
Fターム[4K042BA03]の内容
Fターム[4K042BA03]に分類される特許
61 - 80 / 799
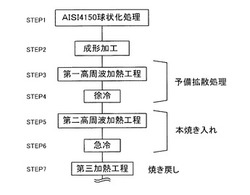
高周波焼き入れ方法及び鉄鋼を素材とする製品の製造方法
【課題】成形が容易な素材を使用し、表面の硬度が高く、かつ内部の靱性に優れた高周波焼き入れ方法の開発を課題とする。
【解決手段】歯車1は、切削性を考慮して鉄鋼製部品材料が球状化処理されている。最初に歯車1を第一高周波加熱工程にかける。第一高周波加熱工程では、高周波発振機10の発振周波数を高く設定する。次に誘導加熱コイル7に前回よりも低い周波数の高周波交流を通電し、歯車1を第二高周波加熱工程にかける。その結果、先に第一高周波加熱工程で昇温された表面領域は、残っていた球状炭化物が消失し、球状炭化物が略完全に消失したオーステナイト組織となる。一方、それよりも深い領域は、球状炭化物を含むオーステナイト組織となる。歯車1を急冷すると、表面の再加熱領域は、球状炭化物が残存しないマルテンサイト組織に変態する。第二高周波加熱工程で初めて加熱された領域は、球状炭化物を含むマルテンサイト組織に変態する。
(もっと読む)
高周波加熱装置

【課題】誘導加熱時に加熱導体と被加熱物とを所定間隔に保つスペーサの摩耗が、所定以上進んだことを検出することができる高周波加熱装置を提供することである。
【解決手段】被加熱物4を高周波誘導加熱する際に、高周波電流が供給される加熱導体7と被加熱物4とを所定間隔に保つスペーサ21〜23を備え、スペーサ21〜23を被加熱物に押圧することにより加熱導体7と被加熱物4の間隔を所定間隔に保つ高周波加熱装置10であって、スペーサ21〜23は、加熱導体7の被加熱物4と対向する部位よりも被加熱物配置側に突出する突出部30を有しており、前記突出部30の所定位置にセンサ32aを設け、前記センサ32aは被加熱物4が前記所定位置に達したことを検出する。
(もっと読む)
軸状部材の高周波焼入装置
【課題】軸方向を上下方向に配置した金属製の軸状部材を上下で支持し、該軸状部材の径方向を囲繞したコイルと軸状部材の相対的高さ位置を変更可能に構成した軸状部材の高周波焼入装置において、高周波焼入による軸状部材の熱伸びを吸収し、該熱伸びによる軸状部材の歪みの発生を抑制する。
【解決手段】
リアアクスルシャフト等の金属製の軸状部材を軸方向を上下方向に配置し、該軸状部材の上部を上主軸で支持するとともに、下部を下主軸で支持し、前記軸状部材の径方向を囲繞し高周波電流を流すことが可能なコイルと前記軸状部材を冷却する冷却手段とを設け、前記コイルと前記軸状部材の少なくとも一方を上下方向即ち軸状部材の軸方向に移動して上下方向の相対的位置を変化可能とするとともに、前記上主軸を前記軸状部材の熱伸びに追従して上方向に移動可能とした。
(もっと読む)
軸状部材の高周波焼入装置
【課題】金属製の軸状部材の両端をそれぞれ主軸によって支持し、前記軸状部材の径方向を囲繞したコイルと前記軸状部材の軸方向の相対的位置を変更可能に構成した軸状部材の高周波焼入装置において、その軸方向端部が軸方向中間部と比較してより加熱されることを防止し、高周波焼入の斑が発生することを防止する。
【解決手段】リアアスクルシャフト等の金属製の両端をそれぞれ支持する2つの主軸と、前記軸状部材の径方向を囲繞し高周波電流を流すことが可能なコイルを設け、前記軸状部材と前記コイルの少なくとも一方を前記軸状部材の軸方向に移動して該軸方向の相対的位置を変化可能とするとともに、前記主軸の少なくとも一方に磁界を吸収可能な材料で形成されたスリーブを取り付けた。なお、前記スリーブは前記軸状部材の軸方向に移動可能に前記主軸に取り付けられている。
(もっと読む)
冷鍛窒化用鋼、冷鍛窒化用鋼材および冷鍛窒化部品
【課題】冷間鍛造性と冷間鍛造後の被削性に優れ、冷鍛窒化部品に高い芯部硬さ、高い表面硬さ及び深い有効硬化層深さを具備できる冷鍛窒化用鋼の提供。
【解決手段】C:0.01〜0.15%、Si≦0.35%、Mn:0.10〜0.90%、P≦0.030%、S≦0.030%、Cr:0.50〜2.0%、V:0.10〜0.50、Al:0.01〜0.10%、N≦0.0080%及びO≦0.0030%を含有し、残部はFeおよび不純物からなり、〔399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160〕、〔20≦(669.3×logeC−1959.6×logeN−6983.3)×(0.067×Mo+0.147×V)≦80〕、〔140×Cr+125×Al+235×V≧160〕及び〔90≦511×C+33×Mn+56×Cu+15×Ni+36×Cr+5×Mo+134×V≦170〕である化学組成を有する冷鍛窒化用鋼。Feの一部に代えて、特定量のMo、Cu、Ni、Ti、Nb、Zr、Pb、Ca、Bi、Te、Se、Sbのうちの1種以上の元素を含有してもよい。
(もっと読む)
高周波焼入装置
【課題】軸方向を上下方向に配置した金属性の軸状部材を上下で支持し、該軸状部材を囲繞したコイルと軸状部材に冷却水を供給する冷却水供給手段との一体物を上下方向に移動する高周波焼入装置において、前記一体物の下降時に前記一体物と前記軸状部材を下方で支持する支持部材との衝突による破損の可能性を低減する。
【解決手段】
リアアクスルシャフト等の金属性の軸状部材を軸方向を上下方向に配置し、該軸状部材の上部を上主軸で支持するとともに、下部を主軸台に上向きに支持された下主軸で支持し、前記軸状部材を囲繞し高周波電流を流すことが可能なコイルと前記軸状部材に冷却水を供給可能な冷却水供給手段との一体化物を前記コイルが前記軸状部材を囲繞したまま上下方向に移動可能に設け、前記一体物が下降したときに前記コイルと接触可能な位置に導電性を有する弾性体を前記主軸台に設けた。
(もっと読む)
硬化層形成方法および硬化層形成装置
【課題】ねじ部を有する小物部品を大量に一括して処理し、安定かつ均一な硬化層を形成することが可能な硬化層形成方法、およびこの方法に用いられる硬化層形成装置を提供する。
【解決手段】 真空チャンバ2内に備えられた金属製の回転容器3内にねじ部を有する小物部品を複数個収容して減圧した後、炭素ガスおよび窒素ガスのうちの少なくともいずれか一方のガスを供給して、このガス雰囲気中で回転容器3に陰極電圧を印加してプラズマ放電を行う一方、回転容器3を回転させながら、この回転容器3近傍に備えられたヒータ5を用いて回転容器内の温度を350℃から550℃の範囲内に加熱することにより、前記小物部品の表面に硬化層を形成する。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
耐ピッチング性に優れた浸炭窒化鋼部品
【課題】高価なMoを添加しないで、高い表面硬度を有するとともに、耐ピッチング性に優れた浸炭窒化鋼部品を提供する。
【解決手段】質量%で、C:0.1〜0.3%、Si:0.05〜2.0%、Mn:1.5〜3.0%、P:0.03%以下、S:0.001〜0.15%、Cr:0.5%以下(0%を含む)、N:0.001〜0.03%、Al:0.001〜0.3%を含有し、O:0.005%以下に制限し、残部が鉄と不可避的不純物よりなる鋼からなり、(x)浸炭窒化処理を施した後に焼入れ処理を施した表面硬化層を有し、(y)表面から0.1mmまでにおいて、C量[Cs]が0.1〜1.0%、N量[Ns]が0.3〜2.0%で、かつ、(z)下記式で定義するR値が0.6〜1.1%であることを特徴とする耐ピッチング性に優れた浸炭窒化鋼部品。R値=[Cs]+0.3[Ns]−0.29×Cr(Cr:鋼のCr量(%))。
(もっと読む)
外側継手部材および等速自在継手
【課題】表面硬度を下げることなく、捩り強度向上を図ることができるトルク伝達用軸部品、このようなトルク伝達用軸部品を用いた外側継手部材、このような外側継手部材を用いた等速自在継手、及び、このような等速自在継手を用いたドライブシャフトアッセンブリを提案する。
【解決手段】トルク伝達用軸部品はS47C〜S58C相当材を用い、剪断型破壊になるように、硬度が変化する勾配区間を調整した。トルク伝達用軸部品が、マウス部3とマウス部3の底壁3aから突設されるステム部4とを備えた外側継手部材10である。
(もっと読む)
鋼材製機械部品の製造方法
【課題】鋼材(鋼板)から塑性加工および焼入れ加工を経て製造する機械部品の製造方法において、鋼材として安価な低炭素鋼を用いて所定部位のみ高硬度・高靭性を付与できる鋼材製機械部品の製造方法を提供すること。
【解決手段】低炭素鋼材から所定部品形状に塑性加工で調製した鋼材加工品(ワーク)を、焼入れ工程を経て製造する機械部品の製造方法。
1)ワークに対して、窒化ガスを用いて、深さ10μmの窒素濃度:1.5質量%以下で、且つ、深さ50μmの窒素濃度:0.10質量%以上の浸窒層を得る浸窒処理工程、および、
2)浸窒処理工程後のワークを、所要部位にのみ高周波により加熱してオーステナイト化後、時間をおかず急冷してマルテンサイト化する高周波焼入れ工程、
の各工程を含む。
(もっと読む)
転がり軸受の保持器
【課題】低炭素鋼を用いて保持器の形状にした後に、浸炭窒化法により表面を硬化させて得られる転がり軸受用保持器として、優れた耐摩耗性を有し、高速回転され且つ負荷容量が高い転がり軸受用に好適なものを提供する。
【解決手段】炭素(C)含有率が0.05質量%以上0.30質量%以下、珪素(Si)含有率が0.15質量%以上2.0質量%以下、マンガン(Mn)含有率が0.30質量%以上2.0質量%以下の合金鋼からなる素材を保持器の形状に加工した後に、浸炭窒化、焼入れ、焼戻しを施す。これにより、表面から1μmの深さまでの範囲で、窒素(N)の含有率を0.3質量%以上1.0質量%以下とし、炭素と窒素の合計含有率を0.6質量%以上1.8質量%以下とする。表面から100μmの深さまでの範囲で、Si,Mn系窒化物とSi,Mn系炭窒化物の単位面積当りの存在率を合計で0.5面積%以上5.0面積%以下とし、硬さをHv600以上とする。
(もっと読む)
高周波焼入れ用鋼及びそれを用いて製造されるクランクシャフト
【課題】高周波焼入れ後の焼戻しを省略しても、割れが発生しにくく、かつ、優れた硬度及び耐焼き付き性を有する、高周波焼入れ用鋼を提供する。
【解決手段】
本実施の形態による高周波焼入れ用鋼は、質量%で、C:0.20〜0.34%、Si:0.20%以下、Mn:0.75〜2.0%、P:0.03%以下、S:0.20%以下、Cr:0.05〜1.2%、Ti:0.002%以上0.030%未満、Al:0.005〜0.04%、N:0.0040〜0.020%を含有し、残部はFe及び不純物からなり、式(1)を満たす。
1.20≦Mn+Cr≦2.10 (1)
ここで、式(1)中の各元素記号には、各元素の含有量(質量%)が代入される。
(もっと読む)
衝撃吸収部材
【課題】自動車のフロントサイドメンバやリアサイドメンバ等に利用可能な、圧潰することで衝突エネルギーを吸収する衝撃吸収部材部材において、鋼板を薄くしながら、可及的に高い衝突エネルギーを吸収できる効果的な部分熱処理方法を提供すること。
【解決手段】熱処理方法において、構造部材の衝突変形挙動を有限要素法を用いて数値解析し、前記数値解析結果から、相当塑性ひずみが所定値以上となる要素を抽出し、前記構造部材の変形前の前記抽出した要素の座標値を求め、該座標値に対してクラスター解析を行い、前記抽出された要素を1または複数のクラスターに分類し、前記1または複数のクラスター内において前記要素の各々を結ぶ線分のうち、最長となる線分を抽出し、該線分に沿ってレーザー焼入れを行うようにした。
(もっと読む)
冷延及び焼入れされたストリップ鋼製品
【課題】本開示の目的は、コーターブレード、ドクターブレード、及びクレープブレードなどの高摩耗用途に好適なストリップ鋼製品を提供することである。
【解決手段】本発明は、質量%で、以下の組成:C:0.4〜0.8、Si:0.4〜1.2、Mn:0.2〜0.55、Cr:3.5〜4.5、W:1.5〜4.0、Mo:1.0〜1.8、残部Fe及び通常存在する不純物を有する鋼からなるストリップ鋼製品に関する。ストリップ鋼製品は、好ましくは、コーターブレード、ドクターブレード、及びクレープブレードなどの印刷及び製紙ブレードに利用される。
(もっと読む)
高強度ばねとその製造方法
【課題】従来の技術と比較して、より高強度のばねを提供する技術を提供する。
【解決手段】 本願の高強度ばね2は、鋼材層12と、鋼材層12の表面に形成された窒化物の化合物層14とを有する。鋼材層12は、質量%で、C:0.55〜0.75、Si:1.50〜2.50、Mn:0.30〜1.00、Cr:0.80〜2.00、W:0.05〜0.30、残部が鉄および不可避的不純物を含有する。そして、鋼材層12中に析出している炭化物16の平均長さが0.12μm以下で平均幅が0.04μm以下となっている。
(もっと読む)
窒化処理機械部品の製造方法
【課題】窒化処理において、機械部品の低歪みを維持しながら、高い表層硬さと深い硬化層とを比較的短時間(数時間程度)の処理で生成する。
【解決手段】本実施の形態による製造方法は、鋼材を準備する工程と、式(1)〜式(4)により定義されるオーステナイト体積分率Fγ(T)の値が0.10≦Fγ(T)≦0.60を満たし、かつ700℃以上となる窒化処理温度T(℃)で、鋼材に対して窒化処理を行う工程と、窒化処理後、鋼材を急冷する工程とを備える。
K=44.7×Si−30×Mn−11×Cr (1)
Xα(T)=(910−T)/8394 (2)
Xγ(T)=(910+K−T)2/41209 (3)
Fγ(T)=(C−Xα)/(Xγ−Xα) (4)
ここで、式(1)及び式(4)中の元素記号は、その元素の質量%での含有量を表す。
(もっと読む)
レールの溶接部の後熱処理方法
【課題】 レールのフラッシュバット溶接において、ダイバーンにより生じたマルテンサイトを後熱処理により無害化し、溶接部に損傷を生じにくくした。
【解決手段】レール使用時にフラッシュバット溶接部の接合面から100mm〜200mm離れた頭部表面に損傷が生じたり、レール底面から疲労亀裂が発生することがある。これらの損傷の起点部には熱影響部が存在し、マルテンサイト組織が発生していることを把握した。レールの定置式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール頭頂部表面を250℃以上600℃以下に再加熱し、溶接時に電極が装着されていたレール足裏面表面を250℃以上、固相線温度以下に再加熱する。また、レールの可動式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール柱部表面を250℃以上、固相線温度以下に再加熱する。
(もっと読む)
転がり軸受および軸受材料
【課題】低コストで、耐食性に優れ、しかも高精度で静粛性に優れ、量産に適した転がり軸受を提供する。
【解決手段】転動体3を高炭素クロム軸受鋼(SUJ2)とし、外輪1、内輪2の少なくとも一方を、組成が重量比で、C:0.6〜0.75%、Si:1%以下、Mn:1%以下、P:0.03%以下、S:0.02%以下、Cr:11.5〜13.5%、Mo:0.3%以下、V:0.15%以下、Ti:15PPM以下、O:15PPM以下、残部がFeおよび不可避的に混入する不純物で、硬度がHRC9〜HRC29で、共晶炭化物の径が20μm以下としたマルテンサイト系ステンレス鋼を加工し、転動溝1a,2aを切削加工した後、焼き入れ熱処理によって硬度をHRC58以上とし、転動溝1a,2aを研磨加工して仕上げたものとする。
(もっと読む)
複合磁性体およびその製造方法、複合磁性体を用いた運動案内装置
【課題】高硬度でありながらも磁性/非磁性が共存した複合磁性体を製造する。また、複合磁性体を転がり摺動部材に適用することで、従来にはない機能を有する運動案内装置を提供する。
【解決手段】この複合磁性体の製造方法では、非磁性体であるオーステナイト系ステンレスに対して、低温窒化処理を行うことで非磁性を維持したまま拡張オーステナイトを生成させるS相生成工程と、拡張オーステナイトが生成された非磁性体であるオーステナイト系ステンレスにおける磁性を付与しようとする所望の箇所に対して加熱処理を行うことで、非磁性体であるオーステナイト系ステンレスに対して部分的な磁性領域を形成する部分磁化工程とを含む処理を実行する。S相生成工程では、処理温度450℃以下で低温窒化処理が施され、部分磁化工程では、500℃以上の加熱温度で加熱処理が行われる。
(もっと読む)
61 - 80 / 799
[ Back to top ]