
Fターム[4K042BA03]の内容
Fターム[4K042BA03]に分類される特許
121 - 140 / 799
軌道輪の製造方法、軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、0.43〜0.65%の炭素と、0.15〜0.35%の珪素と、0.60〜1.10%のマンガンと、0.30〜1.20%のクロムと、0.15〜0.75%のモリブデンとを含有し、残部鉄および不純物からなる鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。
(もっと読む)
静的ねじり強度に優れたドライブシャフト用電縫鋼管およびその製造方法
【課題】自動車用部品、特に、静的ねじり強度特性が要求され、電縫鋼管を冷間加工して所定の形状に成形し、高周波焼き入れを施して中空部品としたドライブシャフト用電縫鋼管において、静的ねじり強度に優れたドライブシャフト用電縫鋼管およびその製造方法を提供する。
【解決手段】鋼成分が、質量%で、C:0.25〜0.55%、Si:0.35%以下、Mn:0.600〜1.50%、Al:0.001〜0.060%、O:0.0001〜0.0050%、S:0.0025%以下、P:0.010%以下、N:0.005%以下、B:0.0003%未満を含有し、残部Fe及び不可避不純物からなる電縫鋼管であって、当該電縫鋼管の管軸方向に垂直の断面の最小硬度(Hv)と、当該断面の旧オーステナイト粒度番号(GS)との関係が、次式{0.25Hv−65GS+500>0}を満足する。
(もっと読む)
高硬度で高靭性の鉄ベース合金及びその製造方法

本開示の態様は、高硬度を示し、軍事用装甲材用途に好適なレベルの弾道性能を付与する、亀裂伝搬の少ない又はない有利なレベルの多ヒット弾道抵抗性を示す低合金鋼に関する。本開示に係る鋼の種々の実施形態は、550BHNを超える硬度を有し、従来の軍事規格に比べて高レベルの弾道貫通抵抗性を示す。 (もっと読む)
改良された磨耗表面のピンジョイントコンポーネント
本開示は、改良された磨耗表面を有するピンジョイントアセンブリのためのピンジョイントコンポーネントに対する。特には、スラストリング、へり、およびその他の近接する磨耗コンポーネントと接合するピンジョイントコンポーネントの部分に対する。ピンジョイントコンポーネントは、素材をピンジョイントコンポーネントの磨耗表面から除去し、被覆素材に置き換えることで形成される第1の処理領域を備える。この操作の前に、第2の処理領域が、第1の処理領域と異なるピンジョイントコンポーネントの部分から素材を除去し、その上に窒化処理を施すことにより形成される。  (もっと読む)
(もっと読む)
転がり摺動部材の製造方法
【課題】300℃程度の高温までの広い温度範囲において、良好な転動疲労寿命を確保するのに十分な表面硬さを示す転がり摺動部材を低コストで得ることができる、転がり摺動部材の製造方法を提供する。
【解決手段】3.2〜5.0質量%のCrと、0.05質量%以上0.5質量%未満のVとを含有する鋼材から得られる素形材に浸炭窒化処理、250℃を超え、300℃以下の温度で加熱する焼もどし処理及び仕上げ加工を施す。
これにより、表面から50μmの深さの位置でのビッカース硬さを740以上、表面から10μmまでの範囲の表面層の炭素含有量を1.1〜1.6質量%、表面から10μmまでの範囲の表面層の窒素含有量を0.1〜1.0質量%、表面から10μmまでの範囲の表面層にバナジウム窒化物からなる粒径0.2〜2μmの粒子および/またはバナジウム炭窒化物からなる粒径0.2〜2μmの粒子を存在させ、表面から10μmまでの範囲の表面層の前記粒子の面積率を1〜10%とする。
(もっと読む)
腐食疲労強度に優れるばね用鋼、及びばね
【課題】高い強度を確保しつつ、良好な腐食疲労強度を発揮するばね用鋼を提供する。
【解決手段】焼入れ焼戻しマルテンサイトを含むばね用鋼であって、前記鋼中に含まれるSi量が、質量%で、鋼全体の2.1%以上2.4%以下、C量が0.35%以上0.55%以下、Mn量が0.20%以上1.50%以下、Cr量が0.10%以上1.50%以下を含み、さらに、Ni量が0.40%以上3.00%以下,Mo量が0.05%以上0.50%以下およびV量が0.05%以上0.50%以下からなる群から選択される1種又は2種以上の元素を含み,残部がFe及び不可避不純物からなる。
(もっと読む)
鋳鉄鋳造部品およびその製造方法
【課題】製造コストを上げることなく、高い強度、強靭性および耐摩耗性を有する鋳鉄のクランクシャフトを提供する。
【解決手段】本発明は、鋳鉄鋳造部品、特に、オースフェライトからできている第一層(3)、およびオースフェライトとトルースタイトからできている内部(5)に隣接する第二層(4)を有するクランクシャフト(1)に関する。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】所望の品質を付与しつつ、浸炭窒化処理におけるRXガスの流量を低減することによりCO2の排出量を抑制することを可能とする鋼の熱処理方法、機械部品の製造方法および機械部品を提供する。
【解決手段】バッチ式の熱処理炉を用いた鋼の熱処理方法は、熱処理炉の扉を開け、高炭素クロム軸受鋼からなる被処理物を炉内に装入する工程と、扉を閉じる工程と、炉内にRXガスを供給しつつA1点以上の温度である熱処理温度に炉内の雰囲気を加熱して、雰囲気のカーボンポテンシャル値を予め決定された値に調整する工程と、被処理物が熱処理温度に加熱されることにより、被処理物が浸炭窒化される工程とを備えている。そして、被処理物が浸炭窒化される工程では、ガス置換回数が0.05以上0.78未満となるように、炉内にRXガスが供給される。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および熱処理炉
【課題】CO2ガスの排出量を低減するとともに、CO2ガスを吸収する吸収剤からのCO2ガスの放出に必要なエネルギーコストを低減し、かつ新たなCO2の生成を抑制することが可能な鋼の熱処理方法、機械部品の製造方法および熱処理炉を提供する。
【解決手段】鋼の熱処理方法は、被処理物が加熱室内において加熱される工程(S20)と、加熱室からCOを含む排ガスが排出される工程(S40)と、排ガスが燃焼することにより、CO2を含む燃焼排ガスが生成する工程(S50)と、燃焼エネルギーが回収される工程(S60)と、燃焼排ガス中のCO2が化学吸収により吸収剤に吸収される工程(S70)と、吸収剤からCO2が放出される工程(S80)と、放出されたCO2が回収される工程(S90)とを備え、回収された燃焼エネルギーは、吸収剤からの二酸化炭素の放出に用いられる。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】所望の品質を付与しつつ、光輝焼入処理におけるRXガスの流量を低減することによりCO2の排出量を抑制することを可能とする鋼の熱処理方法、機械部品の製造方法および機械部品を提供する。
【解決手段】バッチ式の熱処理炉を用いた鋼の熱処理方法は、熱処理炉の扉を開け、高炭素クロム軸受鋼からなる被処理物を炉内に装入する工程と、扉を閉じる工程と、RXガスを供給しつつA1点以上の温度である熱処理温度に炉内の雰囲気を加熱して、雰囲気のカーボンポテンシャル値を予め決定された値に調整する工程と、脱炭が抑制されつつ被処理物が上記熱処理温度に加熱される工程と、A1点以上の温度からMS点以下の温度に冷却されることにより、被処理物が焼入硬化される工程とを備えている。そして、上記熱処理温度に加熱される工程では、ガス置換回数が0.78未満となるように炉内にRXガスが供給される。
(もっと読む)
低サイクル疲労特性に優れた浸炭焼入れ鋼材及び浸炭焼入れ部品
【課題】低サイクル疲労特性に優れた浸炭焼入れ鋼材を提供する。
【解決手段】ジョミニ試験における焼入れ端より13mmの位置での硬さが、60×C0.5−5(HRC)以上であり、A=(Mo+0.227Ni+190B−0.087Si−17.2P−2.74V−7.18Cs−0.00955Hs+0.0344Nγ)及びB=(t×(Hcore)2)が、A−0.00000293×B≧14の関係を有することを特徴とする。ただし、Hcore;芯部硬さ、t;有効硬化層深さ、r;破損部位の半径または破損部位の肉厚の半分、Cs;表層の浸炭濃度(質量%)、Hs;表面硬さ(HV)、Nγ;浸炭層の旧オーステナイト結晶粒度である。
(もっと読む)
耐摩耗性チェーン
【課題】硬度の高い水素フリーDLCを密着性よくピンの表面にコーティングし耐摩耗性を格段に向上させた耐摩耗性チェーンを提供すること。
【解決手段】複数のリンクプレートがピンによって交互に屈曲可能に連結されてなる耐摩耗性チェーンにおいて、ピンが母材上に拡散浸透法により形成された炭化物被膜を有すると共に炭化物被膜上にDLC被膜を有していることにより、上記課題を解決する。
(もっと読む)
ワークピースを硬化する方法及び装置、並びに該方法により硬化されたワークピース
本発明は、ワークピースを熱処理するための方法及び装置に関し、該装置は、冷却室及び、ワークピースが加熱装置の直接熱放射により950から1200℃に加熱される2つ以上の浸炭室を備える。 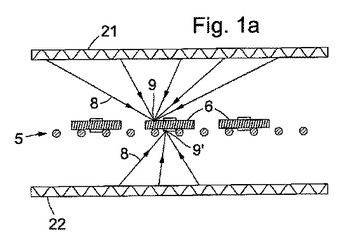 (もっと読む)
(もっと読む)
調質型軟窒化部品
【課題】優れた曲げ矯正性と高い疲労強度を有する調質型軟窒化部品の提供。
【解決手段】生地の鋼材が、質量%でC:0.25〜0.40%、Si:0.10〜0.35%、Mn:0.60〜1.0%、P:0.08%以下、S:0.10%以下、Al:0.05%以下、Cr:0.30〜1.10%およびN:0.0030〜0.0250%を含有し、残部がFeおよび不純物からなる調質型軟窒化部品であって、表面から0.05mm位置のビッカース硬さが400〜600であり、かつ応力集中部の化合物層深さが5μm以下である調質型軟窒化部品。Feの一部に代えて、Cu≦1.0%、Mo≦0.3%、V≦0.3%、Ni≦0.5%、Ti≦0.020%、Ca≦0.010%のうちの1種以上を含んでもよい。
(もっと読む)
駆動ベルトのための横方向エレメント及び駆動ベルト
本発明は、駆動ベルト(3)のための鋼製の横方向エレメント(33)であって、駆動ベルト(3)が、無端の引張エレメント(31)と、2つのプーリ(1,2)の間で駆動力を伝達するために引張エレメント(31)上に摺動可能に設けられた複数の横方向エレメント(33)とを有している横方向エレンメントに関する。本発明によれば、横方向エレメントは、耐摩耗性を最適化するために、接触面(35)から少なくとも100ミクロン(μm)の範囲内で、25体積パーセントよりも多いオーステナイト相を含む微細構造を有している。  (もっと読む)
(もっと読む)
焼入れ鉄鋼部材の複合熱処理方法及び焼入れ鉄鋼部材
【課題】鉄鋼基材の表面に形成する窒素化合物層に2GPaを超える高面圧が作用しても窒素化合物層の鋼素地に対する剥離強度が大きく,摺動性に優れ,磨耗に強く,焼き付き抵抗性が高い特性を有する窒素化合物層による効果を十分に生かすことができる焼入れ鉄鋼部材の製造方法及び焼入れ鉄鋼部材を提供する。
【解決手段】窒化処理と高周波焼入れとを組み合わせた焼入れ鉄鋼部材の複合熱処理及び焼入れ鉄鋼部材である。窒化処理で鉄鋼基材1の表面に窒素化合物層2を形成し、窒素化合物層2に覆われた鉄鋼基材1の表層部1aに窒素を拡散浸透させ、焼入れ雰囲気がアンモニアガス雰囲気,真空中,低酸素雰囲気等とする高周波焼入れにより、焼入れ後に酸化されていない窒素化合物層2を1μm以上残存させ、かつ鉄鋼基材1の表層部1aに窒素を含有した微細マルテンサイト組織を含む硬化層として200μm以上の有効硬化層深さを付与する。
(もっと読む)
高周波焼入れ用非調質鋼
【課題】高周波焼入れするための加熱温度が高くなった場合に生じる溶融割れを抑制することができ、しかも、クランクシャフト等の機械構造部品に高い疲労強度を具備させることが可能な、高周波焼入れ用非調質鋼の提供。
【解決手段】C:0.35〜0.45%、Si:0.30%を超えて0.70%以下、Mn:1.00〜1.50%、P≦0.030%、S:0.010〜0.035%、Cr:0.10〜0.30%、Al:0.005〜0.050%、V:0.100〜0.200%およびN:0.0040〜0.0200%を含有するとともに、〔80C2+55C+13Si+4.8Mn+30P+30S+1.5Cr〕が50以下、かつ〔C+(Si/10)+(Mn/5)−(5S/7)+(5Cr/22)+1.65V〕が0.80〜1.00の範囲であり、残部はFeおよび不純物からなる高周波焼入れ用非調質鋼。
(もっと読む)
Mo無添加で強度の優れた浸炭用鋼及びこれを用いた浸炭部品
【課題】Moを添加することなく、Cr−Mo鋼と同等以上の低サイクル疲労強度を確保可能な浸炭用鋼を提供すること。
【解決手段】質量%で、C:0.12〜0.28%、Si:0.15%以下、Mn:0.30〜1.00%、P:0.035%以下、S:0.035%以下、Cr:1.20〜2.00%、Al:0.020〜0.050%、N:0.0080〜0.0200%、B:0.0002%未満を含有し、さらにCr%−(Si%+Mn%+Cu%+Ni%+Mo%)≧0.30%を満足し、残部がFe及び不可避的不純物よりなることを特徴とするMo無添加で強度の優れた浸炭用鋼である。
(もっと読む)
高周波誘導加熱方法及び高周波誘導加熱装置
【課題】軸方向の位置によって昇温容易な部位と昇温困難な部位を有するワークを良好に加熱処理する高周波誘導加熱方法及び高周波誘導加熱装置を提供することである。
【解決手段】ワーク10を所定の焼入温度まで昇温した後に急冷する焼入工程と、その後に焼入温度よりも低い温度まで昇温した後に徐冷する再加熱工程を有し、ワークの焼入する部位の長さ及び再加熱する部位の長さに応じた全長を有し、且つ、軸方向の部位によって発生する磁力線密度が異なる部位を有する誘導加熱コイル2を使用して、焼入工程においては、発生する磁界の磁力線密度が高い部位をワーク10の昇温困難な部位10aに近接して焼入し、再加熱工程においては、焼入工程と同一の誘導加熱コイル2で熱処理すると共に、ワーク昇温の際に誘導加熱コイル2とワーク10の軸方向の相対位置を変更する。
(もっと読む)
クランクシャフトの高周波焼入れ方法及びその装置
【課題】焼入れサイクルタイムの短縮化を実現可能なクランクシャフトの高周波焼入れ方法及びその装置を提供する。
【解決手段】高周波焼入れ装置1は、クランクシャフトCの回転位相原点位置に対する回転角度を検出可能な回転角センサ4と、ジャーナル部等の表面の基準位置に対する変位量を検出可能なアブソコーダ8とを備えている。加熱コイル3に対してクランクシャフトCを軸心回りに回転させる高周波焼入れ中に検出されたクランクシャフトCの回転角度と変位量を用いるため、焼入れサイクルタイムの短縮化を図ることができる。更に、クランクシャフトCの回転角度と変位量に応じてジャーナル部等の焼入れ深さを変更するように加熱コイル3に対する加熱電力量Xを制御可能な制御ユニット9を備えたため、初期曲がりの矯正と焼入れ曲がりの矯正を高周波焼入れ中に行うことができ、精度の良い高強度のクランクシャフトを得ることができる。
(もっと読む)
121 - 140 / 799
[ Back to top ]