
Fターム[4L056EA42]の内容
Fターム[4L056EA42]の下位に属するFターム
基準値と比較するもの (20)
Fターム[4L056EA42]に分類される特許
1 - 18 / 18
繊維機械及び繊維機械の情報伝達システム

【課題】回路基板に異常が発生した場合にも、異常発生原因の究明を容易にする繊維機械及び繊維機械の情報伝達システムを提供する。
【解決手段】自動ワインダ1は、電子部品が搭載され電気回路が形成されたAC−DCコンバータ基板62と、AC−DCコンバータ基板62の負荷となる温度値、電圧値及び電流値をそれぞれ検出するセンサ類62a,62b,62cと、検出された各時点の温度値、電圧値及び電流値を蓄積し負荷値履歴情報として保存する情報保存部61aと、を備えている。
(もっと読む)
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。 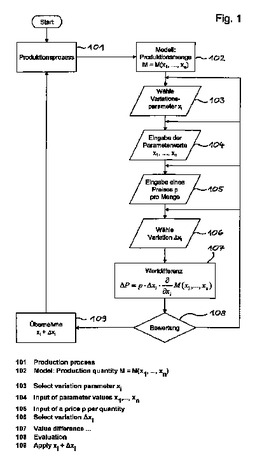 (もっと読む)
(もっと読む)
紡績機及び糸貯留ローラに残留した紡績糸の除去方法

【課題】糸強力の弱い糸欠点の発生により糸貯留ローラに残留した紡績糸の除去を効率的に行うことのできる紡績機を提供する。
【解決手段】精紡機は、紡績装置と、ヤーンクリアラと、糸貯留ローラと、吸引口と、吸引装置と、ユニットコントローラと、を備える。紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。ヤーンクリアラは、紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。糸貯留ローラは、ヤーンクリアラの下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する。基端側近傍に配置される。吸引装置は、吸引口に吸引流を発生させることが可能である。ユニットコントローラは、ヤーンクリアラが糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラを停止させる。
(もっと読む)
紡績機
【課題】低い消費電力の紡績機を提供することにある。
【解決手段】スライバをドラフトして繊維束とし、この繊維束を紡績して糸を得る紡績ユニットと、前記紡績ユニットを制御する機台制御部と、を備える。機台制御部は、紡績ユニットの暖機対象部を選択的に作動させる暖機運転モードを実行する暖機運転モード実行部と、紡績ユニットに通常の紡績運転を実行させる通常運転モードを実行する通常運転モード実行部と、暖機運転モードと通常運転モードの何れかを選択する切替部と、を備える。
(もっと読む)
紡機の糸切れ検出装置
【課題】糸継ぎ作業の邪魔にならず、保全作業性の良い紡機の糸切れ検出装置を提供する。
【解決手段】リングプレート11の上面にはトラベラ13を検知する検知部14aを備えたセンサ14がリングプレート11の後側に設けられている。センサ14の検知信号を処理して糸切れの有無を判断するCPU15を備えた制御基板16がリングプレート11の前側に設けられている。センサ14とCPU15とはリングプレート11の下面側に配置されたフレキシブル配線22,27や制御基板16及び信号伝達用基板17上の信号配線を介して電気的に接続されている。制御基板16及び信号伝達用基板17は、リングプレート11の前壁11bに固定されるとともにリングプレート11に沿って延びる収容部24aを備えた支持部材24に支持されている。
(もっと読む)
紡績装置
【課題】複数の空気紡績ユニットの圧力を一括管理する紡績装置を提供する。
【解決手段】精紡機1は、複数の紡績ユニット2と、圧力一括管理装置としてのユニットコントローラ32及び機台制御装置42と、を備えている。前記空気紡績ユニットのそれぞれは、内部に旋回空気流を発生させて繊維に撚りを与える旋回流発生室と、旋回流発生室内部の圧力を検知する圧力センサ63と、を備えている。前記ユニットコントローラ32は、受信部28と、圧力異常判定部37と、を備える。受信部28は、それぞれの圧力センサ63からの圧力値信号を受信可能である。前記圧力異常判定部37は、前記圧力値と所定の閾値とを比較することにより、それぞれの前記紡績ユニット2の圧力の異常の有無を判定する。
(もっと読む)
糸の速度を測定する方法及び装置
【課題】光ビームの照射領域に対して糸を正確に位置決めする必要のないドップラー干渉に基づいた糸の速度を測定する装置を提供する。
【解決手段】課題は、第1及び第2コヒーレント光波6a、6bを干渉させる、糸5の速度測定方法であって、ここで、第1光波6aは、糸5によって散乱させられた光を含み、そして、糸5に投射される第1光ビーム4aから生じた光波であるものとし、第2光波6bは、第2光ビーム4bから生じた光波であるものとし、そして、糸5の速度を光検出器8において光波6a、6b間のドップラー干渉から求めるものとする、前記方法において、糸5と接触させることなく、第2光ビーム4bを光検出器8へ導入させ、前記方法によって解決される。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
特に練篠フレーム、カード機、コーミング機械などの紡績機械の牽伸システムにおいて牽伸システム・ローラを加重するために少なくとも一個の圧力媒体シリンダを有する装置
【課題】ピストン・ロッドを備えたピストンの位置を良好に決定する。
【解決手段】紡績機械の牽伸システムにおいて牽伸システム・ローラを加重するために、圧力媒体により作用されると共にシリンダ・ハウジングの内側で軸心方向移動可能となるべく配置されたピストンであって該ピストンからはロッドが延在するというピストンを備えた少なくとも一個の圧力媒体シリンダを有する装置であって、ロッドはハウジングを端部にて画成する少なくとも一個のカバーを貫通通過するという装置において、ロッドを備えたピストンの位置を決定する誘導センサ機構が配備される。装置を改良すべく、ロッドを備えたピストンの位置を決定するために、ハウジングと圧力媒体起動可能ピストンとから成る圧力媒体システムに対して少なくとも一個の誘導式変位センサが一体化され、且つ、誘導式変位センサは電気的評価デバイスに接続される。
(もっと読む)
糸条の異常検知装置
【課題】清掃作業の作業性を向上させることができるとともに、色に関係なく糸条の異常状態を検知することができる糸条の異常検知装置を提供すること。
【解決手段】走行する糸条Y異常を光学的に検知する異常検知装置において、この異常検知回路は、糸条Yに光を照射する発光器31と、走行する糸条をY挟んで発光器31に対向する位置に設けられた反射棒33と、反射棒33に隣接するとともに、反射棒33に対向して設けられ、糸条Yおよび反射棒33から反射された光を受光し、この反射光を電気信号に変換する受光器32と、受光器32から出力される電気信号が入力され、この電気信号の変化状態に基づいて糸条Yの有無を検知する増幅回路35、監視タイマー回路36および出力手段37からなる制御手段を有する。
(もっと読む)
糸品質診断方法および繊維機械
【課題】糸欠点検出装置を備える繊維機械において、糸欠点検出装置のコストを増大させることなく、番手変動異常を検出することができなかった。
【解決手段】糸の太さ変動の異常を診断する糸品質診断方法であって、糸欠点検出装置26で、その起動時点を基点とする一定時間内に検出される糸の太さ変動を平均して、第一種平均糸太さを算出する第一種平均糸太さ算出工程101と、平均糸太さ算出工程を所定回数実行して得られた5回の第一種平均糸太さを平均し、第二種平均糸太さを算出する第二種平均糸太さ算出工程102と、第一種平均糸太さ算出工程を再実行して、最新の第一種平均糸太さを算出する最新平均糸太さ算出工程103と、第二種平均糸太さと最新の第一種平均糸太さとの変動幅を比較し、その変動幅が所定の錘内許容幅以上となると、糸太さの変動異常が発生したと判定する錘内糸太さ変動異常判定工程104と、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
紡機の牽伸システムに送給された複数本のスライバにおけるパラメータを検出する装置
【課題】構成が簡素であって個々のスライバを更に良好にかつ更に正確に検出する装置を提供する。
【解決手段】紡機の牽伸システムに送給された複数本のスライバにおけるパラメータを検出する装置であって、特にスライバの移動および/または存在を検出し、上記パラメータは各スライバにおいて別個に測定可能であり、各スライバはスライバ用ケンスから夫々の被動送給ローラ上へと引出されると共に上記牽伸システムに送給されて触覚要素により機械的に検知され、該触覚要素の偏向は電気信号へと変換可能であると共に該触覚要素は自身に関係付けられたセンサ要素を有するという装置が提供される。構造的に簡素な様式で個々のスライバを更に良好にかつ更に正確に検出することを許容すべく、各触覚要素の位置を検出するために電気的評価ユニットに接続された非接触式距離センサ(距離測定センサ)が配備される。
(もっと読む)
糸を監視する繊維機械
紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
動く細長い固体の被検製品において異物を検出するための方法および装置
動く細長い固体の被検製品(9)、例えば糸において異物を検出するための装置(1)は、被検製品(9)からの静電信号を記録するためのセンサ(2)を含む。センサ(2)は、被検製品(9)上に元々既に存在していた過剰電荷からの静電信号を記録するのに適している。装置(1)は、被検製品(9)からの他の信号、例えば容量信号を記録するためのセンサ(2)をさらに含む。さらに、静電信号、および他の信号を評価して異物を検出するための評価手段(7)が存在する。静電信号と他の信号とを組み合わせることにより、選択性が改良される。誤った応答は減少し、信頼性および感度を高くすることができる。 (もっと読む)
繊維機械
【課題】 糸欠点の発生した状況に応じて、糸継台車による糸欠点の除去及び糸継作業が糸の無駄なく効率よく行えるようにする。
【解決手段】 複数の糸処理ユニット2と、その並べられる方向に走行可能な糸継台車3を備える。糸処理ユニット2は、糸欠点を検出し且つその種類を判別可能なヤーンクリアラ52を備える。糸継台車3は、各糸処理ユニット2についての糸欠点の有無及び糸欠点の種類、巻取パッケージ45の径の情報を取得可能に構成している。糸継台車3は糸欠点の発生した糸処理ユニット2に対し口出しを行うが、この際、サクションマウス46が巻取パッケージ45に接近して吸引を開始してから糸継装置43に糸を案内するまでの時間や、巻取パッケージ45を糸解舒方向に回転させる逆転ローラ55の速度を、検出された糸欠点の種類や糸欠点発生時の巻取パッケージ45の径に応じて異ならせる。その後、糸継装置43で糸欠点の除去及び糸継ぎを行う。
(もっと読む)
繊維機械ならびに継ぎ目を最適化する方法
本発明は、繊維機械、特にオープンエンド紡績機械であって、単数または複数の走行可能なメンテナンス装置が設けられており、該メンテナンス装置が、糸を新たに紡績開始するか、または糸切れ後に紡績開始するための手段を有しており、さらに、繊維機械を制御するための制御装置を装備している形式のものに関する。本発明により繊維機械は、繊維機械により搬送され連続的に通走する糸の糸張力および/または糸切れ張力を測定するための測定装置が設けられており、該測定装置が全体的にまたは部分的に繊維機械、メンテナンス装置またはその両者に配置されていることにより特徴付けられている。 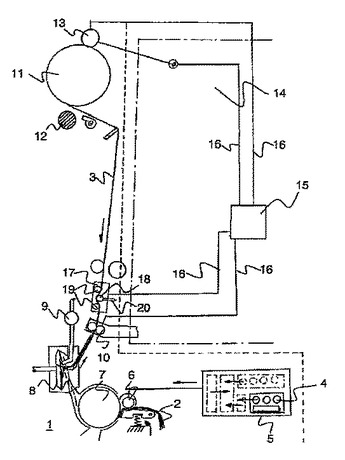 (もっと読む)
(もっと読む)
紡機におけるドラフト装置の異常検出装置
【課題】厳密な基準値を記憶せずに簡単な構成で、紡出時にドラフト装置における異常発生を検出する。
【解決手段】ドラフト装置11はフロントボトムローラ12、ミドルボトムローラ13、バックボトムローラ14をそれぞれ2台のフロントローラ用駆動モータ16a,16b、ミドルローラ用駆動モータ17a,17b、バックローラ用駆動モータ18a,18bで駆動する。各駆動モータはインバータ19a,19b等を介して変速制御され、各インバータ19a,19b等には電流センサSAが設けられている。電流センサSAは各駆動モータ16a,16b等の負荷トルクに対応して供給される電流量を検出する。CPU31は各バックローラを駆動する2台のモータの負荷トルクの偏差が設定された範囲から逸脱したときに異常と判断する。
(もっと読む)
1 - 18 / 18
[ Back to top ]