
Fターム[4L036UA07]の内容
糸、糸又はロープの機械的な仕上げ (18,618) | 目的、効果 (3,306) | 物性改善 (1,364) | 応力特性 (687)
Fターム[4L036UA07]に分類される特許
521 - 540 / 687
ポリエステル系複合繊維の仮撚加工糸及びその製造法
【課題】本発明は、2種類のポリエステル成分がサイド−バイ−サイド型または偏心鞘芯型に貼り合わされた単糸で構成され、該2種類のポリエステル成分の少なくとも1成分がポリトリメチレンテレフタレートであり、該2種類のポリエステル成分の固有粘度差が0.05〜0.9(dl/g)であり、潜在捲縮性を有し、沸水処理前に顕在している捲縮の伸縮伸長率が50%以上であることすることを特徴とするポリエステル系複合繊維の仮撚加工糸を提供する。
【解決手段】下記(1)〜(5)の要件を満足することを特徴とするポリエステル系複合繊維の仮撚加工糸。
(1)複合繊維が、2種類のポリエステル成分がサイド−バイ−サイド型または偏心鞘芯型に貼り合わされた単糸で構成されている。
(2)単糸を構成する2種類のポリエステル成分のうち1成分がポリトリメチレンテレフタレートであり、他の成分がポリエチレンテレフタレート又はポリブチレンテレフタレートである。
(3)該2種類のポリエステル成分の固有粘度差が0.05〜0.9(dl/g)である。
(4)潜在捲縮性を有している。
(5)沸水処理前に顕在している捲縮の伸縮伸長率が50%以上である。
(もっと読む)
ポリオレフィン繊維を延伸するための加熱装置および方法
ポリエチレン繊維など超高分子量ポリオレフィン繊維を延伸するのに有用な加熱装置および方法。この加熱装置は、ロールの第1のセットと、複数の整列されたオーブンとを含む。この装置は、オーブンの出口部でロールの第2のセットを含み、それらのロールは、ポリオレフィン繊維の所望の延伸をもたらすようになされる。この装置および方法は、好ましくは4つまたは6つの水平オーブンを使用して、加熱された環境内で単一の延伸ステップを実現する。 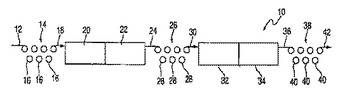 (もっと読む)
(もっと読む)
ポリエステルヤーンおよび製造方法
マルチフィラメントのポリ(トリメチレンテレフタレート)ヤーンが提供される。このポリ(トリメチレンテレフタレート)ヤーンは、少なくとも0.6の結晶配向関数および65%から110%の間の破断時の伸びを有する。ポリ(トリメチレンテレフタレート)をマルチフィラメントヤーンに溶融紡糸すること;このヤーンを50℃未満のヤーン温度まで冷却すること;およびヤーンの温度を50℃未満のヤーン温度に維持しながら、冷却したヤーンを少なくとも約3500m/分の巻き取り速度で巻き取ることを含む、ヤーンを形成するための方法も開示されている。 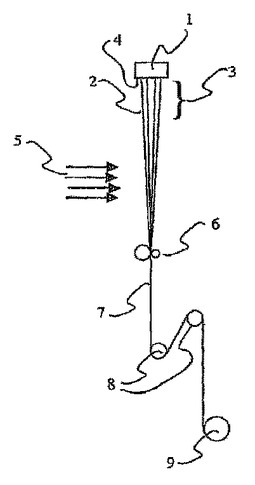 (もっと読む)
(もっと読む)
融着網用ポリエステル織編物およびポリエステル融着網
【課題】従来より優れた破裂強力を有し、かつ水処理膜等の液体を透過させる性能を維持可能な融着網用ポリエステル織編物および融着網を提供する。
【解決手段】ポリエステルマルチフィラメントからなる織編物であって、10cm四方の該編物を縦、横方向ともに2Nの力で引っ張った状態で観察した場合のマルチフィラメント同士の接触点が0.4〜32個/mm2 、空隙率が0.7〜15%である、融着網用ポリエステル織編物により達成される。
(もっと読む)
ボタン穴かがり用縫い糸及びこの糸を用いたボタン穴用縁かがり
【課題】
ボタン穴かがりにおいて、従来のウーリーナイロンミシン糸に比べて強度に優れ、太さを細くすることができ、ボタン穴かがりの縫い合せに使用して製品の外観品位と穴かがり部の風合触感を改善することが可能なボタン穴かがり用縫い糸を提供する。
【解決手段】
ボタン穴かがり部の縁かがりに用いられる糸であって、該糸は、溶融紡糸方式のゴム状弾性糸条で構成される芯糸と、熱可塑性合成繊維糸状で構成される被覆糸からなるカバリング糸であることを特徴とするボタン穴かがり用縫い糸。好ましくは前記カバリング糸はダブルカバリング糸であり、該ダブルカバリング糸における上撚り数と下撚り数の比率が0.6〜0.9であり、前記ゴム状弾性糸状はPSD値(弾性糸を100%伸張し、140℃で60秒間の乾熱セットを施した後の永久変形歪み率)が55〜95%である。
(もっと読む)
芯鞘型複合繊維、捲縮糸、およびそれらを用いてなる繊維構造体
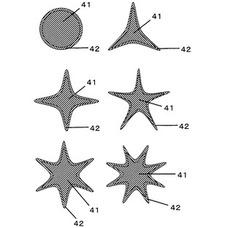
【課題】耐摩耗性、捲縮特性に優れ、高品位かつ耐久性に優れる繊維構造体を与える脂肪族ポリエステル繊維、およびそれからなる捲縮糸と繊維構造体を提供する。
【解決手段】芯成分41が脂肪族ポリエステル樹脂と、熱可塑性ポリアミド樹脂とのポリマーアロイを含んでなり、鞘成分42が熱可塑性ポリアミド樹脂を含んでなる芯鞘型複合繊維。捲縮はエアスタッファで付与することが好ましい。繊維構造体は自動車内装用のカーペットに適用できる。
(もっと読む)
刺繍用縫い糸及びこの糸を用いた刺繍製品
【課題】
刺繍柄の縁かがりにおいて、従来のナイロンやレーヨンの刺繍糸に比べて強度に優れ、太さを細くすることができ、刺繍柄縁かがりの縫い合せに使用して製品の外観品位と縁かがり部の風合触感を改善することが可能な刺繍用縫い糸を提供する。
【解決手段】
刺繍柄の縁かがりに用いられる糸であって、該糸は、溶融紡糸方式のゴム状弾性糸条で構成される芯糸と、熱可塑性合成繊維糸状で構成される被覆糸からなるカバリング糸であることを特徴とする刺繍用縫い糸。好ましくは前記カバリング糸はダブルカバリング糸であり、該ダブルカバリング糸における上撚り数と下撚り数の比率が0.6〜0.9であり、前記ゴム状弾性糸状はPSD値(弾性糸を100%伸張し、140℃で60秒間の乾熱セットを施した後の永久変形歪み率)が55〜95%である。
(もっと読む)
強化ラジアル航空機用タイヤ

【課題】優れたコード伸び性を実現し、一方、ラジアル航空用タイヤ構成の厳しい加重およびたわみ要件に必要な強度性能を実現すること。
【解決手段】トレッドと、クラウン補強物と、ラジアルカーカス補強物とを有する空気入りタイヤは、カーカス補強物が、一対のビードコアの周りに巻かれた織物コードの少なくとも1つの軸線方向内側プライと、各ビード内でビードコアの周りに内側から外側に巻かれ外側の折返しを形成する少なくとも1つの軸線方向内側プライと、少なくとも軸線方向内側プライの折返しに沿ってビードからビードへ延びる織物コードの少なくとも1つの軸線方向外側プライとを有する。各ビードは弾性エイペックスフィラーを有する。少なくとも1つの軸線方向内側プライまたは少なくとも軸線方向外側プライは、破壊時の伸び率が12%から20%未満であり、破壊強度が1050Nより高く、線密度が9000dtexより高い組合せコードを有する。
(もっと読む)
複合撚糸
【課題】 糸強力が高く、製編織性に優れ、伸縮性に富み、軽量性、柔軟性、風合、外観などに優れる織編物を作製することのできる、ゴム弾性糸を用いない複合糸の提供。
【解決手段】 紡績糸、非ゴム弾性フィラメント糸及び水溶性糸を撚り合わせた複合撚糸であって、複合撚糸の撚り方向が紡績糸の撚り方向と逆で、複合撚糸の撚数が紡績糸の撚数の0.3〜2倍で、且つ複合撚糸の質量に基づいて、紡績糸の割合が15〜70質量%の範囲内、非ゴム弾性フィラメント糸フィラメント糸の割合が10〜60質量%の範囲内及び水溶性糸の割合が5〜75質量%の範囲内にある複合撚糸、並びに該複合撚糸より作製した織編物から水溶性糸を水で溶解除去した織編物。
(もっと読む)
ポリエステル芯鞘複合型部分配向繊維およびその製造方法
【課題】繊維布帛としての発色性とソフト性に優れ、そして高強度であり、更には仮撚り加工性にも優れたカーシート用途に好適なポリエステル芯鞘複合型部分配向繊維を提供する。
【解決手段】ポリエチレンテレフタレートを芯部に配し、ポリトリメチレンテレフタレートを鞘部に配してなる、長手方向に同心円芯鞘断面形状を有する複合繊維であって、該芯部に配されるポリエチレンテレフタレートの極限粘度に対し、該鞘部に配されるポリトリメチレンテレフタレートの極限粘度が高く、かつその極限粘度差が0.4〜1.0であり、更に下記(A)〜(C)の要件を満足するポリエステル芯鞘複合型部分配向繊維。(A)単繊維繊度が1.0〜2.8dtexである。(B)強度が2.0cN/dtex以上である。(C)伸度が90〜160%である。(D)温水収縮率が1.5〜10.0%である。
(もっと読む)
空気入りタイヤ
【課題】製造工程における厳格な湿度や温度管理を不要とし、かつ高速耐久性や高速操縦安定性を向上させる。
【解決手段】カーカス6は、カーカスコードをタイヤ周方向に対して70〜90°の角度で配列したカーカスプライ6Aからなり、かつ前記カーカスコードに、精製セルロース繊維コードを用いるとともに、該精製セルロース繊維コードを温度120℃にて2時間乾燥させた乾燥状態における精製セルロース繊維コードの破断強度S1を3.5gf/dtex以上とした。
(もっと読む)
ポリエステル斑糸およびそれを用いた混繊糸
【課題】経時変化による変動の少ないシックアンドシンヤーンを得ること、および布帛として安定したアルカリ減量処理を可能とすること。
【解決手段】エチレンテレフタレート系ポリエステルを毎分2000〜5000m程度の条件で溶融吐出して巻き取った中間配向状態の複屈折率が0.05以下である未延伸原糸を用い、1〜30%オーバーフィードしながら弛緩熱処理して糸長方向に収縮斑を潜在的に有する斑糸を得る。弛緩熱処理条件は、予熱温度を90〜150℃、熱セット温度を200〜250℃、要すれば、予熱の前に交絡ノズルを設置しヤーンに交絡を施す。染色時に斑が顕在化し、従来製品にない霜降り状外観が得られ、しかもアルカリ減量時の減量量の変動を抑制して所定の風合とすることができる。
(もっと読む)
空気入りタイヤ
【課題】レーヨン繊維コードを使用した場合と比べ、同等レベル又はそれを超えるほどに優れた操縦安定性と良好な耐久性を有する空気入りタイヤをポリオレフィンケトン繊維コードを用いて実現すること。
【解決手段】式(a)で表されるポリオレフィンケトン繊維からなり乾熱150℃における熱収縮応力が0.19cN/dtex以上であり、かつ、下撚り係数N1 と上撚り係数N2 の比率R(=N2 /N1 )が1.20≦R≦1.70であり、上撚り係数N2 が1600以上2300以下である撚りコードを含むカーカス層を1プライ以上有する空気入りタイヤ。
−(CH2 −CH2 −CO)n−(R−CO−)m− …式(a)
ここで、式(a)中、nとmの関係は記式(b)で表されるものであり、またRは炭素数が3以上のアルキレン基である。
1.05≧(n+m)/n≧1.00 …式(b)
(もっと読む)
空気入りラジアルタイヤ
【課題】 加硫故障の発生を抑制しながらロードノイズの改善を可能にした空気入りラジアルタイヤを提供する。
【解決手段】 左右一対のビード部3,3間にカーカス層4を装架し、トレッド部1におけるカーカス層4の外周側にベルト層6を埋設すると共に、ベルト層6の外周側に補強コードをタイヤ周方向に巻回してなるベルトカバー層7を配置した空気入りラジアルタイヤにおいて、ベルトカバー層7の補強コードとして、弾性率が130cN/dtex以上270cN/dtex以下であり、下記(1)式で表される構造を有するポリオレフィンケトン繊維コードを用いる。
−(CH2 −CH2 −CO)n−(R−CO)m− ・・・(1)
ここで、1.05≧(n+m)/n≧1.00、
Rは炭素数が3以上のアルキレン基である。
(もっと読む)
釣り糸およびその製造方法
【課題】釣り糸としての十分な強度を持ち、適度な伸びと伸縮回復性をバランス良く兼ね備え、且つ従来のモノフィラメント製釣り糸と同等の扱い易さを有する釣り糸の提供。
【解決手段】熱可塑性樹脂モノフィラメントからなる芯糸の周囲に一本以上の鞘糸を製紐または撚り合わせてなる釣り糸であって、この釣り糸の直径が0.05〜0.6mm、且つ釣り糸の破断強度が1500N/mm2以上、破断伸度が10〜40%の範囲にあるとともに、瞬間回復率が70〜100%の範囲にあることを特徴とする釣り糸。
(もっと読む)
接着芯地用織物、及びその製造方法、並びに接着芯地
【課題】伸縮性の良好な複合紡績糸を提供すること、また緯方向に優れたストレッチ性と張り・腰の両方を具備した接着芯地用織物(また接着用芯地)を提供すること、更に前記の様な接着芯地用織物を効率的に製造できる方法を提供することを目的とする。
【解決手段】ポリエステル仮撚加工糸の捲縮状態を喪失する如き張力を発生させない様にして、これとセルロース系ステープルファイバーとの複合紡績糸を製造する。複合紡績糸は、セルロース系ステープルファイバー束の外周部にポリエステル仮撚加工糸を構成するフィラメントが50%以上配されてなる。この複合紡績糸は伸縮性に優れる。これを緯糸に用いて製織、染色処理すると、上記仮撚加工糸が内側に移動する。得られた接着芯地用織物(又は接着用芯地)は緯方向に優れたストレッチ性をしめす。しかもすっきりとした外観である。
(もっと読む)
接着芯地用織物、及びその製造方法、並びに接着芯地
【課題】緯方向に優れたストレッチ性と張り・腰の両方を具備した接着芯地用織物(並びに接着芯地)を提供すること、またこの様な接着芯地用織物を工程通過性良く効率的に製造できる製造方法を提供することを目的とする。
【解決手段】カット長が43mm以上の潜在捲縮性コンジュゲートステープルファイバーと、この潜在捲縮性コンジュゲートステープルファイバーよりもカット長或いは平均繊維長が短いセルロース系ステープルファイバーとが含まれた混紡糸を、少なくとも緯糸に用いた接着芯地用織物である。上記潜在捲縮性コンジュゲートステープルファイバーと上記セルロース系ステープルファイバーの紡績にあたっては、それぞれ別個に混打綿工程を行い、その後の練条工程でこれらを混綿する。
(もっと読む)
ミシン糸およびそれを用いた縫製品
【課題】高い可縫性を持ち、かつ高い縫目伸縮性を持ったミシン糸を提供すること。
【解決手段】ポリブチレンテレフタレートマルチフィラメント糸を含むミシン糸であって、破断強度が2.0〜4.0cN/dtex、破断伸度が25%〜65%で、20%伸度時の応力が1.2〜2.0cN/dtex、である事を特徴とするミシン糸。
(もっと読む)
紡績糸およびそれを用いてなる布帛
【課題】 衣料用途に適するソフト性を有しながら、耐フィブリル化を改善するセルロースエステル短繊維を紡績して得られる紡績糸およびその紡績糸を含む布帛を提供する。
【解決手段】
少なくとも一部のアシル基が炭素数3以上であるセルロースエステルを主成分とする熱可塑性組成物からなり、伸度が5〜40%であり、かつ繊維長が25〜150mmであるセルロースエステル短繊維を、少なくとも20wt%以上含有してなることを特徴とする紡績糸。
(もっと読む)
断続発泡繊維およびその製造方法並びに釣り用仕掛け
【課題】比重調整が容易で高強度を有し、特に釣り用仕掛けに適した芯鞘複合型発泡繊維およびその効率的な製造方法の提供。
【解決手段】繊維断面が発泡性の鞘樹脂と非発泡性の芯繊維よりなる芯鞘複合型発泡繊維であって、鞘樹脂からなる被覆部が芯繊維を断続的に被覆して、この芯繊維に非被覆部を形成していることを特徴とする。被覆部の長さが0.5〜10cm、非被覆部の長さが5〜50cmであり、被覆部と非被覆部が連続的に存在する。
(もっと読む)
521 - 540 / 687
[ Back to top ]