
Fターム[4K042DB01]の内容
Fターム[4K042DB01]に分類される特許
161 - 180 / 722
高周波誘導加熱装置

【課題】コイルに付着したスケールを簡便かつ確実に除去する。
【解決手段】加熱部1に設けられたコイル3の外周側に、洗浄水4を噴射する洗浄ノズル5を設ける。この洗浄ノズル5はフレキシブルホース6及び水配管7を介して、冷却部2に冷却水8を供給する本管9に接続されている。そして、被熱処理物Pを冷却部2にて冷却する際に、冷却水8を冷却ノズル10から噴射すると、それと同じタイミングで、洗浄ノズル5から洗浄水4が噴射される。この洗浄水4の噴射は、被熱処理物Pが処理されるごとに行われるため、スケールがコイル3に固着する前にその除去が行われる。このため、少ない洗浄水4で簡便かつ確実にスケール除去作業を行うことができる。
(もっと読む)
高周波誘導加熱装置の加熱コイルの偏心駆動機構

【課題】高周波誘導加熱装置の加熱コイルの偏心量を正確に調整可能にすることである。
【解決手段】第1回転駆動手段9で回転駆動される第1カム6と、加熱コイル2を偏心回転させる第2カム7とを備え、第1カム6と第2カム7とが係合し、第2カム7と第1カム6の相対回転の許容と阻止とを切り替え可能とし、第2カム7と第1カム1の相対回転を許容した状態で、第1カム6の回転角度位置を変更することによって第2カム7の回転中心位置を変更する。誘導加熱時には、第1カム6を第2カム7と一体に回転させる。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
ラックシャフトの製造方法
【課題】ラックシャフトに焼入れを行う際の冷却に起因して生じるラックシャフトの変形を抑制することのできるラックシャフトの製造方法を提供する。
【解決手段】ステアリング装置に用いられるとともに、ピニオンシャフトと噛み合う歯面を有するラックシャフトの製造において、ラックシャフトを形成する第1工程と、ラックシャフトに焼入れを行う第2工程とを行う。また、第2工程では、ラックシャフトの歯面を加熱する第3工程と、歯面の冷却を行う第4工程と、歯面とは反対側の面である背面の冷却を行う第5工程とを行う。そして、第5工程の開始時は、前記第4工程の開始時よりも後に設定される。
(もっと読む)
高延性ダイクエンチによる高強度成形品及びその製造方法
【課題】熱間プレス部材であっても、高延性を有する高強度成形品及びその製造方法を提供する。
【解決手段】高張力鋼板をオーステナイト域に加熱し、金型内でプレス成形及び冷却して成る高強度成形品1であり、金属組織は、前オーステナイト粒界を含む全領域において炭化物2が微細分散されたマルテンサイト組織を有している。さらに、母材となる高張力鋼板の組織中の前オーステナイト粒径が10μm以下であるようにすることが好ましい。高強度成形品は、上記のマルテンサイト組織を有しているので、引張り強度が高く、且つ高い延性を有している。
(もっと読む)
鋼管の連続熱処理方法
【課題】鋼管の連続熱処理方法に関するものであり、特に油井管として用いられる拡管用の電縫鋼管のフルボディ熱処理に好適な、鋼管の連続熱処理方法を提供する。
【解決手段】鋼管の端部どうしを連結した状態で鋼管を熱処理設備に連続的に送り込み、鋼管の全体に対して冷却水による急冷を伴う熱処理を行う。鋼管の一方の端部を拡径し、その内周面にメネジを切って他の鋼管とネジ結合して連結することができる。また、鋼管の端部どうしを連結部材を介して連結することもできる。
(もっと読む)
被覆熱処理鋼材およびその製造方法
【課題】少なくとも片面にめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱した後に冷却する熱処理を行っても、自動車用部材としての塗装後の適正な耐食性を有し、熱処理に伴うスケールの発生を抑制できる被覆熱処理鋼材を提供する。
【解決手段】少なくとも一つの面にアルミニウムベース合金のめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱する熱処理を行われてなる被覆熱処理鋼材であって、熱処理を行われた部分の少なくとも一部の表面に鉄−アルミニウムが合金化された皮膜を有し、この皮膜が耐食性を有し、かつ高温で潤滑機能を確保し得る皮膜である被覆熱処理鋼材である。
(もっと読む)
被覆熱処理鋼材およびその製造方法
【課題】少なくとも片面にめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱した後に冷却する熱処理を行っても、自動車用部材としての塗装後の適正な耐食性を有し、熱処理に伴うスケールの発生を抑制できる被覆熱処理鋼材を提供する。
【解決手段】少なくとも一つの面に被覆されたアルミニウム系めっき皮膜を備える鋼材を、Ac3点以下の温度で合金化処理された鋼材の少なくとも一部を焼入れ可能温度域に加熱する熱処理を行われてなる被覆熱処理鋼材であって、熱処理を行われた部分の少なくとも一部の表面に鉄−アルミニウムが合金化された皮膜を有し、この皮膜が、耐食性を有し、かつ高温で潤滑機能を確保し得ることを特徴とする被覆熱処理鋼材である。
(もっと読む)
ヘリコイド絞り圧延機を利用したコイルバネの製造方法
本発明は、コイルバネの製造時、同一の強度を有しながらもコイルバネの重量を大幅に減らすと同時に、環境に優しくコイルバネを製造することができ、一つのコイルバネ材料を使用して様々な材料径を有するコイルバネを製造することができるヘリコイド絞り圧延機を利用したコイルバネの製造方法に関する。
本発明の一つの特徴に従ったヘリコイド絞り圧延機を利用したコイルバネの製造方法は、フリーストレイテナーによって直線状に矯正されたコイルバネ材料を表面処理装置へ供給し、コイルバネ材料の外面にショットブラスティング処理又はスカーフィング処理をする表面処理ステップ;表面処理されたコイルバネ材料を第一の加熱装置へ供給し、所定温度まで加熱する第一次加熱ステップ;第一次加熱されたコイルバネ材料をヘリコイド絞り圧延機の複数の上部圧延ローラーと下部圧延ローラーとの間に連続的に供給し、製造されるコイルバネの材料径と同一になるようにコイルバネ材料を連続的に圧延して直径を減少させる断面減少圧延ステップ;材料径が減少されたコイルバネ材料の直径を直径測定装置によって測定し、長さ測定装置によって長さを測定した後、切断装置を利用して前記コイルバネ材料を必要な長さに切断する切断ステップ;切断されたコイルバネ材料を第二の加熱装置へ供給して前記断面減少圧延ステップと材料切断ステップとを行いながら低下したコイルバネ材料の温度を補償するために所定温度まで再加熱する第二次加熱ステップ;第二次加熱されたコイルバネ材料をコイリングマシンによってコイルバネ形態に成形するコイルバネ成形ステップ;及び成形されたコイルバネを油焼き入れ処理した後、焼き戻し処理をする熱処理ステップ;を含む。  (もっと読む)
(もっと読む)
電気鋳造用マスタ、高周波誘導加熱用コイル及び自動車用動力伝達部品
【課題】マスタを用いて金属を析出させた際に、その膜厚を均一なものとする。
【解決手段】円弧部5、7と直胴部4、6を順次連結した形状のマスタ1において、その間の角部8にR加工を施す。このR加工は、角部8aが凸状である場合はこの凸部を除去し、角部8b、8cが凹状である場合はこの凹部に肉盛するようになされる。このマスタ1を鋳型を用いて成形する場合は、この鋳型に、前記R加工の形状に対応するR加工形状を形成しておき、マスタ1に前記R形状が形成されるようにする。このR加工を施すことにより、凸部に電流集中が生じて析出した金属がこぶ9状となるのを防止するとともに、凹部において膜厚不足となるのを防止することができる。このため、こぶ9を除去したり、薄膜部10の肉厚を増すためにマスタ1への通電時間を延長したりする必要がなく、その作業を簡便なものとし得る。
(もっと読む)
異物環境下での転動疲労特性に優れた軸受部品の製造方法
【課題】特に異物環境下での転動疲労寿命の大幅な向上を実現する方途について提案する。
【解決手段】質量%でC:0.7%〜1.3%、Si:0.1〜0.8%、Mn:0.2〜1.2%、P:0.025%以下、S:0.02%以下、Al:0.1%以下、Cr:0.9%〜1.8%、N:0.01%以下およびO:0.003%以下を含有し、残部Fe及び不可避的不純物からなる鋼材に、浸炭窒化深さが2mm以上となる浸炭窒化−焼入れ処理を行ったのち、高周波焼戻しを行い、その後の成形加工において、硬さの向上代がビッカース硬さで20ポイント以上の加工を少なくとも鋼材の表層部分に加えた後、該表層部分に加熱温度:820〜900℃として高周波焼入れし、さらに焼戻しを行う。
(もっと読む)
ガイドレールの曲げ方法
【課題】従来のガイドレールの曲げ方法では、ガイドレールの全体を収容できる大きさの焼入れ炉が必要とされていたため、焼入れ装置全体が大型になり、小型の焼入れ装置によってガイドレールを簡単且つ確実に製造することができなかった。
【解決手段】幅よりも厚さの薄い断面形状を有すると共に幅よりも長さの長いガイドレール1の幅方向の一側又は両側に、長さ方向に連続して焼入れを行い、その後、焼入れした状態のままガイドレール1を厚さ方向に湾曲させる。
(もっと読む)
異物環境下での転動疲労特性に優れた軸受部品の製造方法
【課題】特に異物環境下での転動疲労寿命の大幅な向上を実現する方途について提案する。
【解決手段】質量%でC:0.7%〜1.3%、Si:0.1〜0.8%、Mn:0.2〜1.2%、P:0.025%以下、S:0.02%以下、Al:0.1%以下、Cr:0.9%〜1.8%、W:0.5%〜2.0%、N:0.01%以下およびO:0.003%以下を含有し、残部Fe及び不可避的不純物からなる鋼材に、浸炭窒化深さが2mm以上となる浸炭窒化−焼入れ処理を行ったのち、高周波焼戻しを行い、その後の成形加工において、硬さの向上代がビッカース硬さで20ポイント以上の加工を少なくとも鋼材の表層部分に加えた後、該表層部分に加熱温度820〜900℃として高周波焼入れし、さらに焼戻しを行う。
(もっと読む)
鋼管の熱処理方法及び熱処理設備
【課題】鋼管の全体を反りなどの変形を生じさせることなく均一に熱処理することができ、鋼管の内部への冷却水の浸入によるトラブル発生のおそれもない鋼管の熱処理方法及び熱処理設備を提供する。
【解決手段】下り勾配を持たせて配置された多数のローラ2によって鋼管Pを回転させながら、インダクションヒータ3と保持炉4と冷却装置5との内部を順次移動させ、昇温、保持、急冷の熱処理を施す。搬送経路1に3〜6°の下り勾配を持たせたことにより、鋼管Pの内部への冷却水の浸入が抑制され、均一な熱処理が可能となる。
(もっと読む)
転動溝付き軸部品
【課題】密着力が高く、運転中にはがれても異音の問題が生じない程度に極めて薄いスケールとし、曲がりの発生を低減し、高周波焼入れされた転動溝の内面がそのまま転動面として使用可能で、生産性に優れ、コスト低下が図れる転動溝付き軸部品を提供する。
【解決手段】転動体が転動する転動溝を有し、少なくとも前記転動溝の内面が高周波焼入れされた軸部品であって、前記転動溝の高周波焼入れされたままの転動溝面の表面粗さRaを1.0未満とし、焼入れ硬化層の有効硬化深さ比を0.15以上で0.45以下とし、高周波焼入れされた転動溝の内面がそのまま転動面として使用されるものである。
(もっと読む)
環状ワークの熱処理方法およびそれに用いる拘束焼入れ装置
【課題】ワークの内外径の寸法精度の向上や熱処理歪の低減、熱処理のインライン化を可能とし、低コストで環状部材を製造することができる、環状ワークの熱処理方法およびそれに用いる拘束焼入れ装置を提供する。
【解決手段】ワークWを誘導加熱し、その内径面23側に内金型24をセットした状態でワークWを冷却して、内金型24でワークWの内径面23が拘束される500℃以下になった後に、第1の幅拘束治具26でワークWの幅方向両端面25a,25bをさらに拘束しながら、ワークWを冷却する。
そして、ワークWの温度がマルテンサイト変態開始温度以下になったとき、内金型24からワークWを取り外し、その後、外金型42でワークWの外径面41を拘束するとともに、第2の幅拘束治具43a,43bでワークWの幅を拘束する。
(もっと読む)
低炭素溶接鋼管、システムおよびその製造方法
本発明は、低炭素溶接鋼管およびその製造方法に関する。引抜台プロセスを利用した溶接鋼管の製造は、単一のパスにおいてわずか20〜35%の縮小が達成可能であるとして、ホーローの直径を縮小するために(機械的性質、特に引張強度および降伏強さを高めるため)複数のパスが必要であることに起因して、エネルギーを多分に必要とするプロセスである。さらに、パス毎の大幅な材料ロスと、鋼管の寸法安定性および表面仕上における不満足な制御が存在する。本発明は、ホーローの誘導および/または抵抗熱処理と、引抜きプロセスを含むプロセス中で必須となる複数のパスを排除するための冷間圧延プロセスとの相乗作用的な組み合わせを提供し、これがエネルギー消費量の著しい削減をもたらす。そして、同時に、改善された寸法安定性、公差の厳密さ、肉厚変動の低減、同心度および材料浪費の大幅な削減を伴う結果物としての鋼管の品質を強化する。 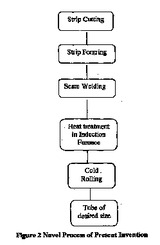 (もっと読む)
(もっと読む)
冷却装置
【課題】冷却水等といった冷却液を放出するための穴を改善することにより、少量の冷却液で対象物を効率良く冷却することができる高周波焼入れ装置を提供する。
【解決手段】鋼管7に対して相対的に移動可能であり鋼管7に対向する面に複数のノズル11を支持したジャケット8と、複数のノズル11に冷却水を供給する給水装置9とを有する冷却装置2である。複数のノズル11のそれぞれは、外被管の内部に螺旋形状部材を配置することによって形成されている。外被管の先端に冷却水の出口穴が設けられ、他端には冷却水の入口穴が設けられる。出口穴の直径は螺旋形状部材の外径よりも小さくなっている。給水装置9によってジャケット8の内部に供給された冷却水はノズル11の内部へ入り、螺旋形状部材によって螺旋運動を付与された後、ノズル11の出口穴から錐状に広がって放出され、鋼管7に当って鋼管7を冷却する。
(もっと読む)
機械構造用部品およびその製造方法
【課題】鍛造機負荷の低減を所期して1200℃以上に加熱されて鍛造される機械構造用部品における、オーステナイト粒の異常成長を抑制し、高周波焼入れ後の焼割れがなく、かつ曲げ疲労強度の劣化を抑制する方途を提供する。
【解決手段】C:0.35〜0.70mass%、Si:0.8mass%以下、Mn:0.7〜1.5mass%、Mo:0.05〜0.60mass%、S:0.06mass%以下、P:0.02mass%以下、Al:0.05mass%以下およびCr:0.1mass%以下を含有し、残部Feおよび不可避不純物の成分組成を有し、一部または全部に高周波焼入れが施されてなる機械構造用部品において、該高周波焼入れされる部分の高周波焼入れ前組織の70%以上を、下部ベイナイト組織および/又はマルテンサイト組織とする。
(もっと読む)
金属部材の再生熱処理方法
【課題】金属部材の溶接熱影響部のクリープ強度を確実かつ十分に回復させることができる熱処理方法を提供する。
【解決手段】加熱装置により金属部材の溶接熱影響部をA3変態点以上の温度T1まで加熱した後、その温度T1で所定時間保持する。その後、金属部材を所定の温度T3まで低下させた後、A3変態点未満の温度T2まで再加熱する。その温度T2で所定時間保持した後、金属部材を常温まで冷却する。金属部材を温度T1まで加熱する際の加熱速度は、50℃/h以上800℃/h未満の加熱速度に設定される。
(もっと読む)
161 - 180 / 722
[ Back to top ]