
Fターム[4L056BF05]の内容
Fターム[4L056BF05]の下位に属するFターム
移し替え (1)
Fターム[4L056BF05]に分類される特許
1 - 17 / 17
糸巻取機

【課題】ボビンストッカのボビン残量を確認し易く、しかも、ボビンストッカがストックしているボビンを作業台車に対してシンプルな構成で供給することができる糸巻取機を提供する。
【解決手段】紡績ユニット6は、機台本体2の長手方向に沿って並設され、巻取ボビン16に紡績糸15を巻き取ってパッケージ17を形成する。ボビンストッカ4は、紡績ユニット6で使用される巻取ボビン16を保管する。玉揚台車67は、紡績ユニット6とボビンストッカ4との間を走行可能に設けられ、巻取ボビン16を紡績ユニット6に供給する。ボビンストッカ4が保管している巻取ボビン16に対して、少なくとも正面側からアクセス可能であるように、当該ボビンストッカ4が構成されている。玉揚台車67は、ボビンストッカ4が保管している巻取ボビン16を、機台本体2の正面側のボビン供給位置77において受け取る。
(もっと読む)
紡績機

【課題】紡績部が何らかの原因によって詰まった場合でも、ノズルキャップ上に繊維束が滞留しない紡績機を提供する。
【解決手段】繊維束Fを牽伸するドラフトユニット部2と、前記ドラフトユニット部2によって牽伸された繊維束Fを撚る紡績部3と、を備えた紡績機100であって、前記紡績部3は、前記ドラフトユニット部2と前記紡績部3との間に形成される隙間において、繊維束Fを案内し、当該隙間での繊維束Fの滞留を防止する通路FPを備える、とした。
(もっと読む)
その出口にスライバが排出されて載置される、紡績準備機械、特に練条機またはカードに設けられる装置
【課題】簡単な方法で、載置されているスライバ(スライバパケット)の機械の載置領域からの変位と、設備的な費用の本質的な削減を可能にするために、載置されたスライバは機械的手段によって移動可能であり、そのことが付加的な容器などなしで、載置領域内および/または載置領域からの、スライバの変位をもたらすようにすることを目的とする。
【解決手段】その出口にスライバが排出装置2によって排出されて、土台3上に載置され、その場合に排出装置と土台は互いに対して移動可能である、紡績準備機械、特に練条機またはカードに設けられる装置において、土台3上に載置されたスライバ(スライバパケット)4が後段に接続されている加工機械へ供給可能である。
(もっと読む)
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
紡機におけるボビン供給方法及びボビン供給装置
【課題】ペッグトレイの連続した移動量を空ボビンの倒れが発生するボビンホルダ内の空ボビン列の後方の空間の限界広さに相当するボビン本数以上に増大させても、ボビンホルダ内における空ボビンの倒れを防止する。
【解決手段】第1及び第2の移送装置は、移送レールを往復移動させてペッグトレイを4ピッチずつ移送する。両移送装置は第1及び第2の接続部で接続され、第2の接続部の途中には空ボビンを1列で収容し、後部上方からシュータ28を介して空ボビンEが送り込まれるボビンホルダ29が設けられている。ボビンホルダ29に1列で収容された空ボビンは、列の先頭の空ボビンEの下方を移動するペッグトレイ12のペッグ12bに挿入されてボビンホルダ29内から取り出される。ボビンホルダ29内の空ボビン列の後方に存在する空間Sが、シュータ28から送り込まれる空ボビンEの倒れが発生する限界広さに達する前に、空ボビンEをボビンホルダ29に送り込む。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止すること。
【解決手段】ペッグトレイ列の下方においてペッグトレイ通路5cに沿って往復移動可能、かつ上下動不能に配設された移送レール10に、ペッグトレイPの係止凹部に係脱可能に変位する係止爪15,16とペッグトレイ通路5cに沿った移送レール10の往復移動を案内するレールガイド13,14を配設する。そして、レールガイド13,14は、係止爪15,16に対応する箇所に配置する。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
ボビン搬送システム
【課題】自動ワインダー、精紡機及び搬送装置からなるボビン搬送システムにおいて、送り手段に掛かる負担を増大させることなく、状況に応じてボビン搬送速度(単位時間あたりのボビン搬送数量)を増減し、効率的にボビンを装着したトレイを搬送することができるボビン搬送システムを提供する。
【解決手段】自動ワインダー2、精紡機1、前記自動ワインダー2と前記精紡機1との間を連結するボビン搬送路7を有するボビン搬送装置10からなるボビン搬送システムにおいて、該ボビン搬送装置10を、ボビン搬送路7に沿ってボビンBを装着したトレイTを案内する搬送案内部材3と、往復運動して前記トレイTを移動させる移動部材24を有する送り手段4と、から構成し、該送り手段4のボビン搬送数量を変更することで前記ボビン搬送路7上でのボビン搬送速度が前記自動ワインダー2の処理能力に応じて変更可能に構成する。
(もっと読む)
繊維機械
【課題】各作業ユニットの状態を高精度に把握することが可能な繊維機械を提供すること。
【解決手段】自動ワインダの巻取ユニット2は、給糸ボビン4、巻取管7、糸継装置14、及び、毛羽伏せ装置13にそれぞれ設けられたICタグ40〜43から照合情報を取得し、その照合情報をユニットコントローラ32に送信するアンテナ35を備えている。そして、複数の巻取ユニット2を監視及び制御するホストコントローラ31は、アンテナ35で取得された情報に基づいて、各巻取ユニット2のICタグ40〜43が正規なものか否かを判断して、正規でない場合には、その巻取ユニット2に対して糸巻取処理を禁止する信号を出力する。
(もっと読む)
ラップマシーン、コーマ、練条機等の繊維準備処理装置における繊維束案内装置
【課題】ラップあるいはスライバのように撚りの掛かっていない繊維束をその幅や径を保持したまま案内する繊維束案内部が繊維束の繊維配列を乱すことなく案内することができ、かつ、繊維束案内部へのハネジュー等の異物の付着を防止する。
【解決手段】スライバテーブル16は、スライバSの移動方向に沿って延びる案内面16aを有するとともに、スライバテーブル16の長手方向に沿って移動するスライバSがスライバテーブル16の前端側に移動するのを抑制する壁部16bが上側に屈曲形成されている。スライバテーブル16の下方には、案内面16aにスライバSが接触するのを阻止する音圧を発生するようにスライバテーブル16を振動させる励振手段20が設けられている。励振手段20を構成する振動子21は、スライバテーブル16の長手方向に沿って複数設けられている。
(もっと読む)
ボビンもしくは巻管搬送装置
【課題】多数の紡績部位(11)を有する紡績機のボビンもしくは巻管搬送装置(1)であって、該ボビンもしくは巻管搬送装置(1)が搬送路(7)の支持面(29)の上を滑動案内された個別のボビンもしくは巻管保持体(2)並びに該ボビンもしくは巻管保持体(2)を前記搬送路(7)の上で前記紡績部位(11)に沿って搬送するための連行体(3)を備えた搬送手段(8)を有している形式のものにおいて、費用のかかる構成的な処置、駆動装置の出力の増大、摩耗の増加なしに多数の巻管もしくはボビン保持体を搬送できるようにすること。
【解決手段】前記搬送路(7)の前記支持面の上に、耐摩耗性が高くかつ滑り性が高い滑り下敷(20)が配置されていること。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
紡績工場においてスライバの供給を受けるたとえば練篠フレームなどの紡機にケンス無し繊維スライバ・パッケージ(供給材料)を利用可能とする装置
【課題】繊維スライバ(供給材料)を簡素な様式で利用可能にする。
【解決手段】紡績工場においてスライバの供給を受けるたとえば練篠フレーム、フライヤ、コーミング前処理機、コーミング機、紡機などの紡機に対してケンス無し繊維スライバ・パッケージ(供給材料)を利用可能とする装置であって、上記ケンス無し繊維スライバ・パッケージは、スライバを吐出するたとえば練篠フレームなどの上流の紡機から、または、上流の格納手段から、上記スライバの供給を受ける紡機に対して搬送デバイスにより供給され得るという装置が提供される。繊維スライバ(供給材料)が簡素な様式で利用可能とすべく、上記スライバの供給を受ける紡機の供給位置に対しては少なくとも一個のケンス無し繊維スライバ・パッケージが供給され且つ該供給位置において安定的に位置決めされる。
(もっと読む)
コップの配向を検知するための装置
【課題】コップ、特に紡績コップの配向を検知するための装置であって、コップの光学的な走査を行なう装置と走査過程を評価するための評価装置とを有する装置を改善してその周期出力を高めることである。
【解決手段】本発明の課題は当該装置(12)がコップ搬送区間(9)の領域に、当該装置(12)を通過する、ほぼ長手方向に配向された紡績コップ(4)を区分的に走査できるように配置されておりかつ当該装置(12)が光源(17)、第1の円筒レンズ(20)、ギャップ絞り(22)、第2の円筒レンズ(30)、ミラーエレメント(27)並びにフォトセンサ(28)で装備されていることによって解決された。
(もっと読む)
空気紡績機および紡績システム
【課題】空気紡績機において、紡績速度の高速化を図ろうとすると、糸継ぎの継ぎ目品質の低下を招くだけでなく、糸継ぎ成功率の低下により機械効率が低下して高速化に反する結果を招くだけでなく、糸欠点除去等の糸継ぎ動作に要する時間自体が、高速化に反する要因となる。
【解決手段】糸欠点を除去した完成品としての二次パッケージを形成する材料としての一次パッケージ、を製造する空気紡績機であって、紡績糸8を製造する空気式紡績装置10と、紡績糸8の有無を検出する糸検出装置20と、紡績糸8を巻き取って一次パッケージ1を形成する一次巻取り装置40と、一次パッケージ1の満巻時もしくは糸検出装置20による糸無し検出時に、一次巻取り装置40より一次パッケージ1を払い出させる玉揚げ台車6と、を備える。
(もっと読む)
ボビンを保持するための装置
【課題】たとえば精紡機のクリール内で、ピン1にボビンを保持するための装置であって、ピン1が、回動可能に支持ボルト2と結合されており、ピン1が、支持ボルト2との結合部の周りに滑り面3を備えている形式のものを改良して、一方では所望の制動作用が達成され、他方では摩擦および摩耗が低減されるようなものを提供する。
【解決手段】滑りウェイト10が、自重によって滑り面3に載設している。
(もっと読む)
電気モーター及び少なくとも一つの電気モーターを備えた繊維機械
内側に継鉄と永久磁石(27)を備えたローターディスクと、その間に有って軸方向に配置された個別コイル(30)から成る固定子リングとを備えた、駆動用の少なくとも一つの電気モーター及び電流供給用の少なくとも一つの発電機を繊維機械に配備することを提案する。ハブ(36)が、半径方向の換気装置として構成されるとともに、両方のローターディスク(26a,26b)を間隔を開けて保持する。磁力線は、専らローターディスクと固定子リング間を通る。このように構成した永久磁石と軸方向磁界によるモーターによって、広い回転数範囲に渡って90%の効率を達成することができるとともに、モーターを良好に制御することが可能であり、その筐体は、機械的な観点から設計する必要があるだけである。そのため、電気モーター/発電機は、全ての種類の繊維機械に課された要件を理想的な形で満たすものである。 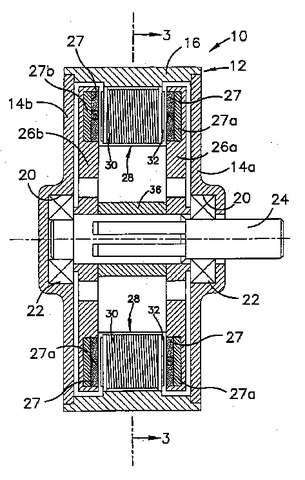 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]