
Fターム[4L036PA26]の内容
糸、糸又はロープの機械的な仕上げ (18,618) | 処理 (5,748) | 水・液体の付与 (224)
Fターム[4L036PA26]に分類される特許
201 - 220 / 224
歯付ベルト
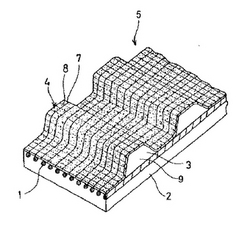
【課題】歯付ベルトの歯部に使用される材料の接着力を保持しながら、摩擦係数を下げることにより、高負荷下で発生するベルト歯部の摩耗、損傷及びベルトのプーリフランジ部への移動によるベルトの端面磨耗、損傷が防止でき、それによりエンジン及び動力伝達装置の正常な動きを維持するベルトを提供する。
【解決手段】背部2に心線1を埋設した歯付ベルト5に長手方向に沿って複数の歯部3を設け、歯部3表面を歯布4で被覆して形成される歯付ベルトに関する。少なくとも前記歯部3に使用される歯布4の接着力を維持しながら、動摩擦係数を小さくする。その手段として、前記歯部3を構成する繊維材料にポリテトラフルオロエチレン繊維を使用し、その織り組織を3/1綾織りあるいは、2重織りとする。
(もっと読む)
ゴム補強用炭素繊維コードの製造方法、およびゴム補強用炭素繊維コード
【課題】炭素繊維コードとゴムを主成分とする基材との界面における接着性に優れ、かつ耐疲労性にも優れたゴム補強用炭素繊維コードを提供すること。
【解決手段】実質的に無撚の炭素繊維束に、ポリウレタンを含む樹脂組成物を含浸した後、該繊維束1本にまたは複数本合糸した繊維束に対し、下記式(1)で示される範囲の撚を加えるゴム補強用炭素繊維コードの製造方法。
2≦ TC≦ 7 式 (1)
ただし
TC=撚係数=(1/3,031)×T(D)1/2
T :加えられた撚数(回/m)
D :1本または複数本の炭素繊維束の繊度(dtex)
(もっと読む)
拡繊装置

【課題】 繊維束を均一厚かつ均一幅で効率的に拡繊する。
【解決手段】 複数のフィラメントが集合されてなる繊維束2を拡繊対象とし、繊維束2の拡繊手段として、周方向に複数のロール22を互いに平行に配設してなり駆動手段にて回転されるロール籠20を用い、繊維束2を、張力を付与した状態で、ロール籠20の周囲に巻回して、ロール22との摺接により拡繊する。
(もっと読む)
色柄編物用糸およびその製造方法並びに色柄編物およびその製造方法
【課題】デザインを施した原画に対して、編物地を重ねて編物に置くようにプログラム化し、糸を編物から解編させたシミュレーションにて直線にした場合の色配列を生成して、色を配列させた色柄編物用糸並びに色柄編物を得る方法を提供すること。
【解決手段】糸の長さ方向に沿って色分けされており、且つ該糸の横編地における1編目の糸長ピッチaに対し、予め定めた整数N倍の長さ間隔L(L=aN)で色印が付された糸であって、同一コースに該予め定めた整数Nに対して別途予め定めた整数M倍の目数(N×M)を順次形成し、続けて前記同一コースとは異なるコースを前記同一コースと逆方向または同一方向に順次形成してウェルを形成し、次いでさらに異なるコースを形成してウェルを形成し、前記色印がウェル数N目個の間隔でウェル形成方向に配列した横編地を編成した際、前記色分けされた色が連なって色柄を構成することを特徴とする色柄編物用糸。
(もっと読む)
ゴムホース補強用繊維コード、およびゴムホース
【課題】従来のポリエステル繊維に比べて、ポリエチレンナフタレート繊維の優れた特性、すなわち高強力、高弾性率、高耐熱性を生かし、安価で、かつ優れた振動吸収特性を有するゴムホースを提供する。
【解決手段】補強用繊維を補強層として用いてなるゴムホースであって、該補強用繊維がポリエチレンナフタレート繊維を、ポリエポキシド化合物を含む第1処理剤で処理するか、あるいは該繊維の紡糸または延伸の段階でポリエポキシド化合物を含む処理剤で処理した後、撚糸コードとなし、さらにレゾルシン・ホルマリン・ゴムラテックス(RFL)で処理された繊維コードであるゴムホース。
(もっと読む)
ヤーンの取扱い装置および取扱い方法
【課題】 ヤーンの製造工程で用いられる簡単な構成の安価なノズルユニットを備え、かつ公知の装置よりも生産性を高めうるヤーンの引出し装置、およびこの装置に関連する方法を提供する。
【解決手段】 合成ヤーンを、延伸工程において取扱うための装置において、入口部と出口部の間で断面積が変化するようになっている、ヤーン通過用の主通路を有する少なくとも2つのノズルを設ける。この主通路に対しては、好ましい方向に流体を供給する少なくとも1つのチャネルを開放させる。これらのノズルは、直列に配置され、第2のノズルにおける主通路の断面積は、第1のノズルの主通路の対応する断面積よりも、少なくとも3%大きくするのが好ましい。
(もっと読む)
タイヤコードを製造するための改良された方法及び系
ゴム製品、特にタイヤ用の補強材を製造するための方法及び系。本方法は、二又はそれより多い糸を撚り合わせてケーブルを形成する工程、及び、撚り合わせたあと直接、そのケーブルに接着剤を施用し硬化させて処理コードを形成する工程を含んでなる。糸を撚る工程及び接着剤を施用し硬化させる工程は、中間巻き取り装置無しで一つの機械で行う。また、本発明は、処理コードを製造するための系であって一機方式の撚り及び処理ユニットを含んでなる系にも向けられる。 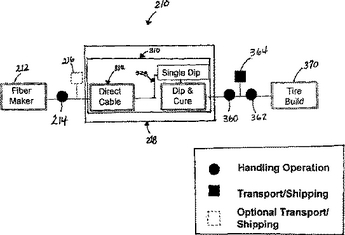 (もっと読む)
(もっと読む)
カーカス繊維コード被覆用ゴム組成物およびそれにより被覆されたカーカス繊維コード
【課題】繊維コードとの剥離を抑制し、さらに優れた破断特性を有するカーカス繊維コード被覆用ゴム組成物およびそれにより被覆されたカーカス繊維コードを提供する。
【解決手段】ゴム成分100重量部に対して、(A)硫黄を2〜2.9重量部、(B)クレゾール樹脂、レゾルシン縮合物および変性レゾルシン縮合物からなる群から選ばれる1種以上の化合物を0.5〜3重量部、ならびに(C)ヘキサメチロールメラミンペンタメチルエーテルの部分縮合物またはヘキサメトキシメチロールメラミンの部分縮合物を0.5〜3重量部含有するカーカス繊維コード被覆用ゴム組成物、およびそれからなるカーカスにより被覆されたカーカス繊維コード。
(もっと読む)
交絡されたポリオレフィン系マルチフィラメントの製造方法、交絡されたポリオレフィン系マルチフィラメントおよびフィルタークロス
【課題】捲縮がなく、織加工によって得られるフィルタークロスの原料として好適な、ポリオレフィン系マルチフィラメントを、繊維油剤を使用せずに効率よく製造する方法を提供する。
【解決手段】ポリオレフィン系マルチフィラメントに低温揮発性液体を付与した後、該マルチフィラメントを、延伸ローラーの温度を前記低温揮発性液体の沸点以下の温度にして加熱、延伸処理し、しかる後、交絡処理することを特徴とする交絡されたポリオレフィン系マルチフィラメントの製造方法である。
(もっと読む)
酢酸セルローストウおよびその製造方法
繊維トウ、特に酢酸セルローストウの製造において、捲縮機に入る前にトウが可塑化される。好ましい可塑剤は水である。  (もっと読む)
(もっと読む)
酢酸セルローストウおよびその製造方法
たばこトウを製造するための装置および方法であって、酢酸セルロースと溶媒との溶液を含むドープを紡糸するための手段と、紡糸したままの酢酸セルロースフィラメントを引き取る手段と、前記酢酸セルロースフィラメントを潤滑させる手段と、前記酢酸セルロースフィラメントからトウを形成する手段と、前記トウを捲縮させる手段であって、前記トウと係合するように構成されたニップローラーの組と、前記ニップローラーの組と並列にされ、前記ニップローラーの組の間に前記トウを保持するように構成されたチークプレートの組と、前記ニップローラーの組の出口端と隣接するドクターブレードの組と、スタッファーボックスであって、前記ドクターブレードの組と隣接し前記ニップローラーの組から前記チャネル内に前記トウを受け入れるように構成されたスタッファーチャネル、および前記トウと軸受係合するよう構成され前記チャネルの遠位端に配置されたフラッパーを有するスタッファーボックスとを備えるスタッファーボックス捲縮機を含む手段と、前記捲縮したトウを乾燥させる手段と、前記捲縮し乾燥させたトウをベール梱包する手段と、を含む装置および方法。この装置および方法は以下の少なくとも2つをさらに含む:
A.前記捲縮手段が、前記トウの捲縮を誘導するように構成されている前記ニップローラーの組の内1つのローラーをさらに含んでいる、
B.前記捲縮手段が、中実セラミック材料でできている、前記ニップローラーの組の内1つのローラーをさらに含んでいる、
C.前記捲縮手段が、前記ニップローラーの組と接触する直前に前記トウの側端部を潤滑させるよう構成され、前記チークプレートの組より前方にあり、前記チークプレートの組と接触している、トウ端部ルブリケーターの組をさらに備えている、
D.前記捲縮手段が、前記チャネルと連通している蒸気インジェクターをさらに備えている、
E.前記トウを形成する手段の後、および前記トウを捲縮させる前記手段の前に位置する前記トウを可塑化する手段をさらに備えている、
F.前記フィラメントを潤滑させる手段が、62.0〜65.0重量%の鉱油と、27.0〜28.0重量%の乳化剤であって、50.0〜52.0重量%のソルビタンモノラウレート、および48.0〜50.0重量%のPOE(20)ソルビタンモノラウレートの混合物である乳化剤と、残分の水とから成るエマルジョンを含む仕上剤をさらに含んでいる。  (もっと読む)
(もっと読む)
酢酸セルローストウおよびその製造方法
繊維トウ、特に酢酸セルローストウの製造において、スタッファーボックス捲縮機が、捲縮機のニップローラーと接触する直前にトウの側端部を潤滑するように構成された一対のトウ端部ルブリケーターを有している。  (もっと読む)
(もっと読む)
有機繊維タイヤコード、空気入りタイヤ及び有機繊維タイヤコードの製造方法
【課題】泡の発生しているディップ液を汚染することなく消泡する方法によって製造された有機繊維タイヤコードを提供する。
【解決手段】有機繊維タイヤコードのディップ工程において、ディップ処理部にはディップ液22の溜められた処理槽24が設けられている。処理槽24中には、ディップ液上にフィルム又は織物の消泡用シート40が浮かんでいる。消泡用シート40の材質は高分子材料であり、例えば、PE、PP、PET、ナイロン(ポリアミド系の合成高分子)などが用いられる。又、消泡用シート40は、撥水性材料、又は、消泡性材料で被覆されている。
(もっと読む)
ウレタンベルト
【課題】 ガラス繊維コードとエラストマー部との一体化性に優れるウレタンベルトを提供する。
【解決手段】 ウレタン歯付ベルト1はベルト長手方向に沿って複数の歯部2と、心線3を埋設した背部4からなり、歯部2と背部4は注型ウレタンエラストマーにより成形されてなり、背部に埋設された心線3が、ガラス繊維フィラメントをシランカップリング剤、バインダー樹脂を含む処理剤で処理した後、該ガラス繊維フィラメントを集束して下撚りを施し、次いで、下撚りコードをポリウレタン樹脂分散溶液で処理した後、該下撚りコードを複数本あわせて上撚りを施したガラス繊維コードである。
(もっと読む)
ゴム補強用ポリエステルコードおよびその製造方法
【課題】高弾性率を有し、かつゴム中で長時間高温に曝露された場合の耐熱接着性および強力保持率が著しく改善された、タイヤキャッププライ用途に好適なゴム補強用ポリエステルコードおよびその製造方法を提供する。
【解決手段】ポリエステル繊維材料にゴムとの接着性を付与するに際して、処理液として(A)キャリアーを含む処理液、(B)ブロックドイソシアネート水溶液、(C)エポキシ化合物の分散液、(D)レゾルシン−ホルムアルデヒド−ラテックス(RFL)混合液の4者を組合せて、1段または2段以上の多段処理より、該ポリエステル繊維材料に処理を施し、かつ少なくとも(A)キャリアーを含む処理液が配合された第1処理液で処理した後、少なくとも(D)RFL混合液が配合された第2処理液で処理し、最終段の第2処理液で処理した後、0.2cN/dtex以上に調整されたノルマライジング張力下で熱処理を施すことを特徴とするゴム補強用ポリエステルコードの製造方法。
(もっと読む)
ポリエステルタイヤキャッププライコードおよびその製造方法
【課題】高弾性率を有し、かつゴム中で長時間高温に曝露された場合の耐熱接着性および強力保持率が著しく改善された、ポリエステルタイヤキャッププライコードおよびその製造方法を提供する。
【解決手段】ポリエステル繊維材料にゴムとの接着性を付与するに際して、処理液として(A)キャリアーを含む処理液、(B)ブロックドイソシアネート水溶液、(C)エポキシ化合物の分散液、(D)レゾルシン−ホルムアルデヒド−ラテックス(RFL)混合液の4者を組合せて、1段または2段以上の多段処理より、該ポリエステル繊維材料に処理を施し、かつ少なくとも(A)キャリアーを含む処理液が配合された第1処理液で処理した後、少なくとも(D)RFL混合液が配合された第2処理液で処理し、最終段の第2処理液で処理した後、0.2cN/dtex以上に調整されたノルマライジング張力下で熱処理を施すことを特徴とするポリエステルタイヤキャッププライコードの製造方法。
(もっと読む)
ポリケトン繊維コードおよびその製造方法
【課題】ポリケトン繊維の撚糸強力保持率を高め、撚り縮みがなく撚糸形状および耐疲労性に優れたポリケトン繊維コードおよびその製造方法を提供する。
【解決手段】(1) 主たる繰り返し単位が1−オキソトリメチレン単位で構成されたポリケトン繊維を含む撚糸コードであって、該コードの撚り縮み率が式、撚り縮み率≦1.8×10-4×K+1.3×10-8×K2 (ただし、式中のKは撚り係数で、K=Y×D0.5 で表され、Yは繊維コード1mあたりの撚り数(T/m)、Dは繊維コードの総繊度(dtex)である。)を満足するポリケトン繊維コード。(2) 主たる繰り返し単位が1−オキソトリメチレン単位で構成されたポリケトン繊維を撚糸してポリケトン繊維コードを製造する際に、該ポリケトン繊維の撚糸時張力を0.08〜0.7cN/dtexにするポリケトン繊維コードの製造方法。
(もっと読む)
フィラメントヤーンと発泡ポリマー含有マトリックスとを含有してなる複合ヤーン
本発明は無機又は有機材料よりなるフィラメントヤーンとポリマー材料よりなるマトリックスとを含有してなる複合ヤーンに関し、該フィラメントヤーンはポリマー材料のマトリックスで被覆されているか、これに押出成形されているか又は組込まれている。本発明は該マトリックスが少なくとも1種の発泡ポリマーを含有してなることを特徴とする。本発明はまた複合ヤーンが、前記の複合ヤーンよりなる芯部を包含し且つ該芯部を包囲する第2のポリマー材料のマトリックスで被覆されているかこれに押出成形されているか又は組込まれていることを特徴とする複合ヤーンに関する。本発明はまた被覆及び押出により前記の創造性ヤーンを製造する種々の方法に関する。 (もっと読む)
吸水性複合材料の製造方法及び装置
本発明は、連続トウから吸水性複合材料を製造する方法及び装置に関する。本発明の方法及び装置は、けん縮トウを開繊し、けん縮トウをディレジスターし、ディレジスターされたトウを実質的に長方形断面に成形し、及び微粒子を成形されたトウ中に微粒子を分散する工程又は手段を含む。本発明の方法及び装置において、微粒子が積まれ成形されたトウのライン速度は190m/分より速い。 (もっと読む)
ステープルファイバーおよびその製造方法
ポリ(トリメチレンテレフタレート)のステープルファイバーの製造方法は、未延伸糸(1)を浸漬タンク(2)に供給し、ロール(3、4)によって進め、水中で濡らす工程を含む。濡らされた未延伸糸(1)はロール(5、6、7、8、10)によって浸漬タンク(9)での第1延伸段階に進められ、浸漬タンク(9)の水中でロール(10、11)間で部分延伸される。次に糸(1’)は、ロール(10)より速い速度で駆動されるロール(11、12、13、14、15、16)によって部分延伸される。部分延伸糸(1’’)は次に水スプレージェット(17)によって再び濡らされ、ロール(16)より速い速度で駆動されるロール(18、19、20、21)およびフィルムガイダー(22、23)によってさらに延伸される。ニップロール(5’、8’、14’、22’、25’)が糸滑りを最小限にするために用いられる。第2延伸後に、仕上剤噴霧器(24)が延伸糸(1’’’)に希薄仕上剤を塗布し、糸は次にフィルムガイダー(25、26)によって進められ、かつ、張力下に維持され、駆動される捲縮機ニップロール(26’)によってスタッファーボックス捲縮機(27)中へ進められ、捲縮機でそれはスチーム(28)の適用によって捲縮され、熱固定される。捲縮糸(1’’’’)は次に従来のベルトドライヤー(29)を通って弛緩状態で進められ、ロータリーカッター(30)でカットされ、貯蔵および輸送のために梱包される(31)。 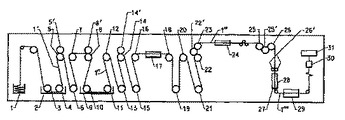 (もっと読む)
(もっと読む)
201 - 220 / 224
[ Back to top ]