積%である。軌道面1a,2aの表面硬さはHv700〜780で、芯部の硬さはHv550以下である。軌道面1a,2aから100μm内側の深さ位置における周方向の圧縮残留応力は、100〜500MPaである。軌道面1a,2aの軸方向の粗さ曲線の最大山高さRpが0.2μm以下である。
(もっと読む)
冷却装置
【課題】冷却水等といった冷却液を放出するための穴を改善することにより、少量の冷却液で対象物を効率良く冷却することができる高周波焼入れ装置を提供する。
【解決手段】鋼管7に対して相対的に移動可能であり鋼管7に対向する面に複数のノズル11を支持したジャケット8と、複数のノズル11に冷却水を供給する給水装置9とを有する冷却装置2である。複数のノズル11のそれぞれは、外被管の内部に螺旋形状部材を配置することによって形成されている。外被管の先端に冷却水の出口穴が設けられ、他端には冷却水の入口穴が設けられる。出口穴の直径は螺旋形状部材の外径よりも小さくなっている。給水装置9によってジャケット8の内部に供給された冷却水はノズル11の内部へ入り、螺旋形状部材によって螺旋運動を付与された後、ノズル11の出口穴から錐状に広がって放出され、鋼管7に当って鋼管7を冷却する。
(もっと読む)
異物環境下での転動疲労特性に優れた軸受部品の製造方法
【課題】特に異物環境下での転動疲労寿命の大幅な向上を実現する方途について提案する。
【解決手段】C:0.7%〜1.3%、Si:0.1〜0.8%、Mn:0.2〜1.2%、P:0.025%以下、S:0.02%以下、Ti:0.01〜0.03%、Al:0.1%以下、Cr:0.9%〜1.8%、Mo:0.3%以下、N:0.005%以下およびO:0.003%以下を、0.005+3.42×N[質量%]≦Ti[質量%]を含有し、残部Fe及び不可避的不純物からなる鋼材に、浸炭窒化−焼入れ処理を行ったのち、高周波焼戻しを行い、その後の成形加工において、硬さの向上代がビッカース硬さで20ポイント以上の加工を少なくとも鋼材の表層部分に加えた後、該表層部分に高周波焼入れし、焼戻しを行う。
(もっと読む)
141 - 160 / 799
[ Back to top ]