
Fターム[4K042DB01]の内容
Fターム[4K042DB01]に分類される特許
101 - 120 / 722
カバー付き処理装置
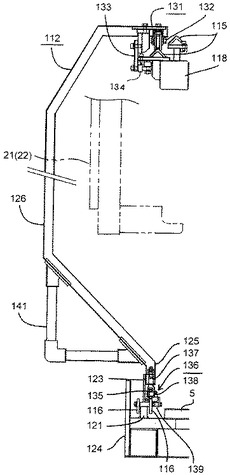
【課題】処理ラインの横幅のコンパクト化が図れると共にカバーにより覆われて良好な外観品質と、良好なメンテナンス性を図れるカバー付き処理装置を提供する。
【解決手段】ワークWを搬送する搬送機構80とワークWを処理するワーク下部熱処理部50、ワーク上部熱処理部60、アフタークール処理部70等とを含む熱処理ライン2をフレーム3のベース部4上に配設し、搬送機構80とワーク下部熱処理部50、ワーク上部熱処理部60、アフタークール処理部70等とをベース部4の正面側端部からの距離が異なるように前後に重なる位置に配設し、フレーム3の正面側を正面カバー100で覆い、この正面カバー100はベース部4上を覆う上部開閉戸112を備え、上部開閉戸112はベース部4の正面側端部近傍に配置した下縁部と、下縁部より上方にベース部4の正面側端部より外側に膨出したオーバーハング部126とを有し、オーバーハング部126により熱処理ライン2の最も正面側へ突出した突出部位21,22を覆っている。
(もっと読む)
高周波誘導加熱残留応力改善法

【課題】き裂がある配管の溶接継手部についても高周波誘導加熱残留応力改善法を適用するべく、この高周波誘導加熱残留応力改善法が適用可能なき裂の寸法等を明確にした、高周波誘導加熱残留応力改善法を提供する。
【解決手段】オーステナイト系ステンレス鋼製配管1の、ティグ溶接で形成された溶接継手部2の内面の残留応力を改善すべく、溶接継手部2の外周に溶接継手部2を中心にして高周波誘導コイルを所定幅で配置し、配管1内に冷却水を流しながら高周波誘導コイルに高周波電流を流して溶接継手部を加熱する高周波誘導加熱残留応力改善法である。配管の内面にき裂があるか否かを超音波探傷試験で調べ、超音波探傷試験によって配管の内面にき裂があり、き裂の深さが、配管の厚さをtとするとこの厚さtの3/8倍以下であり、かつ、き裂の長さが配管の全周の長さ以下であることが確認された場合に、実施する。
(もっと読む)
鋼管の熱処理方法および熱処理設備
【課題】鋼管における材質差の発生や外径変形の発生を抑制し、均一な熱処理を行うことができ、且つ、高強度・高加工性が担保される鋼管の熱処理方法および熱処理設備を提供する。
【解決手段】鋼管を加熱および冷却することによって熱処理を行う鋼管の熱処理方法であって、鋼管をAc3温度以上になるまで加熱を行う加熱工程と、加熱後の鋼管をAc3温度以上で保持し均熱させる均熱工程と、均熱後の鋼管をAc1温度〜Ac3温度まで空気冷却させる空冷工程と、空冷後の鋼管を水冷によって急冷させる急冷工程と、を備える鋼管の熱処理方法が提供される。
(もっと読む)
誘導加熱焼入装置及び誘導加熱焼入方法
【課題】高い処理効率で、所望の加熱領域の熱処理を容易に実現することが出来る誘導加熱焼入装置及び誘導加熱方法を提供する。
【解決手段】ワーク12と加熱コイルの少なくとも一方の回動により、ワーク12の被処理部Aの周方向に沿ってワーク12と加熱コイル26を相対的に移動させるとともに、被処理部Aの周方向Rと交差する軸方向の異なる部分を誘導加熱する加熱導体部31Aを有する加熱コイル26を備え、加熱コイル26は、軸方向の一方側に開口する屈曲部34と、軸方向の他方側に開口する屈曲部35とが、交互に、対向する向きで、周方向Rに沿って連続して配置されるジグザグ形状を成す。
(もっと読む)
ステアリングラックバー用棒鋼およびその製造方法
【課題】曲げ強度に優れ、曲げ負荷を与えた時の脆性的な破断の抑制が可能で、ステアリングラックバーの素材として好適に用いることができるステアリングラックバー用棒鋼の提供。
【解決手段】C:0.37〜0.48%、Si:0.15%を超えて0.30%未満、Mn:0.60〜1.10%、P≦0.03%、S:0.020〜0.070%、Cr:0.05〜0.20%、B:0.0005〜0.0050%、N≦0.010%、Ti:0.005〜0.10%、Al:0.005〜0.05%及びO≦0.0020%を含有し、残部がFe及び不純物からなり、特定量のMo及びNbの1種以上を含んでもよい棒鋼であって、表面からの深さがD/4位置の組織が、1)焼入れ処理後のマルテンサイト組織が面積分率で70%以上及び2)旧オーステナイトの平均粒度番号が7番以上、を満足するステアリングラックバー用棒鋼。ただし、Dは棒鋼の直径を表す。
(もっと読む)
加熱処理方法及び加熱処理装置
【課題】1つのワークに対して複数回の焼き入れ処理を迅速に行うことが可能であり、高強度化したシャフトの製造を短時間で容易になし得る加熱処理方法及び加熱処理装置を提供する。
【解決手段】加熱処理装置は、長尺状のワークを長さ方向に相対的に上下移動させながら加熱及び冷却を行って、ワークに対する焼き入れ処理を行う焼き入れ装置であって、環状の高周波加熱コイルで構成される加熱部と、加熱部の下方に位置し加熱部で加熱されたワークを冷却する冷却部とを複数対配列した加熱冷却部と、ワークの両端部を支持し、支持したワークを焼き入れ部に対して相対的に上下動させる移動部とを備える。
(もっと読む)
高強度鋼の水素脆化耐性向上方法
【課題】高強度鋼における水素脆化が抑制できるようにする。
【解決手段】ステップS101で、亜共析鋼からなる鋼材を加熱してオーステナイト相の組成とする。次に、ステップS102で、鋼材の中心部ほど速い降温速度で冷却して鋼材の表面ほどセメンタイト相が多い状態とする。鋼材の表面ほどセメンタイト相が多い状態となるので、このセメンタイト相が水素を捕獲するトラップサイトとなり、鋼材の内側への水素の侵入が抑制されるようになる。
(もっと読む)
薄肉鋼加工品及びその熱処理方法
【課題】 普通鋼を所定形状に加工してなる薄肉鋼加工品の所望部位を効率的に高強度化できる薄肉鋼加工品の熱処理方法を提供する。
【解決手段】板厚1.2mm以下、好ましくは板厚0.8mm以下の普通鋼からなる所定形状に加工された薄肉鋼加工品の所望部位を400℃/秒以上の加熱速度でA1変態点以上に急加熱し、A1変態点付近から800℃/秒以上の冷却速度で急冷する工程を有している。薄肉鋼加工品を従来よりも薄い薄肉鋼を使用して製作し、その所望部位に、従来よりも速い加熱速度及び冷却速度で熱処理を施すことにより、合金元素を添加することなく、高強度化が極めて困難であった普通低炭素鋼の高強度化が極めて迅速に可能となり、量産性に適している。
(もっと読む)
熱処理シート・フレーム
【課題】一般鋼で成形されて枠組みされ、枠組状態で応力の集中する強度の必要なフレーム部分に熱処理を施して高張力鋼同等の強度を得る。
【解決手段】フレーム・メンバー13、14、15、16および23、24、25、26が一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
(もっと読む)
高周波焼入方法
【課題】内面部が内面移動焼入によって高周波焼入される筒状部材の精度を向上させることが可能な高周波焼入方法を提供する。
【解決手段】口元3からの深さが全体の1/3の位置を入熱量切換位置P1に設定して、口元P0から入熱量切換位置P1までの工程(第1焼入ステップ)における第1入熱量をQ1(Q1>Q0)に設定して、入熱量切換位置P1から奥端P2までの工程(第2焼入ステップ)における第2入熱量をQ2(Q0>Q2)に設定して、第1入熱量Q1を第2入熱量Q2の3.5〜4.0倍に設定する。これにより、ローラ溝6の溝幅における口元3の開きが抑制されて、ローラ溝6の溝幅の寸法公差を確保することができる。
(もっと読む)
熱処理方法及び熱処理装置
【課題】内歯歯車の歯底を焼き入れすることができ、且つ処理時間の短い方法を提供する。
【解決手段】熱処理装置1は、ワーク載置台2と、内周面処理用の誘導コイル3と、第一移動手段5と、予熱用の半開放形誘導コイル6と、第二移動手段7及び冷却槽8によって構成されている。焼き入れに先立って予熱用の半開放形誘導コイル6で内歯歯車50の側面を昇温する。熱は周囲に拡散され、やがて歯車の歯底の部位にも熱が行き渡る。予熱が終了すると、内周面処理用の誘導コイル3で内歯歯車50の内周面を昇温する。予熱工程によって内歯歯車50の歯底が摂氏400度程度に昇温されているから、内歯歯車50の歯底が短時間の内にA1変態点の温度に達する。歯先部分は、内周面処理用の誘導コイル3に近いので、歯先部分についても直ちに昇温する。
(もっと読む)
高周波誘導加熱装置及び方法
【課題】高周波誘導加熱を行っている間中、誘導加熱コイルと被加工物との間隔を一定に保つことができる、高周波熱処理装置を提供する。
【解決手段】リング体20を一周する被加熱局部22を熱処理する高周波熱処理装置10であり、リング体20を回転駆動するリング体回転手段11と、被加熱局部22一部に近接状態に配置され、回転するリング体20の被加熱局部22を誘導加熱する誘導加熱コイル15と、誘導加熱コイル15を支持して移動させる誘導加熱コイル支持移動手段14と、誘導加熱コイル支持移動手段14を駆動する制御部30と、を備え、制御部30は、誘導加熱コイル支持移動手段14を駆動することで、高周波誘導加熱の開始時から終了時までの間に、誘導加熱コイル15と被加熱局部22とのギャップを略一定に保つように誘導加熱コイル15をリング体20に対して移動させるように構成されている。
(もっと読む)
焼入コイル
【課題】製造時間を短縮できるとともに、製造コストを削減できる焼入コイルを提供する。
【解決手段】円弧状に形成され、互いに所定の間隔を空けて配置される一対の湾曲部31・31、および各湾曲部31・31と一体的に形成されるセンタースペーサ取付部32・32およびサイドスペーサ取付部33を備えるコイルヘッド30と、コイルヘッド30にセットされたワークWに対して、各湾曲部31・31よりも所定の寸法だけ接近した状態で、センタースペーサ取付部32・32およびサイドスペーサ取付部33にボルト43・43を介して取り付けられるセンタースペーサ41および一対のサイドスペーサ42・42と、を具備し、冷却経路11より少なくとも各湾曲部31・31に冷却水を供給することで、コイルヘッド30およびスペーサ40を冷却する。
(もっと読む)
機械構造部品の製造方法
【課題】焼戻し軟化抵抗の向上させる鋼素材を使用しても、加工性を良好とすることができる機械構造部品の製造方法を提供する。
【解決手段】質量%で、C:0.3〜1.5%と、Mn:0.2〜2.0%と、Si:0.5〜2.0%、Cr:0.1〜1.5%、Mo:0.1〜1.5%、V:0.05〜0.5%及びNb:0.005〜0.2%からなるグループから選択された1種又は2種以上と、残部Fe及び不可避的不純物とからなる鋼素材を軟化処理して、フェライト面積率30%以上のフェライトとパーライトとからなる金属組織、フェライトと球状炭化物とからなる金属組織、又はフェライトと粒状セメンタイトからなる金属組織とする工程と、軟化処理された鋼素材を所定の形状に加工処理する工程と、加工処理された鋼素材に少なくとも2回の高周波熱処理を行なって表層の金属組織をマルテンサイトとし、それに続く中間層の金属組織を焼戻しマルテンサイト、又は、焼戻しマルテンサイトとフェライトとパーライトとする。
(もっと読む)
窒化高周波焼入れ用鋼及び窒化高周波焼入れ部品
【課題】寸法精度が良好であり、高い面疲労強度を有し、耐摩耗性にも優れた窒化高周波焼入れ部品及びその素材である窒化高周波焼入れ用鋼を提供する。
【解決手段】質量%で、C:0.30%超、0.60%以下、Si:0.02〜1.90%、Mn:0.30〜2.00%、Al:0.50%超、1.00%以下、S:0.001〜0.021%、N:0.001〜0.010%を含有し、更に、Mn/S:70〜1500、Al+Si≦2.50%を満足し、残部がFe及び不可避不純物からなる窒化高周波焼入れ用鋼。更に、質量%で、Cr:1.60%以下を含有し、1.9Al+Cr≦2.60%を満たすことが好ましい。Ti、Nb、V、Mo、B、Ni、Cu、Caの1種又は2種以上を含有してもよい。母材の成分組成が上記の範囲であり、表面から0.2mmの深さにおける窒素濃度が0.4%以上である窒化高周波焼入れ部品。
(もっと読む)
鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材及び焼入れ表面保護剤
【課題】圧強度、耐摩耗性、曲げ疲労強度等の機械的強度により優れた機械構造用部品の表面硬化処理技術を提供する。
【解決手段】鉄鋼部材の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体層を形成し、焼き入れ処理を施すことにより、金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
(もっと読む)
高周波加熱装置の加熱コイル偏心駆動装置
【課題】簡素な構造で加熱コイルを偏心回転させることができ、装置の小型化を図ることができる加熱コイル偏心駆動装置を提供することである。
【解決手段】加熱コイル15を駆動する駆動手段6と、駆動手段6から加熱コイル15側への回転力の伝達と遮断とを切り替え可能なカップリング部材3を備え、前記カップリング部材3は、加熱コイル側回転部材5と駆動手段側回転部材4とを有しており、加熱コイル側回転部材5と駆動手段側回転部材4のいずれか一方には受け部材18を設け、他方には係止部材17を設け、前記受け部材18には係止部材17を係合させる係合部A1〜A4が設けてあり、前記係合部A1〜A4は、駆動手段側回転部材4の回転中心6aから加熱コイル側回転部材5の中心18aを偏心させる位置に設けてある。
(もっと読む)
ばねの製造方法
【課題】 表面が塗装されたばねを製造する方法において、焼付け処理と低温焼鈍処理とを兼ねながら、その処理時間を短縮することができる技術を提供する。
【解決手段】 本願の製造方法は、予め設定された設定温度までばねを加熱する加熱工程(S12)と、加熱されたばねを予め設定された冷却パターンで冷却しながら、ばねの表面に塗料を吹付けて焼付ける塗装工程(S14,S16)を有している。そして、加熱工程における設定温度と塗装工程における冷却パターンが、加熱工程及び塗装工程においてばねに所定の低温焼鈍処理が行われるように設定されている。
(もっと読む)
内燃機関におけるクランクシャフトの製造方法及びクランクシャフト
【課題】変形が少なく、焼入れ時間が短く、コストを安くできる内燃機関におけるクランクシャフトの製造方法及びクランクシャフトを提供する。
【解決手段】ジャーナル部2とクランクピン3とが、バランスウェイト5を有するクランクアーム4を介して交互に接続されるクランクシャフト1の製造方法において、ジャーナル部2の周面20及びクランクピン3の周面30に高周波焼入れを施すと共に、ジャーナル部2の周面20のクランクアーム4との境界点に形成されるR部分6及びクランクピン3の周面30のクランクアーム4との境界点に形成されるR部分7のそれぞれにレーザー焼入れを施す。
(もっと読む)
耐食性、耐疲労性に優れた高強度焼き入れ成形体
【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を提供する。
【解決手段】亜鉛めっき系鋼材をホットスタンプのため加熱し、成形して焼き入れした高強度焼き入れ成形体であって、焼き入れ後の成形体鋼材表面に、Znを主成分としてFeが下記測定方法で9質量%以上、30質量%以下の亜鉛めっき層が、30g/m2以上形成されていることを特徴とする。なお亜鉛めっき層中のFe濃度測定方法は、NH4Cl:150g/lの水溶液中で4mA/cm2で飽和カロメル電極を参照電極として定電流電解により−800mVvs.SCE以下に大きく変化する点でのГ層までを電解し電解液をICPによりFe、Znの量、組成比を測定する方法である。
(もっと読む)
101 - 120 / 722
[ Back to top ]