
Fターム[4K042DC05]の内容
Fターム[4K042DC05]に分類される特許
41 - 60 / 161
板状部品の高周波焼入れ方法

【課題】本発明は、板状部品における湾曲領域を含む設定焼入れ領域の高周波焼入れを可能とした板状部品の高周波焼入れ方法の提供を目的とする。
【解決手段】焼入対象物である板状部品としての自動車用シートのサイドフレーム100の全外周縁部を設定焼入れ領域8に設定し、そのサイドフレーム100を保持した保持部を、高周波加熱部4に対して可動させることにより、設定焼入れ領域8に沿わせてその設定焼入れ領域8を高周波加熱部4に対して順次通過させるとともに、ノズル口51を、保持部22の移動に際して高周波加熱部4に対して可動させることにより、前記通過に際して加熱昇温された加熱昇温部に追随させながら順次冷却液を噴射させる。
(もっと読む)
クリープ強度劣化部の再生熱処理方法
【課題】クリープ損傷により劣化した部位、特に溶接部等のクリープ劣化部を再生する熱処理方法を提供する。
【解決手段】クリープボイドを生じている部材をAc3変態点以上の加熱温度に加熱し、Ac3変態点以上の加熱温度で下記(1)式に示すLarson Miller パラメータ(LMP値)が24000以上を満足する条件で熱処理を施し、熱処理前の前記部材の単位面積当たりの粒界に存在するクリープボイドの数に対する熱処理後の前記部材の単位面積当たりの粒界に存在するクリープボイドの数の比を0.3以下とする((1)式において、T:加熱温度(℃)、t:加熱時間(h))。
LMP=(T+273)×(20+logt) ・・・(1)
前記加熱温度を、「Ac3変態点+30℃」から「Ac3変態点+70℃」の範囲内とすることが望ましい。
(もっと読む)
高周波誘導加熱方法及び高周波誘導加熱装置

【課題】軸方向の位置によって昇温容易な部位と昇温困難な部位を有するワークを良好に加熱処理する高周波誘導加熱方法及び高周波誘導加熱装置を提供することである。
【解決手段】ワーク10を所定の焼入温度まで昇温した後に急冷する焼入工程と、その後に焼入温度よりも低い温度まで昇温した後に徐冷する再加熱工程を有し、ワークの焼入する部位の長さ及び再加熱する部位の長さに応じた全長を有し、且つ、軸方向の部位によって発生する磁力線密度が異なる部位を有する誘導加熱コイル2を使用して、焼入工程においては、発生する磁界の磁力線密度が高い部位をワーク10の昇温困難な部位10aに近接して焼入し、再加熱工程においては、焼入工程と同一の誘導加熱コイル2で熱処理すると共に、ワーク昇温の際に誘導加熱コイル2とワーク10の軸方向の相対位置を変更する。
(もっと読む)
磁場中熱処理装置、及び、磁場中熱処理方法
【課題】生産効率や品質管理上の信頼性を向上させることができ、省エネルギー化、小型化や軽量化を図ることができる磁場中熱処理装置、及び、磁場中熱処理方法の提供を目的とする。
【解決手段】磁場中熱処理装置1は、永久磁石2、断熱部3、予備加熱ヒーター4、メインヒーター5、冷却部6、基板搭載部10を有するコンベア8、及び、磁気シールド11などを備え、永久磁石2を利用し、半導体基板104を永久磁石2の内部で加熱しながら、永久磁石2の中心軸方向(処理方向)へ搬送することによって、半導体基板104を一枚ずつ連続的に処理する。
(もっと読む)
低炭素溶接鋼管、システムおよびその製造方法
本発明は、低炭素溶接鋼管およびその製造方法に関する。引抜台プロセスを利用した溶接鋼管の製造は、単一のパスにおいてわずか20〜35%の縮小が達成可能であるとして、ホーローの直径を縮小するために(機械的性質、特に引張強度および降伏強さを高めるため)複数のパスが必要であることに起因して、エネルギーを多分に必要とするプロセスである。さらに、パス毎の大幅な材料ロスと、鋼管の寸法安定性および表面仕上における不満足な制御が存在する。本発明は、ホーローの誘導および/または抵抗熱処理と、引抜きプロセスを含むプロセス中で必須となる複数のパスを排除するための冷間圧延プロセスとの相乗作用的な組み合わせを提供し、これがエネルギー消費量の著しい削減をもたらす。そして、同時に、改善された寸法安定性、公差の厳密さ、肉厚変動の低減、同心度および材料浪費の大幅な削減を伴う結果物としての鋼管の品質を強化する。 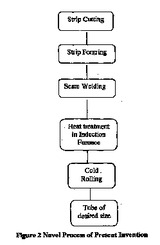 (もっと読む)
(もっと読む)
高周波焼入れ用コイル装置
【課題】ワーク挿通孔の端縁に凸部を設けると共にこの凸部の外周側に噴射孔を設けることにより、冷却水の飛散を抑制しつつ残水のワークへの付着を抑制する等して、軸状ワークの軸部端面に高品質な焼入れ状態を安定して得ることが可能な高周波焼入れ用コイル装置を提供する。
【解決手段】中心部にワーク挿通孔を有して平面視略円環状に形成されたコイル部と、該コイル部の両端部を支持すると共に高周波電流発生装置に接続可能なホルダーと、を備えて軸状ワークを焼入れ可能な高周波焼入れ用コイル装置であって、コイル部は、ワーク挿通孔の端縁にコイル部の表面側に突出する円環状の凸部が形成されると共に、該凸部の外側にコイル部に設けた冷却水流路内の冷却水を軸状ワークの焼入れ部分に噴射可能な噴射孔が設けられていることを特徴とする。
(もっと読む)
円環状部材の製造方法
【課題】動作面の取り代を格段に小さくできて、動作面の硬さの低下を防止でき、かつ、動作面の硬化層の深さを、周方向においてより均一にすることができる円環状部材の製造方法を提供すること。
【解決手段】旋回座軸受の外輪2の軌道部21を構成する各円弧状の部材90において、動作面である軌道面72に高周波焼入れを施した後、各円弧状の部材90において、円弧の中心側とは反対側の面である非動作面において、軌道面72に円弧の径方向に重なる外周面部分81に高周波焼入れを施す。
(もっと読む)
トーションバーおよびその製造方法
【課題】大きな応力負荷に対応可能な高疲労強度を有するトーションバーおよびその製造方法を提供する。
【解決手段】トーションバーの使用方向である45°方向(引張主応力発生方向)にねじり応力を負荷した状態で、トーションバーの素材である鋼材に高周波焼入れを行い、その後、ねじり応力の負荷を解除することにより、45°方向に圧縮残留応力を付与する。トーションバーでは、使用方向である45°方向に発生する引張主応力による疲労が破壊原因となるが、45°方向に圧縮残留応力を付与すると、トーションバーの使用時、45°方向に生じる引張主応力が上記圧縮残留応力と相殺される。高周波焼入れ中に負荷するねじり応力が900MPa未満の場合、試料の疲労限度は、ねじり応力を負荷しないものと略同じであるが、ねじり応力を900MPa以上にすると、試料の疲労限度は大きくなる。
(もっと読む)
歯車と段付き軸の誘導加熱装置、並びに、誘導加熱方法
【課題】歯車と段付き軸を同時に良好に誘導加熱できる誘導加熱装置、並びに、誘導加熱方法を提供することである。
【解決手段】歯車16と段付き軸15の誘導加熱装置10であって、歯車16の周囲に環状コイル1を配置し、段付き軸15に対して軸方向にラインコイル2を対向配置し、環状コイル1とラインコイル2には各々別の周波数の交流電流を供給する。また、段付き軸15と歯車16の境界部17に、ラインコイル2の一部を対向配置し、環状コイル1による歯車16の焼入パターンと、ラインコイル2による段付き軸15の焼入パターンとをつなげる。
(もっと読む)
焼入方法及び焼入装置
【課題】平板上にシャフト部と孔とが近接して設けられたワークの焼入を良好に実施できる焼入方法と焼入装置を提供することである。
【解決手段】平板9上にシャフト部8が起立しており、前記平板9のシャフト部8の近傍に孔10が開いているワーク7において、シャフト部8と孔10の内壁とを焼入れする焼入装置1であって、シャフト部8に対向する半開放鞍型の第1加熱コイル2と、孔10内に配置する螺旋形の第2加熱コイル3とを備え、第1加熱コイル2と第2加熱コイル3とでシャフト部8と孔10の内壁とを同時に誘導加熱する。
(もっと読む)
フラッシュバット溶接継手特性に優れた内部高硬度型パーライト鋼レールおよびその溶接方法
【課題】レール頭部の表層から深さ25mmの範囲内の硬さを上昇させたフラッシュバット溶接の継手特性に優れた内部高硬度型パーライト鋼レールおよび優れた特性を有する溶接継手を得るフラッシュバット溶接方法を提供する。
【解決手段】C:0.73〜0.85質量%,Si:0.5〜0.75質量%,Mn:0.3〜1.0質量%,P:0.035質量%以下,S:0.0005〜0.012質量%,Cr:0.2〜1.3質量%を含有し、残部がFeおよび不可避的不純物からなる組成を有し、[%Mn]/[%Cr]値が0.3以上0.9未満であり、レール頭部の表層から少なくとも25mm深さにおけるレール母材の頭部内部硬さがHv390以上Hv480未満のパーライト鋼レールを、アプセット量20mm以上の範囲内でフラッシュバット溶接し、溶接終了後70秒以内にレール頭部の冷却を開始し、冷却開始後25〜60秒で冷却を終了する。
(もっと読む)
誘導加熱装置
【課題】熱容量の異なる加熱片が角度を持って連結された部材における加熱片を同時に加熱する場合であっても、それぞれの加熱片を適正に加熱することのできる誘導加熱装置を提供する。
【解決手段】コイル断面を三角形とした2つの誘導加熱コイル22,24を、いずれか1つの辺を基準として線対称となるように配置すると共に両者の間に間隙を設け、前記間隙には芯材26を配置し、前記2つの誘導加熱コイル22,24に対する投入電力を個別に制御する電力制御ユニット40を備え、前記三角形の辺のうち、他の誘導加熱コイルと対向しない辺であって、線対称な位置関係にある1つの辺をそれぞれ加熱対象部材に対向させることを特徴とする。
(もっと読む)
鋼製の浸炭窒化部品
【課題】優れた曲げ疲労強度および面疲労強度を有し、部品の軽量化、小型化、高応力負荷化の要求に応えることができる鋼製の浸炭窒化部品のの提供。
【解決手段】生地が、C:0.1〜0.3%、Si:0.05〜1.5%、Mn:0.2〜1.5%、S:0.003〜0.05%、Cr:0.5〜2.5%、Mo:0.20〜0.8%、Al:0.01〜0.05%、N:0.008〜0.025%を含み、残部はFeと不純物からなる鋼材で、表面から深さ0.1mmまでの領域において、平均C濃度Csが0.60〜0.90%、平均のN濃度Nsが0.15〜0.35%、Cs+Nsが0.80〜1.10%で、かつ、Cr−(Ns×3.7)≧0の場合は「(1+0.7×Si)×(1+3.3×Mn)×[1+2.2×{Cr−(Ns×3.7)+(0.048/Ns)}]×(1+3.0×Mo)≧9」、また、Cr−(Ns×3.7)<0の場合は「(1+0.7×Si)×(1+3.3×Mn)×{1+2.2×(0.048/Ns)}×(1+3.0×Mo)≧9」である鋼製の浸炭窒化部品。
(もっと読む)
高周波加熱コイル
【課題】高周波加熱コイルの出力を下げることなく、先リング部のワーク段付きコーナ側と対向する角の稜線に沿う部分での局部的に大きい発熱を抑制することである。
【解決手段】多角形パイプで形成された先リング部5の、ワークとしてのハブ輪31の段付き部分31cの段付きコーナ側と対向する角の稜線に沿ってR面取り5aを設けることにより、この稜線に沿う部分での電流を分散させ、高周波加熱コイル1の出力を下げることなく、先リング部5のワーク段付きコーナ側と対向する角の稜線に沿う部分での局部的に大きい発熱を抑制できるようにした。
(もっと読む)
軸受
【課題】高周波焼入され、かしめ加工される転動軸を含み、高温にさらされる軸受において、表面損傷型の剥離を抑制することができる軸受を提供する。
【解決手段】転動軸1と、外輪と、転動軸1および外輪に接して転動するころとを有し、転動軸1が高周波焼入れによる表面硬化層を有する軸受であり、上記の転動軸1は、加熱処理230℃×2hの処理前と処理後とにおける中央の径の寸法変化率が10×10-5〜50×10-5の範囲にある。
(もっと読む)
高周波誘導加熱焼戻装置及び高周波誘導加熱焼戻方法
【課題】外径面に径が異なる円筒面を有するワークの形成すべき熱硬化処理層全体に対して、焼戻しに必要な温度域に上昇させて焼戻処理性能の向上を図ることができる高周波誘導加熱焼戻装置及び高周波誘導加熱焼戻方法を提供する。
【解決手段】ワークを高周波誘導加熱する高周波誘導加熱焼戻装置である。ワーク熱処理部の熱処理部の軸方向長さよりも短い軸方向長さの誘導加熱コイル50、54、58と、誘導加熱コイル50、54、58をワークの軸方向に沿って移動させる移動手段と、誘導加熱コイル50、54、58に高周波電流を印加する高周波電源52、56、60と、高周波電源の電流印加量を制御する制御手段67、68、69とを備えた。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】安価なラックアンドピニオン式ステアリング装置を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材を冷間鍛造により所定の形状に成形し、さらに高周波焼入れを施すことにより製造されている。この素材は、炭素の含有量が0.35質量%以上0.55質量%以下、ケイ素の含有量が0.1質量%以下、マンガンの含有量が0.35質量%以下、クロムの含有量が0.5質量%以下で、残部が鉄及び不可避の不純物である鋼で構成されている。また、この冷間鍛造前の素材は、圧延ままのフェライト・パーライト組織を有し、ビッカース硬さがHV180以下であり、且つ、日本工業規格JIS G0551に規定の方法で測定された旧オーステナイト結晶粒度が、粒度番号で3以上である。
(もっと読む)
油溝形成方法
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
加熱部位選択的誘導加熱方法
【課題】肉厚の異なる複雑な形状の被加熱物を均一加熱、または選択的に加熱することができる加熱部位選択的誘導加熱方法を提供する。
【解決手段】上記課題を解決するための加熱部位選択的誘導加熱方法は、厚肉部24と薄肉部22とを有する被加熱物26を誘導加熱する方法であって、被加熱物26の内側と外側、又は被加熱物26の表側と裏側にそれぞれ誘導加熱コイル12,14を配置し、2つの誘導加熱コイル12,14に投入する電流の周波数を一致させ、前記2つの誘導加熱コイル12,14に投入する電流波形の位相角をずらすことで、被加熱物26の内部に生ずる渦電流の重畳と打ち消しの割合を変化させ、被加熱物26における薄肉部22の発熱密度と厚肉部24の発熱密度とを調整することを特徴とする。
(もっと読む)
駆動ベルトの金属リングコンポーネントのための熱処理プロセス
本発明は、少なくとも、酸素を含む雰囲気中でリング(14)を酸化させるプロセスステップ(VIII−O)と、アンモニアを含む雰囲気中でリング(14)を窒化する後続のプロセスステップ(VIII−N)とを含む、駆動ベルト(1)において使用するための金属リング(14)のための製造方法における熱処理プロセスを提供し、酸素を含む雰囲気中でリング(14)を酸化させるプロセスステップ(VIII−O)が、450℃を超える温度及び/又は数分以上の間行われる。  (もっと読む)
(もっと読む)
41 - 60 / 161
[ Back to top ]