
Fターム[4L056EA43]の内容
Fターム[4L056EA43]に分類される特許
1 - 20 / 20
中央装置、情報処理システム、情報処理方法及びプログラム
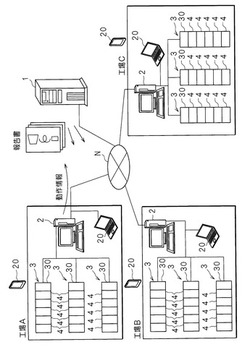
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
紡績機及び糸貯留ローラに残留した紡績糸の除去方法

【課題】糸強力の弱い糸欠点の発生により糸貯留ローラに残留した紡績糸の除去を効率的に行うことのできる紡績機を提供する。
【解決手段】精紡機は、紡績装置と、ヤーンクリアラと、糸貯留ローラと、吸引口と、吸引装置と、ユニットコントローラと、を備える。紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。ヤーンクリアラは、紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。糸貯留ローラは、ヤーンクリアラの下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する。基端側近傍に配置される。吸引装置は、吸引口に吸引流を発生させることが可能である。ユニットコントローラは、ヤーンクリアラが糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラを停止させる。
(もっと読む)
繊維機械
【課題】糸処理ユニットの運転状態を容易に把握することができる繊維機械を提供する。
【解決手段】精紡機が備える複数の紡績ユニットのそれぞれは、当該紡績ユニットの運転状態が、複数の運転レベルの中でどの運転レベルに対応するかを表示するレベル表示部86を備えている。また、前記運転レベルは、基準となる基準運転状態が中央となるように区分されている。前記基準運転状態は、精紡機が複数備えた紡績ユニットの運転状態の平均値か、或いは所定の設定値とすることができる。
(もっと読む)
紡績機
【課題】装置の据付以降でも圧力検出手段のキャリブレーションが可能であり、圧力異常の正確な検出が可能な紡績機を提供する。
【解決手段】紡績機としての精紡機は、第1ブロック91と、第2ブロック92と、空気圧シリンダ80と、旋回流発生室25と、圧力センサ63と、ユニットコントローラ32と、を備える。第1ブロック91は、繊維束に旋回空気流を作用させる空気紡績ノズル19を有する。第1ブロック91の下流側に設けられる第2ブロック92は、繊維束が走行する中空ガイド軸体20を有する。空気圧シリンダ80は、2つのブロック91,92を離間及び接触させる。圧力センサ63は、繊維束に撚りを与えるために2つのブロック91,92の間に形成される旋回流発生室25の圧力を検出する。ユニットコントローラ32は、空気圧シリンダ80により旋回流発生室25が開放された時に、圧力センサ63のキャリブレーションを行う。
(もっと読む)
ブロワモータの制御方法とブロワシステム
【課題】センサなどの付加的な装置を用いることなくブロワを駆動するモータの回転数を制御でき、また、必要とする最低限の負圧を供給しながら、ブロワを駆動するモータの回転数を抑制でき、自動ワインダーを円滑に稼動させながら省エネルギー化を図る。
【解決手段】各ワインディングユニット1の糸継ぎ動作回数と、糸継ぎに失敗した失敗回数とを集計してシステム全体のミス率を算出する。算出したミス率に基づいて前記ブロワモータ18に電力を供給するインバータ19の出力周波数を増減制御する。
(もっと読む)
引伸ばし作業区間または引伸ばしユニットを運転するための方法および装置
本発明は、ポリマー糸製ケーブルを、複数の駆動引伸ばしローラーを用いて引き伸ばすための引伸ばし作業区間または引伸ばしユニットの運転方法に関する。発明に従い、各引伸ばしローラー(2.1、2.2)が所定の動作値に個々に制御されることが意図される。これに加え、各引伸ばしローラー(2.1、2.2)には、別々に駆動可能な駆動装置が付設されている。 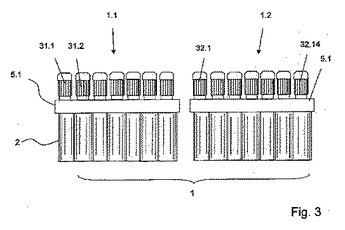 (もっと読む)
(もっと読む)
粗紡機におけるボビンレール昇降装置
【課題】紡出時以外のボビンレールの昇降時における衝突等の異常が生じても、昇降機構の損傷を回避することができる粗紡機におけるボビンレール昇降装置の提供にある。
【解決手段】昇降機構を介して昇降するボビンレール22と、該ボビンレール22を昇降させる昇降用モータ36と、昇降用モータ36を駆動制御する制御手段45とを有し、制御手段45は、紡出時における昇降用モータ36の高トルク制限値も低く設定された低トルク制限値を、紡出時以外のボビンレール22の昇降時における昇降用モータ36の出力トルクの制限値として設定する機能を有する。
(もっと読む)
リング精紡機におけるスピンドルの駆動装置
【課題】区画的なタンゼンシャルベルトを共通の方向転換ローラで案内したり異なる高さで駆動することなく、タンゼンシャルベルトの同期した駆動を達成することが可能な冒頭に記載した様式の駆動装置を提供すること。
【解決手段】リング精紡機における複数のスピンドルの駆動装置であって、前記各スピンドル近傍で個々に駆動される複数のタンゼンシャルベルト2を備えており、該タンゼンシャルベルト2それぞれが1つのモータ3によって駆動されるよう構成された前記駆動装置において、前記モータ3を同期モータとして形成するとともに、供給する電流によって、同一の周波数を前記各モータ3に供給するよう構成した。 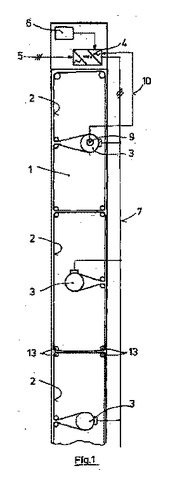 (もっと読む)
(もっと読む)
ヤーンクリアラの検出ヘッドの汚れ検出方法及び検出システム
【課題】素早く正確に光電式ヤーンクリアラのヘッド汚れを検出可能な方法等を提供する。
【解決手段】複数錘からなる機台システムに装備され、各錘における糸品質その他を監視する複数のヤーンクリアラの検出ヘッドの汚れ検出方法であって、特定錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)の変化が、監視される糸自身の特性の変化に起因するのか、上記検出ヘッドの汚れに起因するのかを、他の錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)との関係から判断するようにした方法とする。
(もっと読む)
糸の異物検出装置及びこれを備えた繊維機械
【課題】糸のトラッシュと色糸とを判別して、トラッシュは異物として検出しないようにする。
【解決手段】走行する糸Yに光を照射する投光手段72a,72bと、投光手段72a,72bの照射光による糸Yからの反射光を受光する受光手段73a,73bと、受光手段73a,73bの受光量を測定する測定手段78と、測定手段78の測定値に基づいて所定の演算をし、演算値と閾値とを比較して前記糸に混在するトラッシュと色糸とを判別する判別手段74とを備えている。
(もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
繊維機械
【課題】パッケージを生産する繊維加工ユニットを多数備える繊維機械において、糸速センサーに固有の誤差のため、各錘で糸速センサーの検出する糸速に基づいてパッケージの糸長さを均一にしようとしても、実際に生産されたパッケージの糸長さは全錘で不均一となってしまう。
【解決手段】糸速を検出する糸速センサー7と、この糸速センサー7の検出値に基づいて、巻取りパッケージ4の糸長さを算出するシーケンサー12と、巻取りパッケージ4を形成する巻取り装置20と、を備えるワインディングユニット1を、多数備えるワインダー100であって、各糸速センサー7に対応する補正情報を、各シシーケンサー12に送信する設定器41を備え、各シーケンサー12は、各糸速センサー7の検出値を前記補正情報に基づいて各糸速の補正値を算出し、これらの各糸速の補正値に基づいて、各巻取りパッケージ4の糸長さを算出する。
(もっと読む)
紡機の牽伸システムに送給された複数本のスライバにおけるパラメータを検出する装置
【課題】構成が簡素であって個々のスライバを更に良好にかつ更に正確に検出する装置を提供する。
【解決手段】紡機の牽伸システムに送給された複数本のスライバにおけるパラメータを検出する装置であって、特にスライバの移動および/または存在を検出し、上記パラメータは各スライバにおいて別個に測定可能であり、各スライバはスライバ用ケンスから夫々の被動送給ローラ上へと引出されると共に上記牽伸システムに送給されて触覚要素により機械的に検知され、該触覚要素の偏向は電気信号へと変換可能であると共に該触覚要素は自身に関係付けられたセンサ要素を有するという装置が提供される。構造的に簡素な様式で個々のスライバを更に良好にかつ更に正確に検出することを許容すべく、各触覚要素の位置を検出するために電気的評価ユニットに接続された非接触式距離センサ(距離測定センサ)が配備される。
(もっと読む)
コアヤーン紡績における芯糸検出方法及び装置
【課題】コアヤーン内の芯糸の有無を確実に検知して、芯糸のないコアヤーンの製造を防止する。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
(もっと読む)
巻取り装置の速度制御方法及び速度制御装置
【課題】線速度一定制御を行う巻取り装置において、安定した線速度一定制御を実現し、制御精度の要求を満足させる。
【解決手段】巻取り装置の速度制御装置は、速度センサ10の線速度検出値に対応する周波数検出値Fbと与えられた線速度指令値に対応する周波数指令値Finとが実質的に同一となるようにPID演算を行うPID演算部52と、電動機11の回転速度が低速になる程、PID演算結果が小さくなるように出力周波数Foutの大きさに依存してPID演算結果を補正するPID演算結果補正部54(前回周波数入力部60、減算部61、周波数依存演算部62、リミッタ部63、及び加算部64)とを有する。補正後のPID演算結果は、出力周波数Foutとして電動機11に出力される。
(もっと読む)
周波数変換器を備えた紡績機
この発明は、紡績機内の電子部品9,10を出発点とする。それは、冷却が必要な程多くの熱を発生する周波数変換器などの電子部品である。従って、そのような電子部品は、紡績領域からの浮遊物、埃、その他の汚染物を吸引した排気フロー2内に突き出た冷却フィン16を備えている。この排気フロー2は、フィルター5で汚染物を除去され、それにより次第に絞り込まれて行く。その量とそのために冷却効果が低下する。それに対して、電子部品9,10の過熱を防止するために、温度が許容できない程高くなった場合に制御機器12に信号を送る温度計17を配備して、制御機器が、フィルターを清掃する必要性が有ることを警告するようにする。この提示は、段階的に行うことができ、最後の段階では、電子部品への電力供給を停止するか、或いは駆動を停止させる。 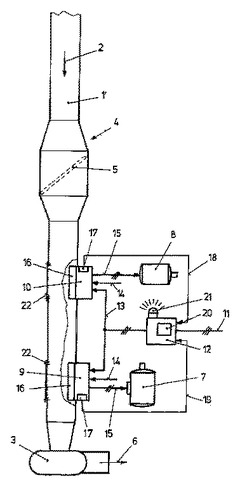 (もっと読む)
(もっと読む)
精紡機の綾振り装置
本発明の対象は、精紡された糸をボビン(3)又はボビンスリーブ(4)に巻き取るための巻取りユニット(1)に関しており、この場合に巻取りユニット(1)は、ボビン(3)を駆動するための摩擦ローラ駆動装置(5)及び綾振り装置(7)を有している。本発明は、綾振り装置(7)が、ボビン(3)の、スリップなしの、有利には形状接続的又は摩擦接続的な駆動伝達部(8)を介して駆動され、この場合に綾振装置(7)の駆動伝達部(8)が、ワインディング比が一定不変に保持されており、これにより精密パッケージが生じるように構成されていることにある。 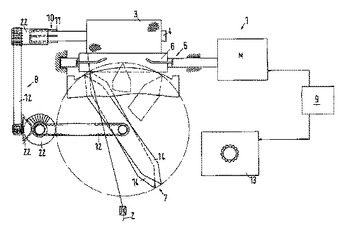 (もっと読む)
(もっと読む)
紡機のスピンドル変速制御方法及びスピンドル変速制御装置
【課題】 糸切れが多発する場合に、簡単な操作で機台全体の糸切れ発生を少なくして生産性を向上させる紡機のスピンドル変速制御方法を提供する。
【解決手段】 機台の運転開始から満管停止までの各錘毎の糸切れ回数が積算される。糸切れ回数は、機台の運転開始から満管停止までのスピンドル駆動制御が異なる区間毎に積算され、各区間毎の積算値が予め設定された許容値と比較される。そして、許容値を超えた区間について、次回の運転時に予め設定した分スピンドル回転速度が低下されて運転される。「スピンドル駆動制御が異なる区間」とは、スピンドルの回転速度あるいは加速度が異なる区間、即ち異なる定速又は加速状態が異なる区間をいう。
(もっと読む)
1 - 20 / 20
[ Back to top ]