
Fターム[4K042DB01]の内容
Fターム[4K042DB01]に分類される特許
141 - 160 / 722
腐食疲労強度に優れるばね用鋼及びばね
【課題】高強度であっても腐食疲労強度に優れるばね用鋼及びばねを提供する。
【解決手段】ばね用鋼を、C:0.35%以上0.55%以下、Si:1.60%以上3.00%以下、Mn:0.20%以上1.50%以下、Cr:0.10%以上1.50%以下を含み、さらに、Ni:0.40%以上3.00%以下、Mo:0.05%以上0.50%以下及びV:0.05%以上0.50%以下からなる群から選択される1種又は2種以上の元素を前記濃度で含み、残部がFe及び不可避不純物からなるものとする。
(もっと読む)
腐食疲労強度に優れるばね用鋼、及びばね
【課題】 高い強度を確保しつつ、良好な腐食疲労強度を発揮するばね用鋼を提供する。
【解決手段】 本発明のばね用鋼は、質量%で、C:0.35%以上0.55%以下、Si:1.60%以上3.00%以下、Mn:0.20%以上1.50%以下、Cr:0.10%以上1.50%以下を含み、さらに、Ni:0.40%以上3.00%以下、Mo:0.05%以上0.50%以下及びV:0.05%以上0.5%以下からなる群から選択される1種又は2種以上の元素を前記濃度で含み、残部がFe及び不可避不純物からなる。本発明のばね用鋼は、下記式1と下記式2を充足する。
式1:3.20%≦C(%)+Si(%)+Mn(%)+Cr(%)≦3.70%
式2:1.20%≦Si(%)−0.46C(%)−1.08Mn(%)
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法

【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
回転対称に溶接された部品

この発明は、回転対称に溶接されて、回転対称な溶接部(16)によって連結された二個の部品(12,14)を有し、溶接部(16)の近傍に主要負荷領域(22)が存在する部品(10)であって、縁部の硬化により、そこが強化されるように、溶接部(16)および、それの周囲(22)だけが強化された部品(10)、および、回転対称に溶接されて、二個の部品(12,14)を有する部品(10)を、前記二個の部品(12,14)間の、回転対称な溶接部(16)を溶接することにより製造する方法であって、前記二個の部品(12,14)の溶接後、焼入れゾーン(16,22)の熱入れにより、溶接部(16)および、それの周囲(22)を直ちに硬化させる方法に関するものである。 (もっと読む)
高周波誘導加熱装置
【課題】ワークの焼入れと焼鈍しを略連続した一つの作業サイクル内で行うことができて、焼入れ焼鈍し作業の能率向上を図ると共に、良好な焼入れ焼鈍し品質を容易に得ることが可能な高周波誘導加熱装置を提供する。
【解決手段】支持手段で支持されたワークの焼入れ焼鈍し部位に配置された加熱コイルと、該加熱コイルに所定周波数の高周波電流を供給する高周波電源装置と、前記ワークを冷却可能な冷却手段と、これらを制御する制御手段と、を備え、前記高周波電源装置は、焼入れ用の高周波電流を前記加熱コイルに供給可能な第1電源手段と、焼鈍し用の高周波電流を前記加熱コイルに供給可能な第2電源手段を有し、前記制御手段は、前記第1電源手段と冷却手段を制御してワークを焼入れすると共に、該焼入れに略連続状態で前記第2電源手段を制御してワークを焼鈍しすることを特徴とする。
(もっと読む)
機械抵抗の局所変化を有するステンレス鋼
本発明は、主に、最小で10.5質量%のCrおよび最大で1.2質量%のCを含むステンレス鋼板であって、その微細構造は、マルテンサイト系またはオーステノ−マルテンサイト系であり、そして少なくとも2体積%のマルテンサイト含み、この鋼板の残りのマルテンサイト系含有量よりも少なくとも10%小さいマルテンサイト系含有量を含み、この局所的部分は、この鋼板の厚さと少なくとも部分的に同じ厚さであることを本質的に特徴とする鋼板、に関する。また、本発明は、この鋼板の製造方法およびこの鋼板の変形によって得ることができる鋼製部品、に関する。 (もっと読む)
高周波焼入装置
【課題】単一の装置で円筒状ワークの内面に設けられた環状溝を位置精度よく均一に焼入処理することができる高周波焼入装置を提供する。
【解決手段】支柱10と、下治具11Aと、高周波加熱コイル12と、シールドリング13と、噴射孔20a,23aとを備え、下治具11Aとシールドリング13との間に冷却液が流通可能な間隙S2が形成されている。下治具11Aは、外輪Wを位置決めし得る。高周波加熱コイル12は、円形の加熱導体12aが支柱10の外面に備えられ、外輪Wの内面に同心状に対向している。シールドリング13は、外輪W内面の下側に対向し、磁束を下側の切欠き部dに広がらないように遮蔽する。
(もっと読む)
熱処理設備
【課題】処理品に対する速やかな加熱と均一な加熱とをともに実現でき、高周波誘導加熱コイルを加熱源として用いながら焼戻しや浸炭或いは窒化等の処理を行い得る熱処理設備を提供する。
【解決手段】炉内に高周波誘導加熱コイル24を加熱源として備え、炉内に処理品Wを1個ずつ装入及び加熱して熱処理する熱処理設備において、処理品Wを囲う状態に処理品Wと誘導加熱コイル24との間の作用位置に挿入され、誘導加熱コイル24により誘導加熱されて内側の処理品Wに対し輻射熱を作用させる、導電材を用いて筒状に構成されたサセプタ26を、作用位置と作用位置から退避し、処理品Wを誘導加熱コイル24にて直接誘導加熱せしめる退避位置との間で移動可能に炉内に設けておく。
(もっと読む)
板状部品の高周波焼入れ方法
【課題】本発明は、板状部品における湾曲領域を含む設定焼入れ領域の高周波焼入れを可能とした板状部品の高周波焼入れ方法の提供を目的とする。
【解決手段】焼入対象物である板状部品としての自動車用シートのサイドフレーム100の全外周縁部を設定焼入れ領域8に設定し、そのサイドフレーム100を保持した保持部を、高周波加熱部4に対して可動させることにより、設定焼入れ領域8に沿わせてその設定焼入れ領域8を高周波加熱部4に対して順次通過させるとともに、ノズル口51を、保持部22の移動に際して高周波加熱部4に対して可動させることにより、前記通過に際して加熱昇温された加熱昇温部に追随させながら順次冷却液を噴射させる。
(もっと読む)
高周波誘導加熱装置用コイルとその製造方法
【課題】電気鋳造における金属皮膜の膜厚がマスタの部位によらずできるだけ均一となるようにし、電鋳後の仕上げ加工を低減する。
【解決手段】コイル1の通水部2の形状に合わせて成形した電気鋳造用のマスタ3に、このマスタ3と所定間隔gを保ちつつ樹脂製の制限部材4を取り付ける。そして、この制限部材4を取り付けた状態のまま、このマスタ3を電気めっき槽に浸漬し、マスタ3上に金属皮膜を形成する。このとき、制限部材4がマスタ3の表面を電気的に遮蔽してマスタ3近傍の電流密度を下げて、皮膜形成速度を低下させるとともに、さらに皮膜形成が進んだ場合に、この皮膜と制限部材4が直接当接して前記所定間隔g以上に皮膜が形成するのを防止する。このため、皮膜形成が完了して制限部材4を取り外した後に、この制限部材4を設けた箇所においては仕上げ加工を行う必要がなく、この仕上げ加工に要するコストを削減することができる。
(もっと読む)
ワークピースを加熱するための方法および対応する工具
金属ワークピースを加熱するための方法および対応する工具。この方法では、金属ピースは、工作機械内で、永久磁石構造を有する誘導加熱工具をそこに取り付けることにより、および加熱される金属ピースおよび誘導加熱工具を互いに対して適切な距離で回転するおよび/または動かすことにより加熱される。この場合、加熱渦電流がピース内に誘導され、加熱に必要なエネルギが工作機械のモータから得られる。 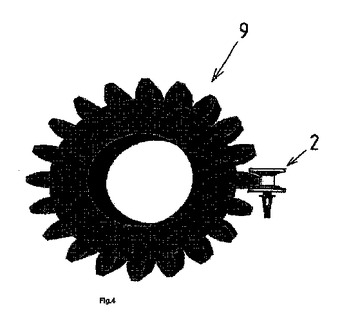 (もっと読む)
(もっと読む)
焼入れ鉄鋼部材の複合熱処理方法及び焼入れ鉄鋼部材
【課題】鉄鋼基材の表面に形成する窒素化合物層に2GPaを超える高面圧が作用しても窒素化合物層の鋼素地に対する剥離強度が大きく,摺動性に優れ,磨耗に強く,焼き付き抵抗性が高い特性を有する窒素化合物層による効果を十分に生かすことができる焼入れ鉄鋼部材の製造方法及び焼入れ鉄鋼部材を提供する。
【解決手段】窒化処理と高周波焼入れとを組み合わせた焼入れ鉄鋼部材の複合熱処理及び焼入れ鉄鋼部材である。窒化処理で鉄鋼基材1の表面に窒素化合物層2を形成し、窒素化合物層2に覆われた鉄鋼基材1の表層部1aに窒素を拡散浸透させ、焼入れ雰囲気がアンモニアガス雰囲気,真空中,低酸素雰囲気等とする高周波焼入れにより、焼入れ後に酸化されていない窒素化合物層2を1μm以上残存させ、かつ鉄鋼基材1の表層部1aに窒素を含有した微細マルテンサイト組織を含む硬化層として200μm以上の有効硬化層深さを付与する。
(もっと読む)
高周波焼入れ用非調質鋼
【課題】高周波焼入れするための加熱温度が高くなった場合に生じる溶融割れを抑制することができ、しかも、クランクシャフト等の機械構造部品に高い疲労強度を具備させることが可能な、高周波焼入れ用非調質鋼の提供。
【解決手段】C:0.35〜0.45%、Si:0.30%を超えて0.70%以下、Mn:1.00〜1.50%、P≦0.030%、S:0.010〜0.035%、Cr:0.10〜0.30%、Al:0.005〜0.050%、V:0.100〜0.200%およびN:0.0040〜0.0200%を含有するとともに、〔80C2+55C+13Si+4.8Mn+30P+30S+1.5Cr〕が50以下、かつ〔C+(Si/10)+(Mn/5)−(5S/7)+(5Cr/22)+1.65V〕が0.80〜1.00の範囲であり、残部はFeおよび不純物からなる高周波焼入れ用非調質鋼。
(もっと読む)
リング状部材の熱処理方法、リング状部材の製造方法、リング状部材、転がり軸受の軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、周方向に均質な環状の焼入硬化領域を形成することが可能なリング状部材の熱処理方法およびリング状部材の製造方法を提供する。
【解決手段】リング状部材の熱処理方法は、鋼からなるリング状の成形体10の転走面11に面するように配置され、成形体10を誘導加熱するコイル21を、成形体10の周方向に沿って相対的に回転させることにより、成形体10にA1点以上の温度に加熱された環状の加熱領域を形成する工程と、加熱領域全体をMS点以下の温度に同時に冷却する工程とを備えている。
(もっと読む)
高周波誘導加熱方法及び高周波誘導加熱装置
【課題】軸方向の位置によって昇温容易な部位と昇温困難な部位を有するワークを良好に加熱処理する高周波誘導加熱方法及び高周波誘導加熱装置を提供することである。
【解決手段】ワーク10を所定の焼入温度まで昇温した後に急冷する焼入工程と、その後に焼入温度よりも低い温度まで昇温した後に徐冷する再加熱工程を有し、ワークの焼入する部位の長さ及び再加熱する部位の長さに応じた全長を有し、且つ、軸方向の部位によって発生する磁力線密度が異なる部位を有する誘導加熱コイル2を使用して、焼入工程においては、発生する磁界の磁力線密度が高い部位をワーク10の昇温困難な部位10aに近接して焼入し、再加熱工程においては、焼入工程と同一の誘導加熱コイル2で熱処理すると共に、ワーク昇温の際に誘導加熱コイル2とワーク10の軸方向の相対位置を変更する。
(もっと読む)
耐サワーラインパイプ用電縫鋼管の製造方法
【課題】比較的、低温での熱処理によって、耐サワー性及び強度の確保を可能とする、耐サワー性に優れた、API5L X65グレード以上のラインパイプ用電縫鋼管の製造方法を提供する。
【解決手段】質量%で、Ca:0.001〜0.004%を含有し、S:0.0010%以下、O:0.0030%以下に制限し、Ca、O、及び、Sの含有量[質量%]が、1<Ca(1−124O)/1.25S≦2を満足し、(式1)で求められるCeqが0.22〜0.30である電縫鋼管に、下限温度を1250Ceq+225℃以上、上限温度をAc1点又は700℃のどちらか低い方とする熱処理を施すことを特徴とする耐サワーラインパイプ用電縫鋼管の製造方法。Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5・・・(式1)。
(もっと読む)
クランクシャフトの高周波焼入れ方法及びその装置
【課題】焼入れサイクルタイムの短縮化を実現可能なクランクシャフトの高周波焼入れ方法及びその装置を提供する。
【解決手段】高周波焼入れ装置1は、クランクシャフトCの回転位相原点位置に対する回転角度を検出可能な回転角センサ4と、ジャーナル部等の表面の基準位置に対する変位量を検出可能なアブソコーダ8とを備えている。加熱コイル3に対してクランクシャフトCを軸心回りに回転させる高周波焼入れ中に検出されたクランクシャフトCの回転角度と変位量を用いるため、焼入れサイクルタイムの短縮化を図ることができる。更に、クランクシャフトCの回転角度と変位量に応じてジャーナル部等の焼入れ深さを変更するように加熱コイル3に対する加熱電力量Xを制御可能な制御ユニット9を備えたため、初期曲がりの矯正と焼入れ曲がりの矯正を高周波焼入れ中に行うことができ、精度の良い高強度のクランクシャフトを得ることができる。
(もっと読む)
加熱コイル及び誘導加熱装置
【課題】軸方向及び外周方向に対して傾斜する螺旋状の凹部または凸部を有する金属部材の熱処理を均一化できる加熱コイル及び誘導加熱装置を提供する。
【解決手段】加熱コイル30は、外周面に軸方向及び周方向に傾斜して螺旋状に延びる歯22有するワーク20の外側に同軸的に配置され、ワーク20の前側に対向配置され、歯筋22aに実質的に直交する螺旋状に延びる第1導体部31と、ワーク20の後側に対向配置され歯筋22aに実質的に直交する螺旋状に延びる第2導体部32と、第1導体部31の端部31a及び第2導体部32の端部32aに接続される第3導体部33と、第1導体部31の端部31b及び第2導体部32の端部32bに接続される第4導体部34と、を備える。
(もっと読む)
ブレーキディスク用鋼板およびブレーキディスク
【課題】ブレーキディスク素材として用いた場合において、長時間使用しても安定した耐食性と耐熱安定性を有する鋼板、および、該鋼板より製造されたブレーキディスクを提供する。
【解決手段】質量%で、C:0.02%以上0.10%未満、Si:0.6%以下、Mn:0.5%超え2.0%以下、P:0.06%以下、S:0.01%以下、Al:0.05%以下、Cr:11.0%以上13.5%以下、Ni:0.01%以上0.30%以下、Nb:0.10%以上0.60%以下、N:0.03%以上0.10%未満およびB:0.0010%超え0.0060%以下を含有し、更に所望の関係式を満足し、残部がFeおよび不可避的不純物からなる組成を有し、焼入れ後の硬さがHRC(ロックウェル硬さのCスケール)で32HRC以上40HRC以下であることを特徴とするブレーキディスク用鋼板。
(もっと読む)
棒鋼移動焼入れ時の焼割れ防止冷却方法
【課題】 長尺棒鋼の移動焼入れにおいて、焼割れを防止できる冷却方法を提供する。
【解決手段】 長尺棒鋼の移動焼入れにおいて、鋼材中心温度がMs点に到達するまでの時間tを遅らせることなく、鋼材中心温度がMs点に到達した時の鋼材表面温度を極力高くなるように、鋼材中心温度がMs点に到達する前の冷却時間tcを設定することを特徴とする棒鋼移動焼入れ時の焼割れ防止冷却方法。また、上記鋼材中心温度がMs点に到達するまでの時間tを遅らせることなくとは、鋼材表面温度の復熱を最大に利用するための冷却時間tcであることを特徴とする棒鋼移動焼入れ時の焼割れ防止冷却方法。
(もっと読む)
141 - 160 / 722
[ Back to top ]