
Fターム[4K042DA01]の内容
Fターム[4K042DA01]に分類される特許
81 - 100 / 1,457
鋼製歯車およびその製造方法
【課題】従来より高い寸法精度を有する鋼製歯車を提供する。
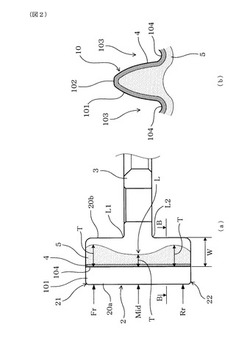
【解決手段】鋼製歯車1は、外周面20aに歯形10が形成された外周リング部2、内周面20bから内方に延設されたフランジ部3を有する。外周リング部2は、フランジ部3との連結部Lよりも軸方向一方側に突出する第1突出部21、他方側に突出する第2突出部22を備える。第1突出部21と第2突出部22の軸方向長さは略同等である。外周リング部2には、歯形10の表層の浸炭層4と、浸炭層4を含み外周面20aから内方に向かう深さが浸炭層4の深さよりも深い領域であって高周波誘導加熱によりオーステナイトになるまで加熱された履歴を有する熱履歴層5とが形成されている。歯底104から内方に向かう熱履歴層5の深さTは、フランジ部3との連結部Lよりも第1突出部21及び第2突出部22の方が深く、第1突出部21と第2突出部22とにおいて略同等である。
(もっと読む)
合金鋼製ドリル

【課題】長期間の使用にわたって、すぐれた耐摩耗性を発揮する合金鋼製ドリル、表面被覆合金鋼製ドリルを提供する。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、Co:10.0〜15.0%(好ましくは、C+Si+Cr+Co:25.0〜35.0%)、WおよびMoのうちの1種または2種の合計:9.0〜11.0%、V:1.5〜2.5%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を有する合金鋼で工具基体を構成した合金鋼製ドリル、表面被覆合金鋼製ドリル。
(もっと読む)
浸炭部材、浸炭部材用鋼および浸炭部材の製造方法
【課題】大幅なコストアップを伴うことなく耐摩耗性を向上させることが可能な浸炭部材、これの半製品である浸炭部材用鋼、浸炭部材の製造方法を提供する。
【解決手段】化学成分が、質量%で、C:0.10〜0.30%、Si:0.50〜2.00%、Mn:0.30〜1.50%、P:0.035%以下、S:0.035%以下、Cr:1.35〜3.00%、Al:0.020〜0.060%、および、N:0.0080〜0.0250%を含有し、残部がFeおよび不可避不純物よりなり、摺動面は、浸炭異常層がなく、表面炭素濃度が0.7〜0.9質量%の範囲内にあり、最表面からの深さ50μmまでにおける組織のトルースタイト面積率が1%以下である浸炭部材とする。浸炭処理工程の浸炭期におけるカーボンポテンシャルは1.3%以上とする。
(もっと読む)
プレス成形鋼板の製造方法およびその製造設備列
【課題】本発明は、加熱装置の密閉度を増すことにより、加熱装置内の不活性ガス雰囲気を保ち、スケールの生成を抑制することを目的とする。
【解決手段】鋼板コイルを巻戻す工程と、巻戻された鋼板の搬送ライン上で、プレス成形する工程とを有するプレス成形鋼板の製造方法であって、
前記プレス成形する工程を行う前に、巻戻された前記鋼板を不活性ガス雰囲気下で加熱する工程を行うことを特徴とするプレス成形鋼板の製造方法。
(もっと読む)
プラネタリーギヤ装置
【課題】内輪部材の長寿命化と、ころの摩耗や焼き付き防止とを共に実現するプラネタリーギヤ装置を提供する。
【解決手段】下記(a)〜(d)の条件を満足するニードルローラ16を有するプラネタリーギヤ装置10である。(a)Siの含有率が0.3〜2.2質量%、Mnの含有率が0.3〜2.0質量%であり、且つSiの含有量とMnの含有量との比(Si/Mn)が5以下の合金鋼で構成されている。(b)浸炭窒化処理もしくは窒化処理により、表面の窒素濃度が0.2〜2.0質量%であり、Si・Mn系窒化物の面積率が1%以上10%未満である。(c)面積375μm2中の0.05μm以上1μm以下のSi・Mn系窒化物の個数が100個以上である。(d)表面硬さが750Hv以上、表面の残留オーステナイト率が5体積%以上45体積%以下である。
(もっと読む)
低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ厚肉鋼管
【課題】炭素鋼および、それから厚肉の管(約35mm以上の肉厚)を製造する方法を提供する。
【解決手段】一つの態様において、約15もしくは20μmを超え、約100μm未満の平均プライアーオーステナイト粒度を生成する鋼組成物が加工される。この組成物に基づいて、フェライト、高ベイナイトまたは粒状ベイナイトの実質的形成を伴わずに、約50容量%以上のマルテンサイトおよび約50容量%以下の低ベイナイトの微細組織を提供する焼き入れ手順が決定された。焼き入れ後、管を焼き戻しにかけることができる。焼き入れおよび焼き戻しされた管の降伏強さは約450MPaまたは485MPa超であることができ、そして機械的特性の測定値および硫化物応力腐食亀裂に対する抵抗は、450MPa等級と485MPa等級に適する焼き入れおよび焼き戻し管を見いだす。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法
【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管
【課題】低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管を提供する。
【解決手段】鋼組成を特定範囲とし、フェライト、高ベイナイトまたは粒状ベイナイトの実質的形成を伴わずに、約60容量%以上で約40容量%以下の低ベイナイトの微細組織が得られる焼き入れし、焼き入れ後、管を焼き戻しすることを特徴とする。
(もっと読む)
継目無鋼管およびその製造方法
【課題】クレーンのブーム等の機械構造部材に特に好適な、高強度と高靭性を有する肉厚が30mmを超える厚肉継目無鋼管を提供する。
【解決手段】質量%で、C:0.10〜0.20%、Si:0.05〜1.0%、Mn:0.05〜1.2%、Cr:0.50〜1.50%、Mo:0.50〜1.50%、Nb:0.002〜0.10%%、Al:0.005〜0.10%、並びにTi:0.003〜0.050%およびV:0.01〜0.20%の1種または2種を含有し、残部はFeおよび不純物からなり、不純物中のNiが0.10%未満、Cuが0.20%以下、Pが0.025%以下、Sが0.005%以下、Nが0.007%以下、Bが0.0003%未満である低合金鋼からなり、引張強度950MPa以上、降伏強度850MPa以上であって、−40℃でのシャルピー吸収エネルギーが60J以上であり、肉厚が30mm超である継目無鋼管およびその製造方法。
(もっと読む)
加熱装置、熱処理装置及び加熱方法
【課題】簡素な構成で汎用性が高く、大きなワークでも精度よく加熱可能な加熱装置、熱処理装置及び加熱方法を提供する。
【解決手段】環形状のワークWを載置するワーク支持部110と、ワーク支持部110に載置したワークWを環形状に沿って回転させる回転駆動部30と、ワークWを加熱する加熱部450とを備えた熱処理装置であり、ワーク支持部110は円周方向に配列した複数の回転ローラ112を備え、回転駆動部30は複数の回転ローラ112を回転駆動し、加熱部450は、ワーク支持部110上の加熱位置P3でワークWを誘導加熱する加熱コイル451と、加熱位置P3でワークWに対して加熱コイル451を変位させる変位手段460とを備え、変位手段460はワークWと加熱コイル451との間が所定の距離となるように加熱コイル451を変位させる。
(もっと読む)
レールを硬化する装置
【課題】高い動作能力で高級品質のレールを製造可能な冷却装置を提供する。
【解決手段】レール断面の少なくとも一部をレール全長にわたって冷媒中で冷却することによりレール1を硬化する装置は、少なくとも1つの位置ぎめ手段4、冷媒槽5を有する。冷媒槽5、位置ぎめ手段4のすべての保持部品40のレール基部11用締付け手段42が、レールを冷媒へ入れるため、同時に垂直に相対運動可能であり、それらのそれぞれの垂直保持位置及び保持時間が調節可能である。
(もっと読む)
加熱装置用治具、加熱装置、熱処理装置及び加熱方法
【課題】汎用性が高く、搬送時及び加熱時に載せ替えることなくワークを支持できる簡素な構成の熱処理装置用治具と、その治具を用いた加熱装置、熱処理装置及び加熱方法を提供する。
【解決手段】環形状のワークWを搬送時及び加熱時に支持するための加熱装置用治具100が、中央構造部130と、中央構造部130と連結して配置し、ワークWが中央構造部130を囲んで端面を下向きの状態でワークWを載置するワーク支持部110とを備え、ワーク支持部110は中央構造部130の周囲に周方向に配列した複数の回転ローラ112を有し、中央構造部130は、ワーク支持部110にワークWを載置した状態で吊り下げる搬送用接続手段132と、回転ローラ112を回転駆動する回転駆動機構150と、回転駆動機構150に駆動力を入力するための駆動用接続手段133と、を備え、回転駆動機構150に入力し駆動力により回転ローラ112を回転駆動することでワークWが環形状に沿って回転する。
(もっと読む)
熱処理方法、外側継手部材、及びトリポード型等速自在継手
【課題】高周波焼入れの移動焼入れでもって、大内径部に硬化層を形成することなく強度的に優れたトリポード型等速自在継手の外側継手部材を成形できる熱処理方法、このような熱処理方法で構成された外側継手部材及びトリポード型等速自在継手を提案する。
【解決手段】円周方向に向き合った案内面27と両案内面27,27間に設けられた大内径部46からなるトラック溝26が内周の三箇所に形成される外側継手部材21に対して、高周波誘導加熱コイル51が相対的に軸方向に移動する移動焼入れにて、外側継手部材21の案内面27に硬化層Sを形成するためのものである。高周波誘導加熱コイル51には、発生する磁力線を遮断する磁力線遮断体Aが配置され、磁力線遮断体Aによる磁力線遮断によって、外側継手部材21の大内径部46を未焼き部50とする。
(もっと読む)
球状化焼鈍後の加工性に優れ、かつ焼入れ・焼戻し後の耐水素疲労特性に優れる軸受鋼
【課題】水素が侵入する環境化においてもWEAの生成を効果的に抑制して、転動疲労寿命を向上させるだけでなく、素材の切削性や鍛造性などの加工性も併せて改善した、球状化焼鈍後の加工性に優れ、かつ焼入れ・焼戻し後の耐水素疲労特性に優れる軸受鋼を提供する。
【解決手段】質量%で、C:0.85〜1.10%、Si:0.30〜0.80%、Mn:0.90〜2.00%、P:0.025%以下、S:0.02%以下、Al:0.05%以下、Cr:1.8〜2.5%、Mo:0.15〜0.4%、N:0.0080%以下およびO:0.0020%以下を含み、さらにSb:0.0015%超0.0050%以下を含有し、残部はFe及び不可避的不純物からなる鋼組成とする。
(もっと読む)
自動車車体の側部構造
【課題】少なくともAピラー、Bピラー及びルーフレールサイドを備える自動車車体の側部構造を提供する。
【解決手段】サイドシルに接続されて上方へ向けて延びて存在するとともに閉断面を有する第1の部分と、該第1の部分に連続して斜め方向へ向けて延びて存在するとともに閉断面を有する第2の部分とを備えるAピラーと、該Aピラーに連続するとともにBピラーに接続し、閉断面を有するルーフレールサイドとを備える自動車車体の側部構造である。閉断面を有するとともに三次元で屈曲した形状を有し、かつ高周波焼入れ処理された軸方向に単一の部材により構成された側部補強部材が、少なくとも、前記第2の部分の内部及び、前記ルーフレールサイドの内部であって前記Bピラーとの接続部よりも後方の位置までの間に、配置される。
(もっと読む)
球状化焼鈍後の加工性に優れ、かつ焼入れ・焼戻し後の耐水素疲労特性に優れる軸受鋼
【課題】水素が侵入する環境下においてもWEAの生成を効果的に抑制して、転動疲労寿命を向上させることができ、また素材の切削性や鍛造性などの加工性も併せて改善した、球状化焼鈍後の加工性に優れ、かつ焼入れ・焼戻し後の耐水素疲労特性に優れる軸受鋼を提供する。
【解決手段】質量%で、C:0.85〜1.10%、Si:0.30〜0.80%、Mn:0.90〜2.00%、P:0.025%以下、S:0.02%以下、Al:0.05%以下、Cr:1.8〜2.5%、Mo:0.15〜0.4%、N:0.0080%以下およびO:0.0020%以下を含有し、残部はFe及び不可避的不純物からなる鋼組成とする。
(もっと読む)
耐ねじり疲労特性に優れた電縫鋼管及びその製造方法
【課題】ドライブシャフトとして必要とされる耐疲労特性を保証された、耐ねじり疲労特性に優れた電縫鋼管の製造方法を提供する。
【解決手段】母材部の組成が、C:0.25〜0.55%、Si:0.01〜1.0%、Mn:0.2〜3.0%、Al:0.1%以下、N:0.0010〜0.0100%を含み残部Fe及び不可避的不純物である電縫鋼管であって、電縫溶接部への溶接欠陥の投影面積である溶接欠陥面積が40000μm2未満であることを特徴とする耐ねじり疲労特性に優れた電縫鋼管。
(もっと読む)
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
車輪用転がり軸受装置の軸部材の製造方法
【課題】冷間鍛造後に冷間鍛造品の脱炭層を旋削加工によって除去する工程を不要とすることができ、冷間鍛造品の表面の旋削取り代を必要最小限に抑えてフランジ付き軸部材を容易に製造することができるフランジ付き軸部材の製造方法を提供する。
【解決手段】構造用炭素鋼の長尺丸棒材60が球状化焼鈍処理された後、外周面の脱炭層がピーリング加工によって除去された長尺素材61が所定長さに切断されてなる軸状素材62を準備する。軸状素材62の表面に潤滑剤を被膜処理して被膜処理済み軸状素材63を形成する。被膜処理済み軸状素材63を冷間鍛造して、軸部10と、嵌合軸部30と、フランジ部21とを一体に有する冷間鍛造品65を形成する。冷間鍛造品65の所要部分を高周波焼き入れによって部分的に焼入し、その焼入処理部分を研磨加工してフランジ付き軸部材1を形成する。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】成形後の研削や研磨を必要とする個所が熱間鍛造より比較的少ない冷間鍛造にて車輪用転がり軸受装置の軸部材を一体に成形するとともに、より高硬度の構造用炭素鋼を用いて、成形後の焼入れ焼き戻し処理をするべき個所を削減することができる車輪用転がり軸受装置の軸部材とその製造方法を提供する。
【解決手段】車輪用転がり軸受装置の軸部材1は、軸部10とフランジ部21と嵌合軸部30とを有し、軸部とフランジ部の境界部近傍に形成した内輪軌道面18に隣接する位置に隣接外周面19が形成され、軸部はフランジ部に近い側の大径軸部11と遠い側の小径軸部12を有し、大径軸部と小径軸部の段差部には内輪突き当て面12aが形成され、熱処理工程(H)では、焼入れ焼き戻し処理が行われ、小径軸部12の外周面と内輪突き当て面12aと隣接外周面19に焼入れ焼き戻し処理を行うことなく、内輪軌道面18に焼入れ焼き戻し処理を行う。
(もっと読む)
81 - 100 / 1,457
[ Back to top ]