
Fターム[4K042DC05]の内容
Fターム[4K042DC05]に分類される特許
21 - 40 / 161
配管の残留応力改善方法と、その施工管理方法
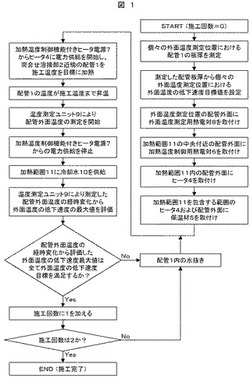
【課題】350℃未満の施工温度で配管の溶接部近傍内面に作用している引張残留応力を圧縮化する方法を提供する。
【解決手段】配管溶接部近傍を外面からのヒータ加熱により350℃未満の施工温度に加熱した後、配管内部に冷却水を供給して内面を急冷する工程を少なくとも2回以上繰り返す。施工管理については、冷却水を供給して内面を急冷した際の外面温度の低下速度と温度測定位置の配管板厚に基づき内外面の温度差を評価し、内外面の温度差により生じる熱応力が配管材料の降伏応力以上であることを確認する。
(もっと読む)
ステンレス鋼製ねじ
【課題】オーステナイト系ステンレス鋼製のねじを用いて、ねじの締付けや緩めの操作を繰り返す場合に、ねじ面が「かじり」や「焼付き」を起こさないものとし、特に真空または清浄雰囲気下に無潤滑で使用される専用ねじについて、焼付きなどを起こさずに発塵も起こさないオーステナイト系ステンレス鋼製ねじを提供する。
【解決手段】オーステナイト系などのステンレス鋼製ねじの表面に、浸炭層もしくは窒化層または浸炭窒化層からなる表面硬化層を設けると共に、前記表面のうち少なくともねじ面は、電解研磨または化学研磨により、表面硬化層の当初表面から10μm以浅まで研磨した研磨面で形成したステンレス鋼製ねじとする。ねじ面は硬質であり、しかも滑面となって、耐摩耗性および低摩擦係数の摺動特性を備えたものになり、ねじ面は耐摩耗性、耐剥離性を備え、さらに低発塵性を有すると共に焼付きなどを起こさないものになる。
(もっと読む)
金属リングの製造方法

【課題】金属リングの溶体化を行う炉内の温度分布を均一化し、金属リングの変形を低減させる金属リングの製造方法を提供する。
【解決手段】金属リングの製造方法は、圧延された金属リングに対する溶体化を行うために、大気圧と同圧の窒素雰囲気下で所定温度に加熱した後、5×10−3Paの真空下で該所定温度に所定時間保持し、その後、3〜155℃/分の冷却速度でマルテンサイト変態開始温度からマルテンサイト変態完了温度まで冷却する工程を備える。
(もっと読む)
変更された低温表面硬化方法
【課題】低温ガス浸炭方法は優れた耐食性を有し硬化されたステンレス鋼製品を達成できるが、かかる過程をより迅速、より経済的な運転を達成できるように、この方法を改良すること、および従来可能であったよりも迅速に浸炭ができ、これによりこの手順の総費用を減らし得るステンレス鋼及びその他の鉄ベース材料の表面硬化のための改良された低温ガス浸炭方法を提供すること。
【解決手段】変更された低温表面硬化方法であって、より具体的には、加工物が、炭素を加工物内に拡散させるにために高い浸炭温度で浸炭用ガスと接触され、これにより析出炭化物の形成なしに所定厚さの硬化されたケースを形成するガス浸炭による加工物を表面硬化させる方法であって、浸炭の早期の段階中に迅速な浸炭を助長し同時に浸炭の後期段階における析出炭化物の形成を避けるように、浸炭の瞬間的速度が、浸炭中により減らされる方法など。
(もっと読む)
高周波焼入方法
【課題】内面部が内面移動焼入によって高周波焼入される筒状部材の精度を向上させることが可能な高周波焼入方法を提供する。
【解決手段】口元3からの深さが全体の1/3の位置を入熱量切換位置P1に設定して、口元P0から入熱量切換位置P1までの工程(第1焼入ステップ)における第1入熱量をQ1(Q1>Q0)に設定して、入熱量切換位置P1から奥端P2までの工程(第2焼入ステップ)における第2入熱量をQ2(Q0>Q2)に設定して、第1入熱量Q1を第2入熱量Q2の3.5〜4.0倍に設定する。これにより、ローラ溝6の溝幅における口元3の開きが抑制されて、ローラ溝6の溝幅の寸法公差を確保することができる。
(もっと読む)
熱処理方法及び熱処理装置
【課題】内歯歯車の歯底を焼き入れすることができ、且つ処理時間の短い方法を提供する。
【解決手段】熱処理装置1は、ワーク載置台2と、内周面処理用の誘導コイル3と、第一移動手段5と、予熱用の半開放形誘導コイル6と、第二移動手段7及び冷却槽8によって構成されている。焼き入れに先立って予熱用の半開放形誘導コイル6で内歯歯車50の側面を昇温する。熱は周囲に拡散され、やがて歯車の歯底の部位にも熱が行き渡る。予熱が終了すると、内周面処理用の誘導コイル3で内歯歯車50の内周面を昇温する。予熱工程によって内歯歯車50の歯底が摂氏400度程度に昇温されているから、内歯歯車50の歯底が短時間の内にA1変態点の温度に達する。歯先部分は、内周面処理用の誘導コイル3に近いので、歯先部分についても直ちに昇温する。
(もっと読む)
ばねおよびその製造方法
【課題】表層の窒素化合物層および炭素化合物層の厚さを極力薄くするとともに、表層に高い圧縮残留応力の層を厚く形成することにより疲労強度を格段に向上させたばねおよびその製造方法を提供する。
【解決手段】重量%で、C:0.27〜0.48%、Si:0.01〜2.2%、Mn:0.30〜1.0%、P:0.035%以下、S:0.035%以下、残部がFe及び不可避不純物からなる全体組成を有し、表面の窒素化合物層および炭素化合物層の厚さが2μm以下であり、かつ横断面において中心部の硬さが500〜700HVであり、表層に横断面の円相当直径をDとしたときに圧縮残留応力層が300μm〜D/4の厚さで形成され、その最大圧縮残留応力が1400MPa〜2000MPaである。
(もっと読む)
遊星歯車装置
【課題】遊星軸4と遊星歯車3と複数本のニードル5、5との組み合わせにより構成されるラジアルニードル軸受12のうち、これら各ニードル5、5の性状を適正に規制する。そして、上記遊星軸4として一般的な性状のものを使用しても、上記ラジアルニードル軸受12全体としての耐久性を十分に確保できる遊星歯車装置を実現する。
【解決手段】上記各ニードル5、5は、浸炭窒化処理されたもので、表面層部分の窒素濃度が0.2質量%以上であり、表面層に、Si・Mn系窒化物が、1%以上10%未満の面積率で存在する。又、平均粒径が0.05μm以上で1μm以下のSi・Mn系窒化物が、100μm2 当たり100個以上存在する。且つ、上記各ニードル5、5の表面層部分の残留オーステナイト量が、5〜15容量%である。
(もっと読む)
機械構造部品の製造方法
【課題】焼戻し軟化抵抗の向上させる鋼素材を使用しても、加工性を良好とすることができる機械構造部品の製造方法を提供する。
【解決手段】質量%で、C:0.3〜1.5%と、Mn:0.2〜2.0%と、Si:0.5〜2.0%、Cr:0.1〜1.5%、Mo:0.1〜1.5%、V:0.05〜0.5%及びNb:0.005〜0.2%からなるグループから選択された1種又は2種以上と、残部Fe及び不可避的不純物とからなる鋼素材を軟化処理して、フェライト面積率30%以上のフェライトとパーライトとからなる金属組織、フェライトと球状炭化物とからなる金属組織、又はフェライトと粒状セメンタイトからなる金属組織とする工程と、軟化処理された鋼素材を所定の形状に加工処理する工程と、加工処理された鋼素材に少なくとも2回の高周波熱処理を行なって表層の金属組織をマルテンサイトとし、それに続く中間層の金属組織を焼戻しマルテンサイト、又は、焼戻しマルテンサイトとフェライトとパーライトとする。
(もっと読む)
鋼製ナット及びその製造方法
【課題】 一般構造用圧延鋼を用いて安定した組織や硬さが得られるようにした鋼製ナットを提供する。
【解決手段】 一般構造用圧延鋼(SS400)製の棒材を1200°C以上1300°C以下の範囲内の温度に加熱して固溶熱処理を行い、このオーステナイト状態においてナットブランクに熱間鍛造するとともに、鍛造終止時のナットブランクの表面温度を760°C以上900°C以下の範囲内の温度にコントロールし、次いで、50°C以下の温度に水冷することによりHRC32〜44の硬さに焼入れし、その後の焼戻しを行って調質することによりJIS B1181附属書2に規定する強度分布5T〜10Tの硬さを有するナットを製造する。
(もっと読む)
コイルばねの熱処理方法
【課題】エネルギー効率、生産性、および、製品の品質を低下させることなく、冷間成形により得られたコイルばねの成形時の残留応力除去のための焼鈍を行うことができるコイルばねの熱処理方法を提供する。
【解決手段】直線状の線材のコイルばねWへの成形終了後に除荷すると、コイルばねWの内側部分(コイルばねWの中心側に面している部分)には引張残留応力が残り、コイルばねWの外側部分(コイルばねWの中心側とは反対側に面している部分)には圧縮残留応力が残る。コイルばねWに通電加熱を行うことにより、コイルばねWに焼鈍を行う(ステップS2)。これにより、コイルばねWから冷間成形時の上記残留応力を除去することができる。通電加熱は、たとえばコイルばねWが360℃〜500℃の範囲内の温度で加熱されるように10〜20秒間行うことが好適である。
(もっと読む)
スチールワイヤの焼鈍方法及び焼鈍装置
【課題】スチールワイヤ焼鈍時の低温領域においても正確に温度を測定して、よってスチールワイヤの接合部を適切に温度調節することができるスチールワイヤの焼鈍方法を提供する。
【解決手段】スチールワイヤW1、W2の接合部bを焼鈍する方法であって、スチールワイヤW1、W2の接合部bの温度を測定しつつ加熱する。この接合部bから放射される光エネルギーをこの接合部に向けて設けた受光素子、例えばフォトダイオード6で受光し、このフォトダイオード6から出力した信号を対数変換し、この対数変換された信号に基づいて決定した温度によりスチールワイヤW1、W2の接合部bの加熱温度を調節する。
(もっと読む)
通電加熱方法及び通電加熱装置
【課題】ワークの背面と歯面の焼入れや焼鈍しを略連続した一つの作業サイクル内で行うことができて、焼入れや焼鈍し作業の能率向上を図ると共に、背面と歯面に高精度な焼入れや焼鈍し品質を容易に得ることが可能な通電加熱方法及び通電加熱装置を提供する。
【解決手段】切替手段を背面側に切り替えて、支持手段で支持されたワークの背面の長手方向加熱範囲両端部に一対の第1接触子を接触させ該接触子に電源装置から背面用の所定の周波数及び出力の電流を供給して背面を通電加熱するステップと、該ステップ後に切替手段を歯面側に切り替えて、ワークの歯面の長手方向加熱範囲両端部に一対の第2接触子を接触させ該接触子に電源装置から歯面用の所定の周波数及び出力の電流を供給して歯面を通電加熱するステップと、を備えることを特徴とする。
(もっと読む)
摺動部品の製造方法
【課題】電子機器や精密機器に使用される軸及び軸受けとして、寸法精度に優れ、耐摺動磨耗性・非磁性の優れた摺動部品の製造方法を提供する。
【解決手段】重量%で、C:0.05〜0.5%、Si:≦1.00%、Mn:9.0〜20.0%、Ni:0.3〜8.0%、Cr:16.0〜19.0%、N:0.04〜0.40%であり、残部が実質的にFe及び不可避的な不純物からなる組成のワークを作製する。ワークは1000℃〜1080℃においてアセチレンガスを導入して真空浸炭処理を行ない、その後、温度を保持したままガス供給を停止して真空中で拡散処理を行なう。処理後はワークに研削加工のみ又は研削加工後に研磨加工を施す。この製造方法により、Hv650以上の表面硬さを有する、寸法精度、耐摺動磨耗性及び非磁性に優れた摺動部品を提供できる。
(もっと読む)
内燃機関におけるクランクシャフトの製造方法及びクランクシャフト
【課題】変形が少なく、焼入れ時間が短く、コストを安くできる内燃機関におけるクランクシャフトの製造方法及びクランクシャフトを提供する。
【解決手段】ジャーナル部2とクランクピン3とが、バランスウェイト5を有するクランクアーム4を介して交互に接続されるクランクシャフト1の製造方法において、ジャーナル部2の周面20及びクランクピン3の周面30に高周波焼入れを施すと共に、ジャーナル部2の周面20のクランクアーム4との境界点に形成されるR部分6及びクランクピン3の周面30のクランクアーム4との境界点に形成されるR部分7のそれぞれにレーザー焼入れを施す。
(もっと読む)
ワークの焼入れ方法及び装置
【課題】ワークへのパーライトやベイナイトの生成を防止するとともに、ワークに生じる歪を抑制するワークの焼入れ方法及び装置を提供する。
【解決手段】ワーク焼入れ方法は、ワークを浸炭処理する浸炭処理工程(a)と、浸炭処理されたワークを冷却する高温緩冷却工程(b)と、緩冷されたワークを恒温変態曲線とマルテンサイト変態開始温度との間の温度に急速冷却する急速冷却工程(c)と、急冷されたワークの温度を恒温変態曲線とマルテンサイト変態開始温度との間の温度に保持するMs点直上恒温保持工程(d)と、恒温保持されたワークを再び急冷する急速冷却工程(c)とからなる。
(もっと読む)
軌道輪の製造方法、軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、0.43〜0.65%の炭素と、0.15〜0.35%の珪素と、0.60〜1.10%のマンガンと、0.30〜1.20%のクロムと、0.15〜0.75%のモリブデンとを含有し、残部鉄および不純物からなる鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】所望の品質を付与しつつ、光輝焼入処理におけるRXガスの流量を低減することによりCO2の排出量を抑制することを可能とする鋼の熱処理方法、機械部品の製造方法および機械部品を提供する。
【解決手段】バッチ式の熱処理炉を用いた鋼の熱処理方法は、熱処理炉の扉を開け、高炭素クロム軸受鋼からなる被処理物を炉内に装入する工程と、扉を閉じる工程と、RXガスを供給しつつA1点以上の温度である熱処理温度に炉内の雰囲気を加熱して、雰囲気のカーボンポテンシャル値を予め決定された値に調整する工程と、脱炭が抑制されつつ被処理物が上記熱処理温度に加熱される工程と、A1点以上の温度からMS点以下の温度に冷却されることにより、被処理物が焼入硬化される工程とを備えている。そして、上記熱処理温度に加熱される工程では、ガス置換回数が0.78未満となるように炉内にRXガスが供給される。
(もっと読む)
高周波誘導加熱装置
【課題】ワークの焼入れと焼鈍しを略連続した一つの作業サイクル内で行うことができて、焼入れ焼鈍し作業の能率向上を図ると共に、良好な焼入れ焼鈍し品質を容易に得ることが可能な高周波誘導加熱装置を提供する。
【解決手段】支持手段で支持されたワークの焼入れ焼鈍し部位に配置された加熱コイルと、該加熱コイルに所定周波数の高周波電流を供給する高周波電源装置と、前記ワークを冷却可能な冷却手段と、これらを制御する制御手段と、を備え、前記高周波電源装置は、焼入れ用の高周波電流を前記加熱コイルに供給可能な第1電源手段と、焼鈍し用の高周波電流を前記加熱コイルに供給可能な第2電源手段を有し、前記制御手段は、前記第1電源手段と冷却手段を制御してワークを焼入れすると共に、該焼入れに略連続状態で前記第2電源手段を制御してワークを焼鈍しすることを特徴とする。
(もっと読む)
板状部品の高周波焼入れ方法
【課題】本発明は、板状部品における湾曲領域を含む設定焼入れ領域の高周波焼入れを可能とした板状部品の高周波焼入れ方法の提供を目的とする。
【解決手段】焼入対象物である板状部品としての自動車用シートのサイドフレーム100の全外周縁部を設定焼入れ領域8に設定し、そのサイドフレーム100を保持した保持部を、高周波加熱部4に対して可動させることにより、設定焼入れ領域8に沿わせてその設定焼入れ領域8を高周波加熱部4に対して順次通過させるとともに、ノズル口51を、保持部22の移動に際して高周波加熱部4に対して可動させることにより、前記通過に際して加熱昇温された加熱昇温部に追随させながら順次冷却液を噴射させる。
(もっと読む)
21 - 40 / 161
[ Back to top ]