
Fターム[4L055BE14]の内容
Fターム[4L055BE14]に分類される特許
181 - 192 / 192
強光沢箔紙の製造方法
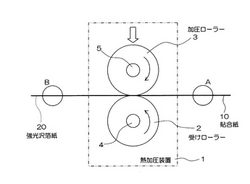
【課題】 紙とアルミ箔を貼合した低コストな貼合紙でも強光沢で仕上げること。
【解決手段】 紙材11の表面にアルミ箔12を貼合した貼合紙10を熱加圧する熱加圧装置1を加圧ローラー3と受けローラー2とで構成する。加圧ローラー3は表面を鏡面無地ロールとし、熱加圧装置1による貼合紙10の加工条件を、速度:毎分5〜10メートル、温度:140〜150℃、圧力:0.3〜0.55MPaとしている。アルミ箔12の面を鏡面無地ロールとした加圧ローラー3で熱加圧して表面を強光沢とした強光沢箔紙20を製造する。
(もっと読む)
水解紙

【課題】 清拭作業に十分耐え得る湿潤強度を有し、しかも柔らかい水解紙を提供すること。
【解決手段】 水解紙は、木材パルプ及び再生セルロース繊維を含むウエブに水溶性バインダを外添させて得られる。木材パルプの含有量は70〜95重量%で、再生セルロース繊維の含有量は5〜30重量%である。また再生セルロース繊維はその繊維長が2〜7mmで、繊維径が0.1dtex以上1dtex未満である。水溶性バインダの外添量は、木材パルプ及び再生セルロース繊維の合計量に対して5〜20%重量である。
(もっと読む)
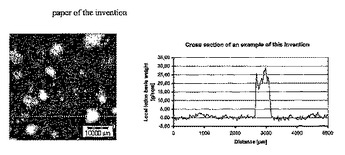
ローションの高い転移性を有するティッシュ・ペーパー
ティッシュ・ペーパー及びティッシュ・ペーパーから製造される製品、例えばペーパー・ハンカチーフ、フェイシャル・ティッシュ・ペーパー、トイレットペーパー及び化粧用ティッシュ・ペーパー、いずれかの種類のティッシュ・ペーパー拭き取り用品など。本発明は、ローションの高い転移性を有する、滑らかな及び吸収性のローション付きティッシュ・ペーパーを製造するための方法の両方を記載する。この方法の工程は、(a)少なくとも1つの回転面を含むローション付与装置に隣接して連続的に走行するティッシュ・ペーパーウェブを準備する工程、(b)前記ローションを1つの回転面上に転移する工程、(c)主として前記回転面の回転の遠心力により前記ローションを前記回転面からローション液滴の流れの中に放出する工程、(d)前記ローション液滴の流れにより前記ティッシュ・ペーパーを捕捉する工程を含む。本発明はまた、その表面に不連続な付着物として分配されるローションを含むティッシュ・ペーパーを記載する。付着物は、ローションの高い局所濃度を有し、ティッシュ・ペーパーの相対的に小さい面積を覆う。
 (もっと読む)
(もっと読む)
真正性検証の方法、製品および機器
紙、厚紙、プラスチックまたは他の多くの材料のタイプで作られている物品からデジタル署名を判定するための方法および機器。コヒーレントな光源は、ビームを向けて物品を照射し、検出器構成は、物品の多くの異なる部分から散乱される光から各データ点を集めて、通常は500以上の多数の独立したデータ点を集める。物品の多くの異なる部分に特有の多数の独立した信号の寄与を集めることにより、走査された物品の領域に固有のデジタル署名を計算することができる。物品の真正性を試験する必要があるときはいつでも、この測定を繰り返すことができる。この方法を使用することで、一義的な特性が多種多様の日用品から直接的な方式で測定可能であるため、特別に準備されたトークンを作ることに努力し費用をかけることは本質的に的外れであることが分かってきた。 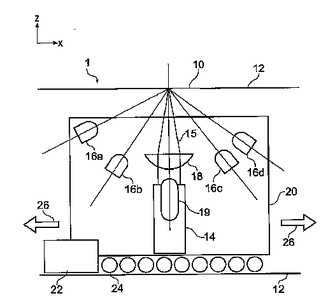 (もっと読む)
(もっと読む)
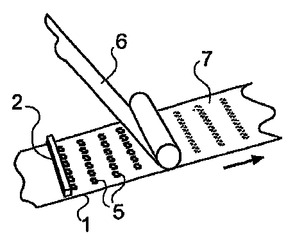
紙または板紙に識別記号を形成する方法および該方法により記号を付された材料
本発明は、連続ウェブとして製造される層構造の紙または板紙(7)に識別記号(5)を形成する方法、ならびに該方法により得られた記号付きの紙および板紙に関する。本方法においては、該記号(5)を、移動しているウェブ形態の繊維層(1)の上にレーザー光を用いて形成し、次いでその上に第2材料層(6)を、該記号が該移動ウェブの層構造の内部に残存するように重ね合わせる。該第2材料層(6)は、第2の繊維層または例えばポリマー被膜であることができる。レーザーによる識別記号付与は、例えば前記繊維層(1)の表面を焼くこと、或いは彫ることにより行う。該層構造中で該記号は保護されるが、材料の真性を保証するために検出器で検出することができる。かかる記号付きの紙または板紙は、製品包装を製品偽造から保護するために適している。
 (もっと読む)
(もっと読む)
板紙及びその製造方法
本発明は、二つの表面を有する繊維マトリクスを備え、それによって繊維層の第二表面が、50μmより小さい粒径の粒子形状のマーキング剤を含有する表面サイジング層を有する、信頼性のある製品に用いられる板紙に関する。マーキング剤を表面サイジングに組み込むことにより、マーキング剤の粒子を板紙に付着させることができ、同時に、パルプに添加させた場合と比較して全消費量を80〜90%減少させることができる。50μm未満の大きさの粒子を用いることにより、縞やざらつきがなく、さもなければ縞が製品の品質を損なうかもしれない最上層を形成することができる。 (もっと読む)
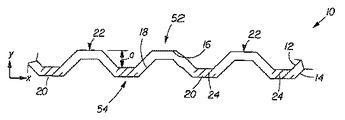
エンボス加工された多プライの繊維性構造体製品及びこれを製造するための方法
エンボス加工された多プライの繊維性構造体製品及びこれを製造するための方法が提供される。エンボス加工された多プライの繊維性構造体製品(10)は、繊維性構造体(12)の第1プライ及び繊維性構造体(14)の第2プライを含み、それらは結合部位(20)においてそれらの隣接表面(16、18)に沿ってそれぞれ接着剤により接着剤で結合されている。エンボス加工された多プライの繊維性構造体製品は更にエンボス加工部位(22)を含む。エンボス加工部位は、少なくとも1000μmのエンボス高さを示す。エンボス加工部位は、エンボス加工された多プライの繊維性構造体製品のx−平面からy−方向に伸びる。エンボス加工部位は、共に接着剤で結合されず及び高密度化されない。結合部位は、接着剤(24)によって共に接着剤で結合され及び高密度化される。
 (もっと読む)
(もっと読む)
段ボール接着機械用織りベルト
本発明は、段ボール機械のための織物ベルトに関する。前記ベルトは、ベルトの縦方向(5)における引っ張り力を吸収する経糸と緯糸から成る第一織物層(20)を有する。当該第一織物層(20)を覆い経糸と緯糸から成る補助上側織物層(10)が、段ボールを支持するペーパー面(15)を形成する。織物層(10,20)は結合糸によって互いに織り合わされ、ペーパー面(15)を形成する上側織物層(10)は、ペーパー面から水分を放散させるために気化可能とする。蒸気透過性に不利益な影響を伴うことなく、ベルトとこれが支持する段ボール紙の間で高い摩擦結合を保証するために、高い摩擦係数を有した材料(25’)の細片(25)がペーパー面(15)に設けられ、この細片はベルト(1)の縦方向に対し垂直に前記ベルト(1)の幅よりも狭くなっている。 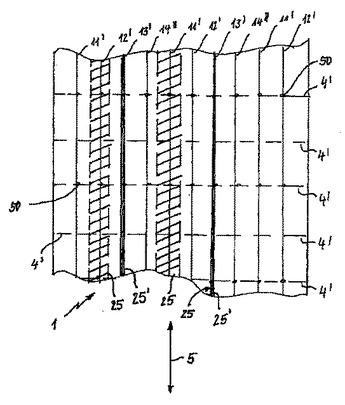 (もっと読む)
(もっと読む)
発泡接着剤システムを用いて製造されたラミネート紙
発泡水性接着剤組成物を、トイレットペーパー、化粧紙、紙タオル等を含む、または特にこれらとしての薄葉紙ラミネート製品を製造するために用いる。発泡は、典型的に、加圧ガスと接着剤流をノズルチャンバ内に必要に応じて導入することにより行われ、ここで、該流れの運動エネルギーが、混合エネルギーを提供するために用いられる。前記接着剤は、好ましくは、複数の離散した発泡接着剤粒子として分配される。前記発泡接着剤を、ラミネート内部接着、ラミネート相互間接着、ばらのシートの端を接着すること、ロールとロールを接着させること等に用いることができる。本発明は、接着剤のノズル内発泡を達成するための信頼できる、簡単な方法を提供する。 (もっと読む)
セキュリティー素子
本発明は光を直線偏光する少なくとも1つの液晶材料を有するセキュリティー素子を備えた有価物に関するものである。 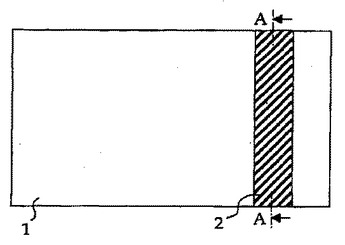 (もっと読む)
(もっと読む)
規格外繊維からなる平滑基材
【課題】本発明は、高品質画像用の平滑基材を提供する。この基材は、規格外繊維を用いても、高品質画像に要求される平滑性及び他の物理的特性を提供する。
【解決手段】基材は繊維からなり、繊維が約0.9mmを超える繊維長−加重平均を有し、基材が約2.0ミクロンRa未満の粗度を有する。
(もっと読む)
床材用水硬性抄造板およびそれを用いた床材
【課題】水硬性材料抄造成形体を床材に使用することにより従来の床等に靭性を付与する。
【解決手段】水硬性材料からなる板材との積層物となるように用いられ、かつ下記条件1)〜3)の条件を満足する補強繊維を1〜10重量%含有し、下記4)の条件を満足する床材用水硬性抄造板。
1)該補強繊維がポリビニルアルコール系合成繊維であること、2)該補強繊維の繊度が6〜30dtex、繊維長が6〜20mmであること、3)該補強繊維の強力が100cN以上、伸度が5〜10%であること、4)床材用水硬性抄造板の繊維配向方向の曲げ強度が30MPa以上かつ繊維配向方向と垂直方向の曲げ強度が20MPa以上であり、且つ繊維配向方向の引張強度が10MPa以上、引張伸度が0.5%以上、引張タフネスが6MPa−%以上であること、
(もっと読む)
181 - 192 / 192
[ Back to top ]